Documentos de Académico
Documentos de Profesional
Documentos de Cultura
TF Simulacion Trabajo Final de Simulacion de Sistemas Profesora Isabela Cadillo Nota18
Cargado por
Carlos Alvarado FloresTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
TF Simulacion Trabajo Final de Simulacion de Sistemas Profesora Isabela Cadillo Nota18
Cargado por
Carlos Alvarado FloresCopyright:
Formatos disponibles
lOMoARcPSD|10141882
TF- Simulacion - Trabajo final de simulación de sistemas -
profesora Isabela cadillo Nota:18
simulacion de sistemas (Universidad Peruana de Ciencias Aplicadas)
StuDocu no está patrocinado ni avalado por ningún colegio o universidad.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
UNIVERSIDAD PERUANA DE CIENCIAS APLICADAS
FACULTAD DE INGENIERÍA
CARRERA DE INGENIERÍA INDUSTRIAL
TRABAJO DE INVESTIGACIÓN
<OPTIMIZACIÓN DEL PROCESO DE PRODUCCIÓN
EN LAS ÁREAS DE TRABAJO DE UNA EMPRESA
MANUFACTURERA DE TUBOSISTEMAS PVC=
TIPO DE INFORME: AVANCE 1
CURSO: SIMULACIÓN DE SISTEMA DISCRETOS
SECCIÓN: IN71
GRUPO: 06
ALUMNOS:
• Mamani Gutierrez, Janett Lizeth 100% U201719288
• Tairo Tica, Marco Antonio 100% U201919365
• Tasayco León, María Fernanda 100% U201915996
• Uchuya Diaz, Gustavo Renato 100% U201917201
2022 - 01
ÍNDICE
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
1.- Introducción .......................................................................................................................... 7
1.1 Descripción de la empresa .............................................................................................. 7
1.2. Determina la situación problemática: ............................................................................. 9
1.3. Definición del problema y los factores y aspectos más importantes que intervienen en
el problema........................................................................................................................... 11
1.4. Justificación por qué es importante resolver ese problema ......................................... 11
1.5. Explicación para resolver ese problema....................................................................... 12
1.6. Descripción del modelo de solución del problema. ...................................................... 13
1.7. Establecer los posibles logros en la solución del problema......................................... 13
1.8. Descripción de la organización del documento ............................................................ 14
1.9. Motivación y Supuestos ................................................................................................ 15
2. Descripción del Sistema y su entorno ................................................................................. 15
3.Elaboración de la representación del sistema e identificación de los inputs controlables y
no controlables. ........................................................................................................................ 18
3.1 Representación gráfica del sistema .............................................................................. 18
3.2 Representación en tabla del Sistema .............................................................................. 1
3.3 Inputs controlables ........................................................................................................... 1
3.4 Inputs no controlables ...................................................................................................... 1
4.Análisis de los datos de entrada............................................................................................. 1
4.1. Área de Mezclado: .......................................................................................................... 1
4.2 - Área de Trituradoras: ..................................................................................................... 5
4.2.1 Trituradora 1: ................................................................................................................. 6
4.3 - Área de acampanado: ................................................................................................... 7
4.4. Área de extrusión .......................................................................................................... 15
4.5. Tiempo de llegada:........................................................................................................ 19
5. Diseño del modelo de simulación discreta .......................................................................... 23
5.1 Análisis del sistema ........................................................................................................... 23
5.1.1 Eventos posibles............................................................................................................. 23
5.1.2 Eventos Principales ........................................................................................................ 24
5.2 Diagrama de Relación de Eventos ............................................................................... 25
5.3 Diagrama de Flujos de Eventos ................................................................................... 26
6. Verificación y Validación del Simulador ............................................................................. 1
7.Análisis de resultados ............................................................................................................. 1
7.1 Determinación del número de corridas óptimo ................................................................... 1
.................................................................................................................................................... 2
8. Resultados de Simulación ..................................................................................................... 1
8.1 Recolección y presentación de resúmenes estadísticos de múltiples escenarios ......... 1
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
8.1.1 Escenario 1 ....................................................................................................................... 1
8.1.2 Escenario 2 ....................................................................................................................... 1
8.1.3 Escenario 3 ....................................................................................................................... 1
8.2 Análisis de Costo ................................................................................................................. 2
9. Análisis de resultado actual y el mejor escenario ................................................................. 4
9.1 Situación actual ................................................................................................................ 4
9.2 Situación de Mejora ......................................................................................................... 4
10.Conclusiones: ....................................................................................................................... 1
