También podría gustarte
- Recubrimiento ElectrolíticoDocumento6 páginasRecubrimiento ElectrolíticoNestor SanchezAún no hay calificaciones
- Materiales Con Memoria de Forma 2012 PDFDocumento20 páginasMateriales Con Memoria de Forma 2012 PDFBautista Rdgo100% (1)
- Marco Teorico CorrosionDocumento17 páginasMarco Teorico CorrosionErik BlancoAún no hay calificaciones
- Síntesis de polimetacrilato de metilo mediante polimerización por radicales libresDocumento22 páginasSíntesis de polimetacrilato de metilo mediante polimerización por radicales libresAlonso JimenezAún no hay calificaciones
- Formulacion y Nomenclatura de Acidos Orto Meta PiroDocumento5 páginasFormulacion y Nomenclatura de Acidos Orto Meta PiroFarrah CB65% (20)
- Zincado Alcalino ElectroliticoDocumento24 páginasZincado Alcalino ElectroliticoXiomi SilvestreAún no hay calificaciones
- Procesos de Recubrimientos y DeposiciónDocumento19 páginasProcesos de Recubrimientos y DeposiciónItzel Armenta RiosAún no hay calificaciones
- 88 Tratamientos Superficiales Materiales AeronauticosDocumento7 páginas88 Tratamientos Superficiales Materiales Aeronauticoscindypinto_21Aún no hay calificaciones
- Electrorecubrimientos: Procesos y Aplicaciones IndustrialesDocumento15 páginasElectrorecubrimientos: Procesos y Aplicaciones IndustrialesBrayand Colonia MarquinaAún no hay calificaciones
- Trabajo de Investigación CORROSIÓNDocumento18 páginasTrabajo de Investigación CORROSIÓNDemon and Angel SwordAún no hay calificaciones
- RECUBRIMIENTOS DE SUPERFICIES (Josep)Documento4 páginasRECUBRIMIENTOS DE SUPERFICIES (Josep)Yara Perez FernandezAún no hay calificaciones
- Recubrimiento Por Inversion QuimicaDocumento8 páginasRecubrimiento Por Inversion QuimicaLenin VanvjourAún no hay calificaciones
- Zincado Alcalino ElectroliticoDocumento30 páginasZincado Alcalino ElectroliticoSandro Fabrizzio Sanchez Sanchez33% (3)
- Perfil de ProyectoDocumento15 páginasPerfil de ProyectoEliana SHAún no hay calificaciones
- Equipo-6 - Recubrimientos Metálicos y Por Conversión QuímicaDocumento12 páginasEquipo-6 - Recubrimientos Metálicos y Por Conversión QuímicaYaird MalakaraAún no hay calificaciones
- Trabajo de RecubrimientosDocumento7 páginasTrabajo de RecubrimientosSebastian Morales SuarezAún no hay calificaciones
- UNIDAD II ACTIVIDAD 2 Realizar Diagramas de Flujo Con Los MétodosDocumento12 páginasUNIDAD II ACTIVIDAD 2 Realizar Diagramas de Flujo Con Los Métodoswiliam DeJesus ReyesAún no hay calificaciones
- Recubrimientos Superficiales PDFDocumento11 páginasRecubrimientos Superficiales PDFEdgar Caballero MartínezAún no hay calificaciones
- Proceso de RecubrimientoDocumento3 páginasProceso de RecubrimientopaolaAún no hay calificaciones
- Metodos Anticorrosivos PDFDocumento22 páginasMetodos Anticorrosivos PDFMilagros Noelia Nina Zambrano100% (1)
- Metodos AnticorrosivosDocumento22 páginasMetodos AnticorrosivosOmarAún no hay calificaciones
- Métodos anticorrosivos para metalesDocumento22 páginasMétodos anticorrosivos para metalesJuan Carlos SeñaAún no hay calificaciones
- Métodos AnticorrosivosDocumento5 páginasMétodos AnticorrosivosHayram PatracaAún no hay calificaciones
- Recubrimientos materialesDocumento16 páginasRecubrimientos materialesCesar Lucas GarcíaAún no hay calificaciones
- Procesos de RecubrimientoDocumento16 páginasProcesos de RecubrimientoJUAN ANGEL DURAN RIOSAún no hay calificaciones
- Anodización: proceso de protección y decoración de metalesDocumento7 páginasAnodización: proceso de protección y decoración de metalesBrayan Abanto SilvaAún no hay calificaciones
- Trabajo Micrografias.Documento12 páginasTrabajo Micrografias.Ana Milena Angarita AcostaAún no hay calificaciones
- 8 AnodizadosDocumento19 páginas8 Anodizadoslemofo9898Aún no hay calificaciones
