También podría gustarte
- 1.5 Tipos de CadenaDocumento4 páginas1.5 Tipos de CadenaoscarAún no hay calificaciones
- Fase 3 Grupo 4Documento14 páginasFase 3 Grupo 4jota2020Aún no hay calificaciones
- Articulo Células de Fabricación - Andrés SuárezDocumento12 páginasArticulo Células de Fabricación - Andrés SuárezSUAREZ SALAMANCA ANDRES FELIPEAún no hay calificaciones
- Cadena Suministro 3Documento5 páginasCadena Suministro 3Yamid Smith Sandoval SanchezAún no hay calificaciones
- 392-077 Integración Total de PlantaDocumento6 páginas392-077 Integración Total de PlantasourcemenuAún no hay calificaciones
- Mapa ConceptualDocumento2 páginasMapa ConceptualDioka1ser100% (1)
- Taylorismo, Fordismo y Toyotismo: Comparación de modelos productivosDocumento4 páginasTaylorismo, Fordismo y Toyotismo: Comparación de modelos productivosAdriana Fco CruzAún no hay calificaciones
- Sistemas de Manufactura - Cuadro FODA 2Documento8 páginasSistemas de Manufactura - Cuadro FODA 2Jose CastilloAún no hay calificaciones
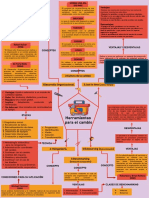
- Herramientas Del CambioDocumento1 páginaHerramientas Del Cambiolina celyAún no hay calificaciones
- Guía Académica Nivelación ManufacturaDocumento11 páginasGuía Académica Nivelación ManufacturaAlan Caballero100% (1)
- VSM Paper Logistica - FinalDocumento32 páginasVSM Paper Logistica - FinalFernando GuanoAún no hay calificaciones
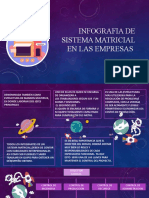
- Infografia de MatricidadDocumento3 páginasInfografia de Matricidadjohana merino russiAún no hay calificaciones
- Cuadro Comparativo (Tipos de Sistemas de Producción)Documento10 páginasCuadro Comparativo (Tipos de Sistemas de Producción)Mixzi Odalis Vicente Cabrera100% (3)
- Taller 2 FordismoDocumento3 páginasTaller 2 FordismoGerman Eduardo Zuluaga FlorezAún no hay calificaciones
- Introducción A Los Procesos IndustrialesDocumento16 páginasIntroducción A Los Procesos IndustrialesAndres Sebastian Agudelo ChaverraAún no hay calificaciones
- Trabajo Colaborativo - Tarea 4 - 212028-53Documento45 páginasTrabajo Colaborativo - Tarea 4 - 212028-53jose francoAún no hay calificaciones
- Sistemas de manufactura comparativos FODADocumento8 páginasSistemas de manufactura comparativos FODAEduardo D Uc UicabAún no hay calificaciones
- Unidad 3 y 4Documento31 páginasUnidad 3 y 4Alberto Jorge Rodriguez SaucilloAún no hay calificaciones
- Exposición AODocumento32 páginasExposición AOJOSE RODRIGUEZAún no hay calificaciones
- Medición de La Flexibilidad en Manufactura PDFDocumento16 páginasMedición de La Flexibilidad en Manufactura PDFAlejandro GiraldoAún no hay calificaciones
- Procesos Indusrtriales Tercera Entrega FinalDocumento3 páginasProcesos Indusrtriales Tercera Entrega FinalCindy Trejos'Aún no hay calificaciones
- Resumen de Un Sistema de Producción Modular en Una Mediana EmpresaDocumento5 páginasResumen de Un Sistema de Producción Modular en Una Mediana EmpresaSANDRA CECILIA AGUILAR PERALTAAún no hay calificaciones
- Taller de 5w+2hDocumento3 páginasTaller de 5w+2hBrandon GonzalezAún no hay calificaciones
- Cuadro Comparativo Sistemas Productivos ADPDocumento5 páginasCuadro Comparativo Sistemas Productivos ADPRodrigo GarciaAún no hay calificaciones