11.Bibliografia: ........................................................................................................................... 7
ÍNIDCE DE TABLAS
Tabla N°1 - <Principales productos= .......................................................................................... 8
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N°2: Resumen de la situación problemática ................................................................. 10
Tabla N°3: Situación problemática de la empresa .................................................................. 11
Tabla N° 4: Cuadro de objetivos de la empresa ..................................................................... 12
Tabla N°5- <Indicadores Plastics Industrial < ........................................................................... 16
Tabla N°6- <Indicadores Plastics Industrial < ........................................................................... 17
Tabla N°7- <Tabla de la representación del sistema <............................................................... 1
Tabla N°8- <Tabla de Inputs Controlables= ................................................................................ 1
Tabla N°9- <Tablas de inputs no controlables < ......................................................................... 1
Tabla N 10- Cantidad de corridas óptimas ................................................................................ 1
Tabla N° 11- Resultados Modelo actual .................................................................................... 2
Tabla N° 12- Resultados Escenario 1 ....................................................................................... 1
Tabla N 13- Resultados Escenario 2......................................................................................... 1
Tabla N 13- Resultados Escenario 3......................................................................................... 1
Tabla N°14 - Comparación de escenarios ............................................................................... 2
Tabla N°15- Datos de la empresa ............................................................................................. 2
Tabla N° 16- Numero de operarios por sistema ....................................................................... 2
Tabla N°17- Costo operativo por sistema ................................................................................. 3
ÍNDICE DE ILUSTRACIONES
Ilustración N°1: Cadena de valor de la empresa Plastics Industrial SAC ................................ 8
Ilustración N°2: Rueda de resolución del problema ................................................................ 13
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N°3 - <Diagrama de Pareto= ................................................................................... 17
Ilustración N°4- <Gráfica del sistema=........................................................................................ 1
Ilustración N°5- <Análisis del Input Analyzer – Mezcladora 1_1= .............................................. 2
Ilustración N°6- <Análisis del Input Analyzer – Mezcladora 1_2= .............................................. 2
Ilustración N°7- <Análisis del Input Analyzer – Mezcladora 1_3= .............................................. 3
Ilustración N°8 - <Análisis de posibles Distribuciones (Fit All Sumary)= ................................... 3
Ilustración N°9- <Análisis del Input Analyzer – Mezcladora 2_1= .............................................. 3
Ilustración N°10- <Análisis del Input Analyzer – Mezcladora 2_2= ............................................ 4
Ilustración N°11- <Análisis del Input Analyzer – Mezcladora 2_3= ............................................ 5
Ilustración N°12- <Análisis de posibles Distribuciones (Fit All Sumary)= .................................. 5
Ilustración N°13- <Análisis del Input Analyzer – Trituradora 1_1= ............................................. 6
Ilustración N°14- <Análisis de posibles Distribuciones (Fit All Sumary)= .................................. 6
Ilustración N°15- <Análisis del Input Analyzer – Acampanado1_1= .......................................... 7
Ilustración N°16- <Análisis del Input Analyzer – Acampanado1_2= .......................................... 8
Ilustración N°17- <Análisis del Input Analyzer – Acampanado1_3= .......................................... 9
Ilustración N°18- <Análisis de posibles Distribuciones (Fit All Sumary)= ................................ 10
Ilustración N°19- <Análisis del Input Analyzer= ........................................................................ 11
Ilustración N°20 - <Análisis del Input Analyzer - Acampanado2_1= ........................................ 12
Ilustración N°21 - <Análisis de posibles Distribuciones (Fit All Sumary)= ............................... 12
Ilustración N°22 - <Reanálisis del Input Analyzer - Acampanado2_1=.................................... 13
Ilustración N°23 - <Análisis del Input Analyzer - Acampanado2_2= ........................................ 14
Ilustración N°24- <Análisis del Input Analyzer – Acampanado3_2= ........................................ 15
Ilustración N°25 - <Análisis del Input Analyzer – EXTLES45_6=............................................. 16
Ilustración N°26 - <Análisis de posibles Distribuciones (Fit All Sumary)= ............................... 16
Ilustración N°27 - <Análisis del Input Analyzer – EXTLES65_6 .............................................. 17
Ilustración N°28- <Análisis de posibles Distribuciones (Fit All Sumary)= ................................ 17
Ilustración N° 29- <Análisis del Input Analyzer – EXTLES80_6=............................................. 18
Ilustración N°30 - <Análisis de posibles Distribuciones (Fit All Sumary)= ............................... 18
Ilustración N °31 - <Análisis del Input Analyzer – TELLT1_6= ................................................. 20
Ilustración N°32- <Análisis de posibles Distribuciones (Fit All Sumary)= ................................ 20
Ilustración N° 33- <Análisis con Distribución Normal – TELLT1_6= ........................................ 21
Ilustración N°35- <Análisis del Input Analyzer – TELLT3_6= ................................................... 23
Ilustración N° 36 – Modelo Actual ............................................................................................. 1
Ilustración N° 37 – Escenario 1 ................................................................................................. 1
Ilustración N° 38 – Escenario 2 ................................................................................................. 1
Ilustración N° 39 – Escenario 3 ................................................................................................. 1
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N° 40- Grafico de barras de costo operativos ......................................................... 3
Resumen
El presente trabajo es realizado para el curso de Simulación de Sistemas Discretos, debido a
que se debe presentar una situación, mediante la identificación de los problemas principales.