- Tratamientos Superficiales 181105024959Documento26 páginasTratamientos Superficiales 181105024959Luis LozadaAún no hay calificaciones
- Plan Del Proyecto GusDocumento19 páginasPlan Del Proyecto GusGustavo Andres Vega PinedaAún no hay calificaciones
- Trabajo de Limpieza Superficial y Procesos de RecubrimientosDocumento17 páginasTrabajo de Limpieza Superficial y Procesos de RecubrimientosCarlos PeraltaAún no hay calificaciones
- Formato TrabajosDocumento4 páginasFormato TrabajosYerson Joseph Garcia EstelaAún no hay calificaciones
- Capitulo III DoradoDocumento21 páginasCapitulo III DoradoYovana Teran SanchezAún no hay calificaciones
- Unidad 8 Protección Por Revestimientos IndustrialesDocumento3 páginasUnidad 8 Protección Por Revestimientos IndustrialesTeobaldo PatiñoAún no hay calificaciones
- Recubrimientos metálicos: propiedades y aplicacionesDocumento65 páginasRecubrimientos metálicos: propiedades y aplicacionesAnonymous SghVMp100% (1)
- RECUBRIMIENTOSDocumento5 páginasRECUBRIMIENTOSMecatronica TecAún no hay calificaciones
- Procesos de Recubrimiento y Deposición FINALDocumento11 páginasProcesos de Recubrimiento y Deposición FINALNeyhireth JhulianaAún no hay calificaciones
- Recubrimientos MetalicosDocumento7 páginasRecubrimientos MetalicosDevon Yonathan Atero OportoAún no hay calificaciones
- 6 Tipos-RecubrimientosDocumento5 páginas6 Tipos-RecubrimientosJorge Morales cAún no hay calificaciones
- 1.recubrimiento de MetalesDocumento31 páginas1.recubrimiento de MetalesfrankAún no hay calificaciones
- Recubrimientos MetalicosDocumento3 páginasRecubrimientos MetalicosRoy H. ValdiviaAún no hay calificaciones
- Conclusión GalvanoplastiaDocumento1 páginaConclusión GalvanoplastiaAxl HinojosaAún no hay calificaciones
- Conclusión GalvanoplastiaDocumento1 páginaConclusión GalvanoplastiaAxl HinojosaAún no hay calificaciones
- Selena Balsas Asig 2Documento14 páginasSelena Balsas Asig 2Selena BalsasAún no hay calificaciones
- Anodizado de aluminioDocumento20 páginasAnodizado de aluminioGuadalupe CallisayaAún no hay calificaciones
- Métodos AnticorrosivosDocumento22 páginasMétodos AnticorrosivosAngel RamDrag88% (8)
- Definiciones de Recubrimientos Metálicos Electro DeeposiciónDocumento2 páginasDefiniciones de Recubrimientos Metálicos Electro DeeposiciónPedro JavierAún no hay calificaciones
- Recubrimientos ElectroliticosDocumento30 páginasRecubrimientos ElectroliticosMIRNAAún no hay calificaciones
- AnodizaciDocumento20 páginasAnodizaciRigoberto CallisayaAún no hay calificaciones
- Monografia Diagrama de Fases CastilloDocumento18 páginasMonografia Diagrama de Fases CastilloDaniel Castillo AnchivilcaAún no hay calificaciones
- Ejemplos de Revestimiento de AceroDocumento8 páginasEjemplos de Revestimiento de AceroEliana RozasAún no hay calificaciones
- AnodizacionDocumento8 páginasAnodizacionDexzraAún no hay calificaciones
- 4.1 Recubrimientos MetalicosDocumento31 páginas4.1 Recubrimientos MetalicosDonaji Rojas0% (1)
- Tratamientos anticorrosivos automóvilesDocumento84 páginasTratamientos anticorrosivos automóvilesJose Javier RuizAún no hay calificaciones
- Procesos de chapeado y recubrimiento metálicoDocumento5 páginasProcesos de chapeado y recubrimiento metálicolissy_0595100% (1)
- Procesos de RecubrimientoDocumento17 páginasProcesos de RecubrimientoItzelHdezAún no hay calificaciones
- Protección Contra La CorrosiónDocumento23 páginasProtección Contra La CorrosiónJose G. Aguilera100% (1)
- Cromado NiqueladoDocumento21 páginasCromado NiqueladoClaudio SosaAún no hay calificaciones
- Proteccin Contra La Corrosin en Las Aleaciones de AluminioDocumento8 páginasProteccin Contra La Corrosin en Las Aleaciones de AluminioFernando Ariel ParisiAún no hay calificaciones