- Principios del ToyotismoDocumento14 páginasPrincipios del ToyotismoDaniela yapuAún no hay calificaciones
- SEP SEV Dgest Ditd: Cadena de Sumnistros" "Cuadro Comparativo" DocenteDocumento6 páginasSEP SEV Dgest Ditd: Cadena de Sumnistros" "Cuadro Comparativo" DocenteHECTOR EDUARDO GUZMAN HERNANDEZAún no hay calificaciones
- Los beneficios del Lean en la producciónDocumento10 páginasLos beneficios del Lean en la producciónLieselott Ziller OrellanaAún no hay calificaciones
- Texto ArgumentativoDocumento3 páginasTexto ArgumentativoZulayCabreraPerezAún no hay calificaciones
- AUTOMATIZACIONDocumento7 páginasAUTOMATIZACIONRafael Antonio Rubio ValeroAún no hay calificaciones
- Características y diferencias entre sistemas de costos por procesos y órdenesDocumento11 páginasCaracterísticas y diferencias entre sistemas de costos por procesos y órdenesJoaquinOteroAún no hay calificaciones
- Sesión 9 Regimen de ProdDocumento11 páginasSesión 9 Regimen de ProdASHLEY NICOLLE SAAVEDRA ROMEROAún no hay calificaciones
- Sistemas de Producción IndustrialDocumento6 páginasSistemas de Producción IndustrialAngie EspinozaAún no hay calificaciones
- Tercera Entrega Procesos Industriales..Documento3 páginasTercera Entrega Procesos Industriales..meliza martinezAún no hay calificaciones
- Diseño distribución planta industria automotrizDocumento8 páginasDiseño distribución planta industria automotrizMateo León SanchezAún no hay calificaciones
- Admon de ProcesosDocumento9 páginasAdmon de ProcesosferchoAún no hay calificaciones
- Ejercicio 3 - Revisión de Elementos Del Just in Time - LeanDocumento4 páginasEjercicio 3 - Revisión de Elementos Del Just in Time - LeanMarcela SarmientoAún no hay calificaciones
- T1, Definición e Importancia de Los Sistemas de ProducciónDocumento4 páginasT1, Definición e Importancia de Los Sistemas de ProducciónOmar HernándezAún no hay calificaciones
- Cuadro de 4 VíasDocumento5 páginasCuadro de 4 VíasBlanca ReyesAún no hay calificaciones
- Póster, Sobre La Producción en MasaDocumento1 páginaPóster, Sobre La Producción en MasaJaime Andres BECERRA GOMEZAún no hay calificaciones
- Trabajo Colaborativo Tarea 3 212028 13Documento32 páginasTrabajo Colaborativo Tarea 3 212028 13rafael velasquezAún no hay calificaciones
- JIT y manufactura modular mejoran competitividad industria confeccionesDocumento6 páginasJIT y manufactura modular mejoran competitividad industria confeccionesTony SzwarcAún no hay calificaciones
- ESTRATEGIAS PRODUCCIÓNDocumento16 páginasESTRATEGIAS PRODUCCIÓNcristian peñalozaAún no hay calificaciones
- Actividad Evaluativa Eje 3 Costos y Presupuestos Milton LiscanoDocumento8 páginasActividad Evaluativa Eje 3 Costos y Presupuestos Milton LiscanoJHON COLMENARESAún no hay calificaciones
- Cuadro Sinopticos Cap 3Documento2 páginasCuadro Sinopticos Cap 3Michel TamayoAún no hay calificaciones
- U3. Mapa ConceptualDocumento1 páginaU3. Mapa ConceptualAracely García Del ÁngelAún no hay calificaciones
- 1.1 Tipos de ProduccionDocumento11 páginas1.1 Tipos de Produccionrebeca nievesAún no hay calificaciones
- Manufactura Mundial FODADocumento9 páginasManufactura Mundial FODAJose CastilloAún no hay calificaciones
