También podría gustarte
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Balanceo líneas producciónDocumento32 páginasBalanceo líneas producciónVladi Perez Santiago100% (6)
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Metodos de Balanceo de LineasDocumento23 páginasMetodos de Balanceo de LineasJefr Flores75% (12)
- Balanceo de líneas de producciónDocumento37 páginasBalanceo de líneas de producciónjuan100% (1)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- 7 Balanceo Heuristico de Líneas de ProducciónDocumento36 páginas7 Balanceo Heuristico de Líneas de ProducciónPEDRO ANDRES TRASLAVINA REYAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Balance de LíneaDocumento19 páginasBalance de LíneaOscar ArqqueAún no hay calificaciones
- Balanceo de Lineas de ProducciónDocumento10 páginasBalanceo de Lineas de ProducciónMarco CruzAún no hay calificaciones
- Introduccion Al Balanceo de Linea PDFDocumento22 páginasIntroduccion Al Balanceo de Linea PDFYEISSON EDUARDO PABON TORRES100% (1)
- Balanceo de Lineas o Balance de LineasDocumento21 páginasBalanceo de Lineas o Balance de Lineasramn0100% (2)
- Balanceo de Lineas 2Documento54 páginasBalanceo de Lineas 2Javier Hernandez RomeroAún no hay calificaciones
- PLAN DE NEGOCIOS Foncodes PATASCACHIDocumento32 páginasPLAN DE NEGOCIOS Foncodes PATASCACHIWilber MascoAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Balanceo de Lineas HeuristicaDocumento104 páginasBalanceo de Lineas HeuristicaEdilson Andres Gonzalez100% (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Balance de Lineas de ProduccionDocumento38 páginasBalance de Lineas de ProduccionDiego MaflaAún no hay calificaciones
- UF1129 - Costes de los procesos de mecanizadoDe EverandUF1129 - Costes de los procesos de mecanizadoAún no hay calificaciones
- Balanceo de LineasDocumento22 páginasBalanceo de LineasFrancessitha Velasco HernandezAún no hay calificaciones
- Balanceo de LineasDocumento35 páginasBalanceo de LineasOMAR SANCHEZ GUEVARAAún no hay calificaciones
- Introducción a la seguridad, higiene y salud ocupacionalDocumento17 páginasIntroducción a la seguridad, higiene y salud ocupacionalArmando EspinosaAún no hay calificaciones
- INT. El Misterio de La Demanda. DEMANDA Adrian J. Slywotzky (Autoguardado)Documento18 páginasINT. El Misterio de La Demanda. DEMANDA Adrian J. Slywotzky (Autoguardado)Daniel Botero100% (4)
- Open Class Semana 3Documento100 páginasOpen Class Semana 3rubenAún no hay calificaciones
- Balanceo de LineasDocumento13 páginasBalanceo de LineasJoz SaucedoAún no hay calificaciones
- Entrega Final Distribucion de PlantasDocumento21 páginasEntrega Final Distribucion de Plantasyesid_villamil9782Aún no hay calificaciones
- BALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS OrtDocumento25 páginasBALANCEO - DE - LINEAS - O - BALANCE - DE - LINEAS Ortcalin ortizAún no hay calificaciones
- MarcosMI Actividad1 Modulo3.Documento14 páginasMarcosMI Actividad1 Modulo3.Isael Marcos MatusAún no hay calificaciones
- Balanceo de Lineas o Balance de LineasDocumento32 páginasBalanceo de Lineas o Balance de LineasEdmundo GutierrezAún no hay calificaciones
- Balanceo de Lineasl, Equipo de Las Tazas.Documento29 páginasBalanceo de Lineasl, Equipo de Las Tazas.El PatoAún no hay calificaciones
- Balance línea producciónDocumento8 páginasBalance línea producciónTatiana jabbourAún no hay calificaciones
- Balanceo de líneas, MRP y JIT en administración de operacionesDocumento79 páginasBalanceo de líneas, MRP y JIT en administración de operacionesJohannes Aucaylle Nieto100% (1)
- Balance de LineaSDocumento24 páginasBalance de LineaSAnonymous a7VuPAB5CAún no hay calificaciones
- Lab 8 Balance de LineaDocumento6 páginasLab 8 Balance de LineaHenrry Gonzales Manuel0% (1)
- S11.s1 Material - Balance de Línea - Parte 1Documento28 páginasS11.s1 Material - Balance de Línea - Parte 1giovanni gutierrez barbieriAún no hay calificaciones
- Balanceo de LineaDocumento27 páginasBalanceo de LineaEry Ally MartinezAún no hay calificaciones
- S08.s2-Material - Balance de LíneaDocumento28 páginasS08.s2-Material - Balance de LíneaLUIS ALBERTO RONDOY CARHUAPOMAAún no hay calificaciones