- Protección Contra La Oxidación y CorrosiónDocumento16 páginasProtección Contra La Oxidación y CorrosiónPitufoAún no hay calificaciones
- Proceso de AnodizadoDocumento5 páginasProceso de AnodizadoJonathan Salazar RengifoAún no hay calificaciones
- Protección de superficies. TMVL0509De EverandProtección de superficies. TMVL0509Aún no hay calificaciones
- Reparación de elementos metálicos. TMVL0309De EverandReparación de elementos metálicos. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Conclusion U2 SolidDocumento1 páginaConclusion U2 SolidRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Peso y Balance de AeronavesDocumento3 páginasPeso y Balance de AeronavesRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Pieza mecánica con cotas y especificaciones de materialDocumento1 páginaPieza mecánica con cotas y especificaciones de materialRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Operaciones ETOPSDocumento16 páginasOperaciones ETOPSRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Operaciones de Baja VisibilidadDocumento33 páginasOperaciones de Baja VisibilidadRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Repaso Examen 2Documento2 páginasRepaso Examen 2RAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Ensamblaje1-parte7-menosDocumento1 páginaEnsamblaje1-parte7-menosRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Pieza#19 SLDPRTDocumento1 páginaPieza#19 SLDPRTRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Soldadura TareaDocumento10 páginasSoldadura TareaRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Tablas Analisis TurbofanDocumento41 páginasTablas Analisis TurbofanRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Tipos de MoldesDocumento6 páginasTipos de MoldesRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Tarea 3 U3Documento9 páginasTarea 3 U3RAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
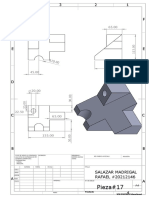
- Pieza#17 ListoDocumento2 páginasPieza#17 ListoRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
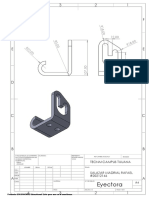
- Pieza#18 EyectoraDocumento1 páginaPieza#18 EyectoraRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Linea de Tiempo MANUFACTURADocumento7 páginasLinea de Tiempo MANUFACTURARAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- IndiceDocumento1 páginaIndiceRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Tipos de MoldesDocumento6 páginasTipos de MoldesRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Procesos de FundicionDocumento6 páginasProcesos de FundicionRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Resumen de Evaluación de Seguridad de MéxicoDocumento3 páginasResumen de Evaluación de Seguridad de MéxicoRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Tratamientos TermicosDocumento10 páginasTratamientos TermicosRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Metrología y Normalización Ing. Xavier Chavarría Alonso Manual Del AlumnoDocumento126 páginasMetrología y Normalización Ing. Xavier Chavarría Alonso Manual Del AlumnoRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Métodos para Obtener El Hierro Por Alto Horno y Reducción DirectaDocumento8 páginasMétodos para Obtener El Hierro Por Alto Horno y Reducción DirectaRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Certificado TECNM MOOCDocumento1 páginaCertificado TECNM MOOCRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Peso y Balance de AeronavesDocumento3 páginasPeso y Balance de AeronavesRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Ciclo DieselDocumento5 páginasCiclo DieselRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Act 2Documento18 páginasAct 2RAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Directivas SAMRDocumento9 páginasDirectivas SAMRRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- DiagnosticoDocumento5 páginasDiagnosticoRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Pieza optimizada para con menos deDocumento1 páginaPieza optimizada para con menos deRAFAEL ARTURO SALAZAR MADRIGALAún no hay calificaciones
