También podría gustarte
- Mantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109De EverandMantenimiento auxiliar de sistemas mecánicos y fluidos de aeronaves. TMVO0109Calificación: 3 de 5 estrellas3/5 (2)
- Mantenimiento carrito empaquetadoraDocumento6 páginasMantenimiento carrito empaquetadoraJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Alineacion Cuerda Piano V2 25022019Documento4 páginasAlineacion Cuerda Piano V2 25022019camodiAún no hay calificaciones
- Preparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109De EverandPreparación del sistema de entintado, humectador y de los dispositivos de salida y acabado en máquinas de impresión offset. ARGI0109Calificación: 5 de 5 estrellas5/5 (1)
- Torno ParaleloDocumento10 páginasTorno ParaleloSergio OrtizAún no hay calificaciones
- UF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoDe EverandUF1216 - Mantenimiento de sistemas auxiliares del motor de ciclo ottoCalificación: 4 de 5 estrellas4/5 (4)
- Actividad Feedback SS Ejercicio 2 CopyDocumento4 páginasActividad Feedback SS Ejercicio 2 Copyfranxisco lopezAún no hay calificaciones
- MF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraDe EverandMF1461_2 - Mantenimiento de primer nivel de vehículos de transporte por carreteraCalificación: 4 de 5 estrellas4/5 (2)
- Empacadora CHDocumento6 páginasEmpacadora CHpeladoxsAún no hay calificaciones
- Medición de excentricidad en cigüeñal de motor diésel con reloj comparadorDocumento13 páginasMedición de excentricidad en cigüeñal de motor diésel con reloj comparadorLuis AmaguañaAún no hay calificaciones
- PE102226Z-O&M-MDD1-P-57 Mantenimiento Preventivo y Correctivo de Winches de Arrastre Rev 3Documento3 páginasPE102226Z-O&M-MDD1-P-57 Mantenimiento Preventivo y Correctivo de Winches de Arrastre Rev 3Frank HornaAún no hay calificaciones
- Rectificado de cigüeñal: Procedimiento, equipos y maquinariaDocumento8 páginasRectificado de cigüeñal: Procedimiento, equipos y maquinariaBRANDON MARCELO TIPAN TASHIGUANOAún no hay calificaciones
- Cambio Bujes GuiaDocumento4 páginasCambio Bujes GuiapdiazgodoyAún no hay calificaciones
- Inyeccion A Diesel (Guias)Documento55 páginasInyeccion A Diesel (Guias)Bryan Tapia0% (1)
- Inyeccion A Diesel (Guias)Documento55 páginasInyeccion A Diesel (Guias)Bryan TapiaAún no hay calificaciones
- Equipo1 - PIA DiseñoDocumento10 páginasEquipo1 - PIA DiseñoChaires Trejo Héctor YahirAún no hay calificaciones
- Informe ExcavadoraDocumento9 páginasInforme ExcavadoraBryttay yAún no hay calificaciones
- Moa T.p-Asp.i Año Lescano-FloresDocumento4 páginasMoa T.p-Asp.i Año Lescano-FloresFlorencia LescanoAún no hay calificaciones
- Plan de Mantenimiento para Maquinas EmbobinadorasDocumento42 páginasPlan de Mantenimiento para Maquinas EmbobinadorasRonald FrankieAún no hay calificaciones
- Cambio de Poste Chancador Primario 2Documento11 páginasCambio de Poste Chancador Primario 2César Ignacio Aguilar Briceño100% (3)
- Informe Del Centro PuntoDocumento7 páginasInforme Del Centro Puntosebastian medinaAún no hay calificaciones
- Informe Maquinaria PesadaDocumento20 páginasInforme Maquinaria PesadaGARYAún no hay calificaciones
- Rubrica de Mantenimiento Industrial Fajas en VDocumento16 páginasRubrica de Mantenimiento Industrial Fajas en VguidoAún no hay calificaciones
- Mantenimiento de Centrifugadora y EtiquetadoraDocumento60 páginasMantenimiento de Centrifugadora y EtiquetadorageoswaldAún no hay calificaciones