- Balanceo de Lineas Unidad 3Documento8 páginasBalanceo de Lineas Unidad 3pedrocidAún no hay calificaciones
- Ensayo Balance de Línea - James MoralesDocumento3 páginasEnsayo Balance de Línea - James MoralesJames MoralesAún no hay calificaciones
- Balanceo de LineasDocumento39 páginasBalanceo de LineasJuan Carlos MorenoAún no hay calificaciones
- Balanceo de LineaDocumento5 páginasBalanceo de LineaTYPE -06Aún no hay calificaciones
- Balance de LíneaDocumento9 páginasBalance de LíneaJair Espino AlcarrazaAún no hay calificaciones
- Expocision Unidad III Balanceo de LineasDocumento21 páginasExpocision Unidad III Balanceo de LineasGamaliel Diaz HernándezAún no hay calificaciones
- Reporte Balanceo de LineasDocumento11 páginasReporte Balanceo de LineasJose Antonio Martinez MoralesAún no hay calificaciones
- U4 Balanceo Lineas ProduccionDocumento47 páginasU4 Balanceo Lineas ProduccionRamon Delgado GodinezAún no hay calificaciones
- Investigacion Estudio Del Trabajo PDFDocumento9 páginasInvestigacion Estudio Del Trabajo PDFMario SosaAún no hay calificaciones
- Balance de línea de ensambleDocumento18 páginasBalance de línea de ensambleLuis Miguel MaytaAún no hay calificaciones
- Instructivo - Balanceo de Lineas.......Documento15 páginasInstructivo - Balanceo de Lineas.......Lisseth GuadarramaAún no hay calificaciones
- INGTRABAJODocumento14 páginasINGTRABAJOAlejandra PizarroAún no hay calificaciones
- Balanceo líneas producciónDocumento6 páginasBalanceo líneas produccióneduardo peñaAún no hay calificaciones
- Balance de Linea 2016 2Documento31 páginasBalance de Linea 2016 2ChristianAún no hay calificaciones
- Trabajo Lineas de EnsambleDocumento15 páginasTrabajo Lineas de EnsambleMalenniita GaliindoAún no hay calificaciones
- Balanceo de línea de ensambleDocumento9 páginasBalanceo de línea de ensambleAnita RiquelmeAún no hay calificaciones
- Balanceo de LineaDocumento4 páginasBalanceo de LineaMarcos LopezAún no hay calificaciones
- Balanceo de Lineas ResumenDocumento7 páginasBalanceo de Lineas ResumenAndres Junior Gonzalez MoralesAún no hay calificaciones
- Portafolio Tema III Balanceo de LíneasDocumento20 páginasPortafolio Tema III Balanceo de LíneasEstebanAún no hay calificaciones
- Balanceo de LineaDocumento28 páginasBalanceo de LineaHarrt Chipa SotoAún no hay calificaciones
- Conferencia Balance de LineaseDocumento20 páginasConferencia Balance de LineaseS.e. RamirezAún no hay calificaciones
- Unidad Iii Balanceo de LineasDocumento17 páginasUnidad Iii Balanceo de LineasARIAún no hay calificaciones
- Balanceo de Linea de Produccion PDFDocumento37 páginasBalanceo de Linea de Produccion PDFMaria Esther Romero FloresAún no hay calificaciones
- Balanceo de Linea PDFDocumento11 páginasBalanceo de Linea PDFPaul SequeirosAún no hay calificaciones
- Balanceo de LineasDocumento28 páginasBalanceo de LineasJuan Velazquez0% (2)
- Cuestionario IO IDocumento19 páginasCuestionario IO IArmando EspinosaAún no hay calificaciones
- Actividad 1 T4Documento9 páginasActividad 1 T4Armando EspinosaAún no hay calificaciones
- Trabajo Tema 1. Programación Por MetasDocumento16 páginasTrabajo Tema 1. Programación Por MetasArmando EspinosaAún no hay calificaciones
- Guia EconomiaDocumento2 páginasGuia EconomiaArmando EspinosaAún no hay calificaciones
- Evidencia de ProyectoDocumento7 páginasEvidencia de ProyectoArmando EspinosaAún no hay calificaciones
- Búsqueda Documental Unidad 3Documento13 páginasBúsqueda Documental Unidad 3Armando EspinosaAún no hay calificaciones
- Actividad 2Documento4 páginasActividad 2Armando EspinosaAún no hay calificaciones
- Actividad 1 T 3 PDFDocumento7 páginasActividad 1 T 3 PDFArmando EspinosaAún no hay calificaciones
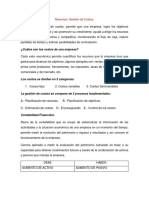
- Resumen Gestion de CostosDocumento6 páginasResumen Gestion de CostosArmando EspinosaAún no hay calificaciones
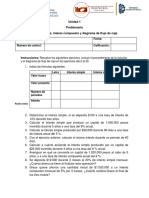
- Problemario IE U1Documento2 páginasProblemario IE U1Armando EspinosaAún no hay calificaciones
- 2 Estimación de ParámetrosDocumento25 páginas2 Estimación de ParámetrosArmando EspinosaAún no hay calificaciones