- AnálisisSistemasCostosDocumento11 páginasAnálisisSistemasCostosEdwin CaroAún no hay calificaciones
- ABB - Control AvanzadoDocumento3 páginasABB - Control Avanzadojhon omarAún no hay calificaciones
- Implementación de sistemas híbridosDocumento21 páginasImplementación de sistemas híbridoskaterineAún no hay calificaciones
- La Gestion Por ProcesosDocumento8 páginasLa Gestion Por ProcesosMario AvendañoAún no hay calificaciones
- 241021-Ed-Yulied Martinez-Diseño de Un Modelo de SimulacionDocumento3 páginas241021-Ed-Yulied Martinez-Diseño de Un Modelo de SimulacionYulied MartinezAún no hay calificaciones
- SistemasCostosDocumento4 páginasSistemasCostosKarol LópezAún no hay calificaciones
- Actividad 1Documento5 páginasActividad 1Isabel OrnelasAún no hay calificaciones
- Triptico Tipologia de Los Sistemas de InformacionDocumento2 páginasTriptico Tipologia de Los Sistemas de InformacionulmarysAún no hay calificaciones
- Gestión de la calidad. Hacia un modelo integrado de estándares.De EverandGestión de la calidad. Hacia un modelo integrado de estándares.Aún no hay calificaciones
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Resumen de Next Generation Manufacturing de Frederick Michel y James A. Jordan Jr.De EverandResumen de Next Generation Manufacturing de Frederick Michel y James A. Jordan Jr.Aún no hay calificaciones
- Plantilla Tarea 4 Unidad 3Documento9 páginasPlantilla Tarea 4 Unidad 3Jhon PachecoAún no hay calificaciones
- Fase - 4 - Grupo - 212024 - 24Documento26 páginasFase - 4 - Grupo - 212024 - 24Jhon PachecoAún no hay calificaciones
- La Estrategia de Lean ManufacturingDocumento6 páginasLa Estrategia de Lean ManufacturingJhon PachecoAún no hay calificaciones
- Plantilla Única - Macro - Administración Financiera - Juan - Gabriel - Caro - Tarea - 1Documento146 páginasPlantilla Única - Macro - Administración Financiera - Juan - Gabriel - Caro - Tarea - 1Jhon PachecoAún no hay calificaciones
- Matriz Dofa Sistemas de Energía Solar y Dispositivos de Almacenamiento de EnergíaDocumento2 páginasMatriz Dofa Sistemas de Energía Solar y Dispositivos de Almacenamiento de EnergíaJhon PachecoAún no hay calificaciones
- Matriz Dofa Sistemas de Energía Solar y Dispositivos de Almacenamiento de EnergíaDocumento2 páginasMatriz Dofa Sistemas de Energía Solar y Dispositivos de Almacenamiento de EnergíaJhon PachecoAún no hay calificaciones
- ContaminaciónDocumento6 páginasContaminaciónJhon PachecoAún no hay calificaciones
- Anexo 2 - Plantilla para La Entrega Colaborativa (3) (Recuperado Automáticamente)Documento11 páginasAnexo 2 - Plantilla para La Entrega Colaborativa (3) (Recuperado Automáticamente)Jhon PachecoAún no hay calificaciones
- Cliente Pacheco Perez Jhon Alexander: Cotizacion 105,113Documento1 páginaCliente Pacheco Perez Jhon Alexander: Cotizacion 105,113Jhon PachecoAún no hay calificaciones
- Formación, Entrenamiento, Desarrollo Del Talento Humano y Planes de CarreraDocumento9 páginasFormación, Entrenamiento, Desarrollo Del Talento Humano y Planes de CarreraJhon PachecoAún no hay calificaciones
- Constancia de TrámiteDocumento1 páginaConstancia de TrámiteJhon PachecoAún no hay calificaciones