- Info de Culata - Motores FinalDocumento17 páginasInfo de Culata - Motores FinalLister EmAún no hay calificaciones
- Manual Operación RetroexcavadoraDocumento12 páginasManual Operación RetroexcavadoraJuangeDiazAún no hay calificaciones
- Carrera de Ingeniería en Mecánica Automotriz: Práctica 5Documento26 páginasCarrera de Ingeniería en Mecánica Automotriz: Práctica 5Junior AguilarAún no hay calificaciones
- Operacion de Winche de IzajeDocumento22 páginasOperacion de Winche de Izajeanon_288506653Aún no hay calificaciones
- Manual rotariaDocumento10 páginasManual rotariaLeonardo AlvarezAún no hay calificaciones
- Instructivo de R&i de Cabina para Palas Frontal Cat 6050FSDocumento4 páginasInstructivo de R&i de Cabina para Palas Frontal Cat 6050FSMiguel Charris SandovalAún no hay calificaciones
- Afilador Paragon HX-VXDocumento25 páginasAfilador Paragon HX-VXRubén QuiramaAún no hay calificaciones
- Revisión de La MaquinariaDocumento3 páginasRevisión de La MaquinariaMargarita Cervantes ValdésAún no hay calificaciones
- Tendido fajas transportadorasDocumento8 páginasTendido fajas transportadorasWaldomiroCano100% (1)
- Mantenimiento A Unidades de BombeoDocumento12 páginasMantenimiento A Unidades de BombeoOPTIMIZACION KENTODALAún no hay calificaciones
- Partica Hartzell Paso ControlableDocumento7 páginasPartica Hartzell Paso Controlableapi-520836597Aún no hay calificaciones
- Mantenimiento de Valvula Aut y Manual de 16 PPS 741,2,3,4Documento5 páginasMantenimiento de Valvula Aut y Manual de 16 PPS 741,2,3,4yajahairaAún no hay calificaciones
- PE102226Z-OM-MDD1-P-50 Mantto Preventivo y Correctivo de Las Palas Neumaticas Rev.4Documento3 páginasPE102226Z-OM-MDD1-P-50 Mantto Preventivo y Correctivo de Las Palas Neumaticas Rev.4Frank HornaAún no hay calificaciones
- TRABAJO MECANICA ModDocumento9 páginasTRABAJO MECANICA ModAdriel LamasAún no hay calificaciones
- Informe Practica Helice 2 CorteDocumento3 páginasInforme Practica Helice 2 Corteapi-520948779Aún no hay calificaciones
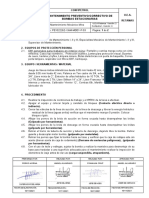
- PE102226Z-O&M-MDD1-P-53 Mantenimiento Preventivo y Correctivo de Bombas Estacionarias Rev.4Documento2 páginasPE102226Z-O&M-MDD1-P-53 Mantenimiento Preventivo y Correctivo de Bombas Estacionarias Rev.4Frank HornaAún no hay calificaciones
- Anexo 10 Formato Pets Rev03Documento8 páginasAnexo 10 Formato Pets Rev03edigramoAún no hay calificaciones
- Proceso de Manufactura Torneado RoscadoDocumento15 páginasProceso de Manufactura Torneado RoscadoPablo Chavarri100% (2)
- Revista Mecanica AutomotrizDocumento14 páginasRevista Mecanica AutomotrizgeovaniAún no hay calificaciones
- Mantenimiento preventivo de brazo telescópico y reducción de altura en péndulo ScalerDocumento24 páginasMantenimiento preventivo de brazo telescópico y reducción de altura en péndulo Scalerera3000Aún no hay calificaciones
- UntitledDocumento21 páginasUntitledJulio HernándezAún no hay calificaciones
- Informe Integracion Automotriz 1Documento8 páginasInforme Integracion Automotriz 1Danielaah S. VillarroelAún no hay calificaciones
- Informe 4 CiguenalDocumento13 páginasInforme 4 CiguenalLeonardo Mamani mamaniAún no hay calificaciones
- Faja transportadoraDocumento9 páginasFaja transportadoraBernardoUrrutiaDiazAún no hay calificaciones
- Rectificacion de ValvulasDocumento6 páginasRectificacion de ValvulasJoe OchoaAún no hay calificaciones