Está investigación se realiza en una empresa manufacturera de tubo sistemas PVC, dedicada a
la producción de tubos, la cual se analiza para poder realizar mejora en los procesos en las áreas
de mezclado, inyección y extrusión. La principal situación problemática identificada es la
demora en los procesos de producción de cada área, causando con ello demora en la producción
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
final de los productos, y como consecuencia demoras en la entrega de los pedidos a los clientes,
asimismo también se evidencia demoras en la atención en relación con los clientes.
Es por ello que se planea realizar una optimización en estas áreas, como se ha realizado en
otros casos como, por ejemplo, en el artículo, Formulación de un modelo matemático para
optimizar el tiempo de producción en una planta extrusoras de tubos (Robert, K., Saibel, R., &
Ángel, D. (2012)). en el cual se utilizó la metodología de la Investigación de Operaciones a
través de las siguientes fases: identificación de la problemática, construcción y formulación del
modelo matemático, validación del modelo y la implantación del modelo matemático. Dicho
modelo matemático fue planteado en base las siguientes variables: los tiempos de producción
por especificaciones de cada tipo de tubo y extrusora, y a las capacidades semanales de
producción por cada extrusora en unidades producidas. En este artículo se puede ver que el
modelo matemático formulado tuvo la capacidad de manejar un número alto de variables de
decisión, como una representación óptima del proceso de fabricación de tubos de Policloruro
de Vinilo o PVC a través de la minimización de los tiempos de producción.
Como se puede evidenciar en base al artículo, la reducción de los problemas mejora el tiempo
de producción, logrando cumplir con los objetivos de la empresa.
Palabras Clave: Simulación de datos /Optimización/Producción/Extrusión/Inyección
/Mezclado.
1.- Introducción
1.1 Descripción de la empresa
La empresa en estudio es PLASTICS INDUSTRIAL, la cual es una empresa manufacturera de
tubo sistemas de PVC, la cual también planea ampliar sus actividades de producción, a
productos como perfiles y manguera de PVC. Asimismo, tiene pensado incursionar en el
mercado de inyección con conexiones de agua y desagüe de PVC-U. Dentro de los 3 principales
productos se encuentran los siguientes:
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N°1 - <Principales productos=
Fuente: Plastics Industrial
Es por ello que para poder obtener un plan de producción que pueda cumplir con todos los
requerimientos necesarios en todos sus procesos se plantea optimizar las líneas de producción.
En consecuencia, se pudo observar en los siguientes procesos los puntos críticos que puedan
afectar en un futuro la producción, como por ejemplo en el proceso de preparación de la
materia, en el cual, si la mezcla es dejada por más tiempo del necesario, puede presentar
reacciones químicas que afecten a la mezcla, generando una pérdida económica a la empresa,
y con relación a ello también una pérdida de clientes, ya que el producto no cuenta con la
calidad estándar de la empresa. Es por ello que para poder identificar los principales problemas
y causas que ocurren en el proceso de fabricación para que así se pueda solucionar y tomar las
medidas se realiza un análisis en cada proceso, el cual se presentará en el desarrollo del trabajo.
Cadena de Valor
Ilustración N°1: Cadena de valor de la empresa Plastics Industrial SAC
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Elaboración propia
1.2. Determina la situación problemática:
En base a la información brindada por la empresa, se ha podido observar que esta presenta una
demora en el tiempo de producción de sus productos, generando con ello no poder atender la
demanda de pedidos, y en relación con ello no poder atender a su cliente en el tiempo
establecido, es por ello que se busca la optimización en el tiempo de producción, reduciendo o
eliminado los principales problemas que ocasionan esta demoran los cuales son los siguientes:
● Unidades defectuosas por inyección
● Unidades defectuosas por Extrusión
● Atención oportuna de pedidos
● Reducción de horas muertas de inyección
● Reducción de horas muertas de capacitación
● Cumplimiento del programa de capacitación
● Atención oportuna de pedidos
● Atención de reclamos de pedidos
Estos problemas fueron identificados en base a los estándares que la empresa cuenta, como
también en el análisis por proceso realizado, donde se evidencia la causa de las demoras, es en
base a ello que se realiza la siguiente tabla donde se especifica las problemáticas de cada área.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N°2: Resumen de la situación problemática
Fuente: Elaboración propia
Finalmente se espera que con la optimización se logren eliminar de manera definitiva, ya que
no solo se pierden ganancias, sino también la empresa no se sería considerada para nuevos
proyectos, ya que no cumple con lo pactado.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
1.3. Definición del problema y los factores y aspectos más importantes que intervienen en
el problema.