- Libro 1Documento4 páginasLibro 1Jhon PachecoAún no hay calificaciones
- Sujetos y NarrativasDocumento25 páginasSujetos y NarrativasJanner BocanegraAún no hay calificaciones
- Perfil Del CargoDocumento6 páginasPerfil Del CargoJhon PachecoAún no hay calificaciones
- Proyectode Ing +diseño y Construcción de Modelo Cuantitativo para La Gestión deDocumento7 páginasProyectode Ing +diseño y Construcción de Modelo Cuantitativo para La Gestión deJhon PachecoAún no hay calificaciones
- ProblematicaDocumento5 páginasProblematicaJhon PachecoAún no hay calificaciones
- Diseño y Construcción de Modelo Cuantitativo para La Gestión deDocumento4 páginasDiseño y Construcción de Modelo Cuantitativo para La Gestión deJhon PachecoAún no hay calificaciones
- Anexo 5 - Listaq de Chequeo para AuditoriasDocumento2 páginasAnexo 5 - Listaq de Chequeo para AuditoriasJhon PachecoAún no hay calificaciones
- Anexo 6 - Plan de AuditoriaDocumento2 páginasAnexo 6 - Plan de AuditoriaJhon Pacheco50% (2)
- Diagrama de FlujoDocumento2 páginasDiagrama de FlujoJhon PachecoAún no hay calificaciones
- Caso de estudio Floralia S.A. y su SGIDocumento9 páginasCaso de estudio Floralia S.A. y su SGIJhon PachecoAún no hay calificaciones
- Caso 4 Grupo 192Documento5 páginasCaso 4 Grupo 192Jhon PachecoAún no hay calificaciones
- Jhonpachecoperez 212027 1Documento14 páginasJhonpachecoperez 212027 1Jhon PachecoAún no hay calificaciones
- Guia Traducida Tarea 2Documento11 páginasGuia Traducida Tarea 2Jhon PachecoAún no hay calificaciones
- Teoria e Las Desiciones - Jhon Alexander PachecoDocumento23 páginasTeoria e Las Desiciones - Jhon Alexander PachecoJhon PachecoAún no hay calificaciones
- CASO 2 Nancy Cubides Grupo.192Documento11 páginasCASO 2 Nancy Cubides Grupo.192Jhon PachecoAún no hay calificaciones
- Caso 4 Grupo 192Documento6 páginasCaso 4 Grupo 192Jhon PachecoAún no hay calificaciones
- Logistica Jhon PachecoDocumento6 páginasLogistica Jhon PachecoJhon PachecoAún no hay calificaciones
- El Consumo de Materiales y Los Grandes Esfuerzos para La Recuperación de Los Mismo Por Medio Del ReciclajeDocumento1 páginaEl Consumo de Materiales y Los Grandes Esfuerzos para La Recuperación de Los Mismo Por Medio Del ReciclajeJhon PachecoAún no hay calificaciones
- Quiz - Escenario 3 PRIMER BLOQUE-TEORICO - VIRTUAL LIDERAZGO Y PENSAMIENTO ESTRATÉGICO - (GRUPO B13)Documento13 páginasQuiz - Escenario 3 PRIMER BLOQUE-TEORICO - VIRTUAL LIDERAZGO Y PENSAMIENTO ESTRATÉGICO - (GRUPO B13)Viviana EstepaAún no hay calificaciones
- Contabilidad FINALDocumento117 páginasContabilidad FINALMiguel Alexander SUTA SANCHEZAún no hay calificaciones
- BibliografiasDocumento3 páginasBibliografiasnatalia zarate carreñoAún no hay calificaciones
- Mantillas Nueva NegociacionDocumento8 páginasMantillas Nueva Negociacionsandra altamarAún no hay calificaciones
- 052 Investigación de Mercados Diseño de La Investigación CualitativaDocumento11 páginas052 Investigación de Mercados Diseño de La Investigación CualitativaSandra Ines Zapana BernalAún no hay calificaciones
- Fundamentos de La Administración 2020Documento57 páginasFundamentos de La Administración 2020Manuel MerinoAún no hay calificaciones