- SimpsonDocumento11 páginasSimpsonolalenin1Aún no hay calificaciones
- Informe 2 Cad CamDocumento8 páginasInforme 2 Cad CamKevin Amaña FloresAún no hay calificaciones
- Monitoreo de Condicion - 2018Documento14 páginasMonitoreo de Condicion - 2018Alejandro Nuñez Alvarez50% (2)
- TORNEADO SEGURODocumento12 páginasTORNEADO SEGUROMatias Hernan Perez VegaAún no hay calificaciones
- CAPITULO 8 Retiro de Instalación de Producción - Rev.2Documento14 páginasCAPITULO 8 Retiro de Instalación de Producción - Rev.2durvis romeroAún no hay calificaciones
- Práctica Nº1 de Motores 2020Documento9 páginasPráctica Nº1 de Motores 2020javierhbareaAún no hay calificaciones
- Mantenimiento Preventivo de Envasadoras de Líquidos Tipo MonobloqueDocumento8 páginasMantenimiento Preventivo de Envasadoras de Líquidos Tipo MonobloquejullAún no hay calificaciones
- Cepilladora de Codo 2 NuevoDocumento9 páginasCepilladora de Codo 2 Nuevocris aguirreAún no hay calificaciones
- Asentamiento de ValvulasDocumento7 páginasAsentamiento de ValvulasLuis Angel Vargas AlburquequeAún no hay calificaciones
- Tarea Ii - Tecno IiiDocumento15 páginasTarea Ii - Tecno IiiLooping SoundAún no hay calificaciones
- SP-003-Mantenimiento A La Linea de Produccion MotasDocumento2 páginasSP-003-Mantenimiento A La Linea de Produccion MotasJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Técnico de Servicio I F&B EcolabDocumento2 páginasTécnico de Servicio I F&B EcolabJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Horarios Cord. Del Dto de Ing. Mec. UnexpoDocumento10 páginasHorarios Cord. Del Dto de Ing. Mec. UnexpoJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Manual de Instalación de Nodo Ifix 5.5 Rincones José Gregorio UnexpoDocumento7 páginasManual de Instalación de Nodo Ifix 5.5 Rincones José Gregorio UnexpoJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Neumatica Industrial ParkerDocumento167 páginasNeumatica Industrial Parkeralexarbo100% (2)
- Neumática Taller III UnexpoDocumento5 páginasNeumática Taller III UnexpoJosé Gregorio Rincones UrbinaAún no hay calificaciones
- Parker CatalogoDocumento84 páginasParker CatalogoLeydherIbarraRipollAún no hay calificaciones
- Neumática Guía Del Tema III Unexpo.Documento31 páginasNeumática Guía Del Tema III Unexpo.José Gregorio Rincones UrbinaAún no hay calificaciones
- Preguntas Técnicas Sobre Motores Eléctricos TraccionariosDocumento5 páginasPreguntas Técnicas Sobre Motores Eléctricos TraccionariosChester Noel Brenes AguirreAún no hay calificaciones
- Microint ZolodaDocumento4 páginasMicroint Zolodaeric hernandezAún no hay calificaciones
- Fisica TrabajoMecanico PDFDocumento25 páginasFisica TrabajoMecanico PDFMariadelosAngelesCaresMardonesAún no hay calificaciones
- Principios Básicos de Ethernet Clase 1Documento7 páginasPrincipios Básicos de Ethernet Clase 1tromito2503Aún no hay calificaciones
- Foro 2Documento5 páginasForo 2Carlos Méndez100% (1)
- Práctica 05Documento2 páginasPráctica 05Ale el destructor de mundosAún no hay calificaciones
- ACTIVIDADES Quimica General Proyecto 2.0Documento13 páginasACTIVIDADES Quimica General Proyecto 2.0Cristian MoraAún no hay calificaciones
- Taller 2 EnergíaDocumento7 páginasTaller 2 EnergíaJUAN DIEGO MARTINEZ BENAVIDES ESTUDIANTE ACTIVOAún no hay calificaciones
- Mejora Estadio Deportivo PrusiaDocumento27 páginasMejora Estadio Deportivo PrusiaArqdraj RivAún no hay calificaciones