- Taller 1Documento4 páginasTaller 1Jenifer MerchanAún no hay calificaciones
- LaboratorioDocumento16 páginasLaboratorioAna Sofia Parra NiviaAún no hay calificaciones
- Cálculos de concentración química: molaridad, molalidad, %p/p y %v/vDocumento8 páginasCálculos de concentración química: molaridad, molalidad, %p/p y %v/vdelfina mariaAún no hay calificaciones
- SOLUCIONARIO Taller Unidad 2Documento31 páginasSOLUCIONARIO Taller Unidad 2Alexander ChoqueAún no hay calificaciones
- Principios de La Conservacion de La Energia: Ni Se Destruye Sólo Se Transforma de Unas Formas en Otras. en EstasDocumento2 páginasPrincipios de La Conservacion de La Energia: Ni Se Destruye Sólo Se Transforma de Unas Formas en Otras. en Estasmiguel angel guaranda diosesAún no hay calificaciones
- Problemas ComplejosDocumento5 páginasProblemas ComplejosCande PeraltaAún no hay calificaciones
- Aleaciones No Ferrosas - 456Documento49 páginasAleaciones No Ferrosas - 456Rubén PalominoAún no hay calificaciones
- Primer Taller Metodos 2018 BDocumento10 páginasPrimer Taller Metodos 2018 BKatlinne AyalaAún no hay calificaciones
- Proceso SolvayDocumento6 páginasProceso SolvayFrancisco Albarracin CristobalAún no hay calificaciones
- Ley de Ohm en circuitos de corriente continuaDocumento5 páginasLey de Ohm en circuitos de corriente continuaCinthia Torrez BilbaoAún no hay calificaciones
- MetalografiaDocumento6 páginasMetalografiaYsfranny SantaellaAún no hay calificaciones
- Teoría Cinética de GasesDocumento10 páginasTeoría Cinética de GasesdanielAún no hay calificaciones
- Serie 1Documento4 páginasSerie 1YAMILE YOKABED HERNANDEZ OROZCOAún no hay calificaciones
- Charqui PeruanoDocumento13 páginasCharqui PeruanoVíctor Marcelo minayaAún no hay calificaciones
- Dilatación térmica: lineal, superficial y volumétricaDocumento6 páginasDilatación térmica: lineal, superficial y volumétricaJohn Alexander Ramirez GonzalezAún no hay calificaciones
- Formulario HidraulicaDocumento2 páginasFormulario HidraulicaBoris Fernando Làzaro PacayAún no hay calificaciones
- Plan Quimica Clei 4Documento3 páginasPlan Quimica Clei 4juan catañoAún no hay calificaciones
- Ley de HookeDocumento14 páginasLey de HookeGustavoLopezOrbegosoAún no hay calificaciones
- PRÁCTICA DE LABORATORIO Ley de ConservaciónDocumento3 páginasPRÁCTICA DE LABORATORIO Ley de ConservaciónLiliana Jazmin Hernandez RosasAún no hay calificaciones
- 2º ESO - Tema 4 - ActividadesDocumento2 páginas2º ESO - Tema 4 - Actividadesmateo_c_m100% (1)
- Metodos Instrumentales 2Documento4 páginasMetodos Instrumentales 2Julio TiradoAún no hay calificaciones
- U01 - SEMANA 03 - exCV63Documento27 páginasU01 - SEMANA 03 - exCV63SHEYLA YESICA TORO CORDOVAAún no hay calificaciones
- Leyes de NewtonDocumento3 páginasLeyes de NewtonAngela VargasAún no hay calificaciones
- TESIS CARACTERIZACION FISICA QUIMICA .Image - MarkedDocumento108 páginasTESIS CARACTERIZACION FISICA QUIMICA .Image - MarkedMARCELO HINOJOSA HERNANDEZAún no hay calificaciones
- Reporte de Consulta Sobre Los Temas: Modelo Corpuscular de La Materia, Modelo Atomicista y Modelo Esencialista.Documento7 páginasReporte de Consulta Sobre Los Temas: Modelo Corpuscular de La Materia, Modelo Atomicista y Modelo Esencialista.Alexis CG100% (1)
- Convección forzada en una barra sólidaDocumento13 páginasConvección forzada en una barra sólidasandruka605Aún no hay calificaciones