Tabla N°3: Situación problemática de la empresa
Fuente: Elaboración propia
1.4. Justificación por qué es importante resolver ese problema
Luego de realizar la tabla de diagnóstico se ha detectado la problemática de la demora
en las áreas de producción generando pérdidas económicas por los reprocesos, mermas
y retrasos en la entrega del producto final para los clientes de la empresa. Por lo tanto,
la empresa debe minimizar ese problema para que cumpla con los objetivos trazados
durante el tiempo establecido como se mostrará en el siguiente cuadro:
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N° 4: Cuadro de objetivos de la empresa
Fuente: Elaboración propia
1.5. Explicación para resolver ese problema
Considerando los detalles del caso, nuestro principal problema que enfrentamos es la
demora en el tiempo de producción de los productos, especialmente en el proceso de
inyección, los cuales ocasionan retrasos en la fabricación. Por ende, no pueden cumplir
con la demanda de los pedidos y con el plazo establecido. Se ha visto que esto se da por
varias causas, pero aquellas causas activas que deben ser analizadas con mayor
prioridad y realizar un plan de contingencia, según la matriz de Vester, el cual nos ayuda
a detectar las causas y efectos, se verifico que como causas activas tenemos las
contracciones con las piezas de moldeado, el uso de moldes de baja calidad, tiempo de
ciclo excesivo en el proceso de inyección, alto consumo de energía de las máquinas,
etc.
Es por eso por lo que para resolver el problema se buscará realizar un mayor control en
el área de inyección y de un control adecuado de los moldes. Además de realizar
capacitaciones constantes para la manipulación de las herramientas en las diferentes
áreas de producción con un mayor control y de esa manera evitar retrasos y mejorar el
cumplimiento de los pedidos.
- Para el problema de contracciones en las piezas de moldeado se plantea realizar
una inspección al momento de realizar los moldes, asimismo de conseguir un
proveedor que brinde moldes de mayor calidad y resistentes
- Problema del tiempo excesivo, dimensiones de la pieza y problemas mecánicos
en el proceso de inyección como propuesta de solución se plantea obtener una
máquina inyectora con el objetivo de las piezas cumplan con las dimensiones
establecidas, además de evitar más las paras por los problemas mecánicos
durante proceso y el tiempo excesivo que esta conlleva. Además, se aumentará
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
la cantidad de operarios en esa estación para un control adecuado y así reducir
la demora más las capacitaciones al personal para un mejor manejo de las
herramientas y maquinarias.
1.6. Descripción del modelo de solución del problema.
El modelo de la solución del problema a seguir para el planteamiento de la solución del
problema se llevó a cabo con el apoyo de la rueda de soluciones, en la solución se plantea la
reducción del tiempo de producción para evitar las demoras en la entrega de los pedidos de los
clientes. Primero inicia desde la planificación, luego se realiza un análisis del sistema para
realizar al desarrollo y una próxima verificación para optimizar el sistema. Finalmente se busca
desarrollar una simulación del sistema a través del programa Arena para uniformar la mejora
continua.
Ilustración N°2: Rueda de resolución del problema
Fuente: Elaboración propia
1.7. Establecer los posibles logros en la solución del problema
Para poder desarrollar los posibles logros de esta problemática, se va a realizar a través de una
simulación de las variables , la cual va a validar que los datos empleados , son adecuados para
este desarrollo .Se emplea esta validación , ya que ha evidenciado una efectividad en las
soluciones a los problemas , mediante el uso de diagramas de sistemas de colas ,en los cuales
se pueden observar con una mayor percepción la magnitud de los problemas, como sería el
caso de poder llegar a conseguir una temperatura adecuada para que no afecte el desarrollo de
la producción de los productos de PVC al moldearlos . Asimismo, se tiene que realizar una
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
gráfica del sistema de desarrollo de los productos en la fábrica PLASTICS INDUSTRIAL,
debido a que ahí se evidencia con mayor detalle el proceso de producción, es por ello que se
implementaran lo visto en clase para poder realizarlo de manera correcta, y con ello poder
cumplir con los indicadores recomendados en el informe, mejorando con ello la atención a
nuestros clientes. En adición se lo se tomará una conciencia a la hora de reducir el porcentaje
de desarrollo del scrap que es la merma de los productos de PVC, colaborando de esa manera
con la integridad de todos los ciudadanos.