- Fabrizio Della Polla - Tipos de Herramientas IndustrialesDocumento8 páginasFabrizio Della Polla - Tipos de Herramientas IndustrialesFabrizio Della PollaAún no hay calificaciones
- Test Del Dibujo Del Reloj de ShulmanDocumento4 páginasTest Del Dibujo Del Reloj de ShulmanEsme RocioAún no hay calificaciones
- Cálculo de parámetros geométricos de diseño de carreterasDocumento38 páginasCálculo de parámetros geométricos de diseño de carreteraseliezerAún no hay calificaciones
- Definición: Rubro: Aass-001 Excavación de Zanja para Tuberias Y Camaras de VálvulasDocumento263 páginasDefinición: Rubro: Aass-001 Excavación de Zanja para Tuberias Y Camaras de VálvulasEmma Luisa Jatar DiazAún no hay calificaciones
- 5 - Esquemas EléctricosDocumento7 páginas5 - Esquemas EléctricospcpiCiempozuelos100% (2)
- 0235 Sensor D Nivel de AguaDocumento2 páginas0235 Sensor D Nivel de AguaLuis Manuel SaavedraAún no hay calificaciones
- Análisis de Flujo en TuberíasDocumento27 páginasAnálisis de Flujo en TuberíasRichard CubillaAún no hay calificaciones
- Bombas Sistemas Dosificacion Componentes Catalogo de Productos ProMinent 2017 Folio 1Documento198 páginasBombas Sistemas Dosificacion Componentes Catalogo de Productos ProMinent 2017 Folio 1DanielAún no hay calificaciones
- El Uso de La Tabla Presión TemperaturaDocumento4 páginasEl Uso de La Tabla Presión Temperaturanancho12Aún no hay calificaciones
- Ejercicios Dinamica - 20-21 - SOLDocumento19 páginasEjercicios Dinamica - 20-21 - SOLalex mAún no hay calificaciones
- Investigacion de CarreterasDocumento4 páginasInvestigacion de CarreterasNepta Lope GomezzAún no hay calificaciones
- Dibujo PDFDocumento2 páginasDibujo PDFMirna ortizAún no hay calificaciones
- Manual de BombasDocumento19 páginasManual de BombasMasssaiAún no hay calificaciones
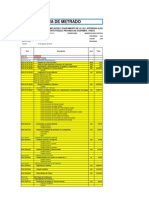
- Metrado UrasquiDocumento3 páginasMetrado UrasquiAlonzo Lizárraga FloresAún no hay calificaciones
- Acido MLD Eco - Ficha TécnicaDocumento3 páginasAcido MLD Eco - Ficha Técnicaerickbazo2217Aún no hay calificaciones
- Cemento PracticoDocumento10 páginasCemento PracticoRobert Torrico CamachoAún no hay calificaciones
- Crear Imagen Con USB Generation Tool - Disco ExternoDocumento8 páginasCrear Imagen Con USB Generation Tool - Disco ExternoChristianCaAún no hay calificaciones
- 1ro Estudiante Materiales y PropiedadesDocumento25 páginas1ro Estudiante Materiales y PropiedadesMarta QuevedoAún no hay calificaciones
- Práctica 2. GalvanoplastiaDocumento13 páginasPráctica 2. GalvanoplastiaMaria Fernanda Callejas ArriagaAún no hay calificaciones
- Guia para Examen ExtraordinarioDocumento9 páginasGuia para Examen ExtraordinarioAdan cortezAún no hay calificaciones
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- La revolución de Netflix en el cine y la televisión: Pantallas, series y streamingDe EverandLa revolución de Netflix en el cine y la televisión: Pantallas, series y streamingCalificación: 5 de 5 estrellas5/5 (2)
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Lo Secreto Del Mantenimiento IndustrialDe EverandLo Secreto Del Mantenimiento IndustrialCalificación: 4 de 5 estrellas4/5 (2)
- Las leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)De EverandLas leyes del UX: Utilizando la psicología para mejorar la experiencia de usuario (UX)Calificación: 5 de 5 estrellas5/5 (1)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)