- Sistema obligatorio de trabajo en el imperio IncaDocumento1 páginaSistema obligatorio de trabajo en el imperio IncacandelaAún no hay calificaciones
- Escrito de RenunciaDocumento1 páginaEscrito de RenunciaJacqueline CGAún no hay calificaciones
- Vacuno Reproductor 401 2021: Línea: Plan: Nº ReciboDocumento5 páginasVacuno Reproductor 401 2021: Línea: Plan: Nº ReciboJuan Antonio Grela BeiroAún no hay calificaciones
- Letra de Cambio Componente 1 Isabel Rodriguez RoncalDocumento3 páginasLetra de Cambio Componente 1 Isabel Rodriguez RoncalMarcos Cruzado TorresAún no hay calificaciones
- NFPA-10 Calculo Numero y Distribución de Extintores Semi 2022Documento19 páginasNFPA-10 Calculo Numero y Distribución de Extintores Semi 2022jose cajasAún no hay calificaciones
- Portafolio de ServiciosDocumento8 páginasPortafolio de ServiciosLorena NaranjoAún no hay calificaciones
- Tarea Iso 45001Documento9 páginasTarea Iso 45001Lau CastañedaAún no hay calificaciones
- LA GRAN DEPRESIÓN EU Ficha BibliograficaDocumento3 páginasLA GRAN DEPRESIÓN EU Ficha BibliograficaArYv YveAún no hay calificaciones
- Analísis PESTELDocumento1 páginaAnalísis PESTELFabián LizcanoAún no hay calificaciones
- Invetigación de Explotación Del TravertinoDocumento92 páginasInvetigación de Explotación Del TravertinoEdgar TaddeyAún no hay calificaciones
- Copia de 5SDocumento4 páginasCopia de 5SMiguel SHAún no hay calificaciones
- Plan de residuos CarabaylloDocumento127 páginasPlan de residuos Carabaylloluciano2894100% (4)
- El modo de producción esclavista en la antigüedadDocumento5 páginasEl modo de producción esclavista en la antigüedadJoakin BarriosnuevoAún no hay calificaciones
- Conceptos clave de outsourcing, reingeniería, empowerment y benchmarkingDocumento4 páginasConceptos clave de outsourcing, reingeniería, empowerment y benchmarkingCarlos Mario Martinez RamoAún no hay calificaciones
- PLAN de TrabajoDocumento3 páginasPLAN de Trabajoharold carcasiAún no hay calificaciones
- P - Metodos de Separacion en MezclasDocumento9 páginasP - Metodos de Separacion en MezclasLuis Roberto Ayala ZaragozaAún no hay calificaciones
- Derecho Mercantil "Título de Valores"Documento4 páginasDerecho Mercantil "Título de Valores"Rafael LunaAún no hay calificaciones
- TESIS. Auner Guzman Julon DiazDocumento87 páginasTESIS. Auner Guzman Julon DiazVALDIVIA CHAVEZ LUIS ARCANGELAún no hay calificaciones
- Arquitectura Sustentable 1Documento21 páginasArquitectura Sustentable 1unupachaninaAún no hay calificaciones
- Antropologia - Revolucion IndustrialDocumento2 páginasAntropologia - Revolucion IndustrialFalcon VictorAún no hay calificaciones
- Matriz de valoración de impacto ambiental lavandería El MorichalDocumento2 páginasMatriz de valoración de impacto ambiental lavandería El MorichalEdwar Andrey BERMUDEZ RIVERAAún no hay calificaciones
- Ept Semana 25Documento5 páginasEpt Semana 25violetaAún no hay calificaciones
- Toma de Decisiones - Actividad 4Documento4 páginasToma de Decisiones - Actividad 4Victoria Vegas SandovalAún no hay calificaciones
- Estrategia Empresarial MontecchioDocumento48 páginasEstrategia Empresarial MontecchioLauti ProsperiAún no hay calificaciones