- Resumen de La UnidadDocumento8 páginasResumen de La UnidadArmando EspinosaAún no hay calificaciones
- Análisis de viabilidad de proyecto de heladería en MedellínDocumento4 páginasAnálisis de viabilidad de proyecto de heladería en MedellínDiana GomezAún no hay calificaciones
- Infografía Entorno Del MarketingDocumento1 páginaInfografía Entorno Del Marketingjoaquinramirez040602Aún no hay calificaciones
- UNIVERSIDAD NACIONAL DE SAN ANTONIO ABAD DEL CUSC1 (Recuperado Automáticamente)Documento55 páginasUNIVERSIDAD NACIONAL DE SAN ANTONIO ABAD DEL CUSC1 (Recuperado Automáticamente)Roosevelt Condori MazaAún no hay calificaciones
- Evolución conocimiento TICDocumento30 páginasEvolución conocimiento TICLuciano CelloneAún no hay calificaciones
- Comunicación Masiva: Discurso Y... - Parte IIIDocumento101 páginasComunicación Masiva: Discurso Y... - Parte IIIJesús Martín BarberoAún no hay calificaciones
- Repaso Quiz 8: Soluciones y consejos de marketingDocumento23 páginasRepaso Quiz 8: Soluciones y consejos de marketingJ'Carlos 'DguezAún no hay calificaciones
- Globalización y Regionalización S1-Comercio InternacionalDocumento13 páginasGlobalización y Regionalización S1-Comercio Internacional2020 Rel MEDINA VELAZQUEZ SAMUELAún no hay calificaciones
- Sistema de producción capitalistaDocumento14 páginasSistema de producción capitalistaSonia JimenezAún no hay calificaciones
- Plan de Negocios AcopajDocumento45 páginasPlan de Negocios AcopajcaalquimonAún no hay calificaciones
- Acciones SENEFELDERDocumento17 páginasAcciones SENEFELDERpcmantilAún no hay calificaciones
- 339339modelo Examen EconomíaDocumento2 páginas339339modelo Examen EconomíaAngelilla RequejoAún no hay calificaciones
- Caso LadDocumento69 páginasCaso LadEdwin RamirezAún no hay calificaciones
- Marco ContextualDocumento8 páginasMarco ContextualJesus AdrianAún no hay calificaciones
- Microeconomía Aula Virtual 7 Semana 11Documento12 páginasMicroeconomía Aula Virtual 7 Semana 11Anahit pedrazaAún no hay calificaciones
- Proyecto Privado y Publico - Formulacion y Evaluacion de Proyectos - Rojas Zea Jose MiguelDocumento2 páginasProyecto Privado y Publico - Formulacion y Evaluacion de Proyectos - Rojas Zea Jose MiguelJose Miguel Rojas ZeaAún no hay calificaciones
- CASOS PRACTICOS - SEMANA 1 - SESIONES 1 Y 2 - 26 Y 27 SETIEMBRE 2020docxDocumento5 páginasCASOS PRACTICOS - SEMANA 1 - SESIONES 1 Y 2 - 26 Y 27 SETIEMBRE 2020docxXimena Prado CastilloAún no hay calificaciones
- Diseño Manual de Funciones Con OrganigramaDocumento36 páginasDiseño Manual de Funciones Con OrganigramaXime GamboaAún no hay calificaciones
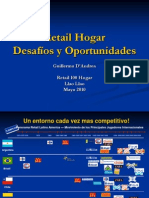
- Retail BenchmarkDocumento51 páginasRetail BenchmarkAdriana ArraizAún no hay calificaciones
- NICO HIRTT-Los Tres Ejes de La Mercantilizacion EscolarDocumento24 páginasNICO HIRTT-Los Tres Ejes de La Mercantilizacion EscolarJavier HernándezAún no hay calificaciones
- MKT Rel vs Trans-40Documento2 páginasMKT Rel vs Trans-40Laura AlósAún no hay calificaciones
- Competencia Imperfecta 9Documento13 páginasCompetencia Imperfecta 9Joel Angel Fermin ValderramaAún no hay calificaciones
- Trans. RodriguezDocumento105 páginasTrans. RodriguezAlfredo CabezasAún no hay calificaciones
- 06 PSICOLOGIA Análisis Del Sistema - Mundo de Immanuel WallersteinDocumento6 páginas06 PSICOLOGIA Análisis Del Sistema - Mundo de Immanuel WallersteinGilma Teresa Quintero AnasagastiAún no hay calificaciones
- Estrategias de Posicionamiento de MarcasDocumento49 páginasEstrategias de Posicionamiento de MarcasOscar Omar Ticona CondoriAún no hay calificaciones
- Oferta y DemandaDocumento17 páginasOferta y DemandaRolando NanezAún no hay calificaciones
- Ejercicios Ampliacion CapitalDocumento6 páginasEjercicios Ampliacion CapitalMaria Rascon TorrenteAún no hay calificaciones
- Trabajo Final - Habilidades ComunicativasDocumento9 páginasTrabajo Final - Habilidades Comunicativascolproyectos sasAún no hay calificaciones
- Trabajo de Investigación-WDocumento20 páginasTrabajo de Investigación-WDiiaz StefaaniiAún no hay calificaciones