1.8. Descripción de la organización del documento
Introducción
En esta sección se describe en forma más amplia de lo que sería el resumen, algunos
aspectos como la investigación, el problema a resolver, el método de cómo se
resolvería, entre otros.
Descripción del sistema y su entorno
Se determina los elementos del sistema, los atributos de cada entidad, las actividades
de cada entidad, las variables del estado, las variables controlables y no controlables
Elaboración de la representación del sistema e identificación de los inputs
controlables y no controlables
Representación Gráfica del sistema:
● Incluir las distribuciones del tiempo de llegada y tiempos de servicio de cada
distribuidor
● Nombre de las colas y de estación
● Cola máxima
Desarrollo de la tabla:
● Entidades
● Atributos
● Actividades
Definir los Inputs del sistema:
● Controlables
● No controlables
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
1.9. Motivación y Supuestos
1.9.1 Motivación
En la empresa de tubos, Plastics Industrial se le pudieron diagnosticar diversos problemas en
las áreas de fabricación y es por ello por lo que se vio la necesidad de que la empresa revisará
los diferentes procesos donde se elabora el producto final. Además, se sabe que estos productos
que ofrece la empresa son muy vendidos a nivel nacional, es por ello que se tomó la decisión
de poder solucionar el problema en el área de fabricación para poder así mejorar las ventas y
que más clientes adquieran el producto.
1.9.2 Alcance de la investigación
El presente trabajo de investigación se centra en el área de fabricación la cual sigue los
siguientes procesos: Mezclado, inyección y extrusión
Objetivo general
El objetivo de este trabajo se basa en observar las esperas entre procesos que duran más tiempo
de la empresa Plastics Industrial
Objetivo principal
Eliminar o disminuir el cuello de botella que se produce en el proceso de Mezclado, inyección
y extrusión
2. Descripción del Sistema y su entorno
La empresa PLASTICS INDUSTRIAL, es una empresa que se encarga de fabricar productos
plásticos, dentro de los cuales se encuentran cualquier variedad de tubos, dentro de la
producción de estos se realizan los siguientes subprocesos: mezclado, extrusión, inyección y
acabados. El proceso de mezclado se realiza en dos etapas, la primera es la preparación de las
materias primas y la mezcladora, para este proceso primero se ingresa la resina de PVC en una
mezcladora de corte de alta velocidad, a una temperatura de 100 y 120°C, donde se ingresan
los materiales, La segunda etapa es el mezclado, donde los comprimidos de PVC son colocados
en una prensa de estrujado que funde y mezcla el PVC a través de una matriz circular que
moldea posteriormente las tuberías, después de ello cualquier desecho es transportado a una
trituradora , la cual recicla ese desecho dentro de las materias primas, y con ello reduce costos
y eliminan desechos innecesarios, para luego almacenar el compuesto. Luego de ello se realiza
el proceso de inyección, donde se recibe el programa de producción, este se emplea para piezas
de gran consumo, por ello con este proceso se puede obtener varias piezas, dependiendo del
peso y de las geometrías. Dicho cuentas con 5 etapas, tales como : cierre de molde, inyección,
plastificación y enfriamiento, apertura del molde y expulsión de la pieza y por último
enfriamiento, después de haber realizado la inyección, se cuenta y empaqueta la producción
del turno .Finalmente se realiza el proceso de extrusión, el cual empleado para crear objetos
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
con sección transversal, este proceso puede ser de manera continua o semicontinua, y también
puede ser realizado con material caliente o frío, para este proceso se recibe el producto y se
realiza el acampanado , roscado y/o rotulado, para después ser almacenado y con ello se daría
fin al proceso de fabricación
En base a los datos recolectados por la empresa PLASTICS INDUSTRIAL se tiene que:
● La resina es colocada en la mezcladora de corte a una temperatura de 100 y 120 ° C
● Verificar la temperatura del mezclado, ya que puede generar cambios en las
características del producto final
● Verificar que el tiempo de enfriado no debe ser mayor a 10 minutos.
● La extrusión tibia se debe realizar en un intervalo de temperaturas de 800° a 1800° F,
debido a que se debe encontrar el equilibrio apropiado en las fuerzas requeridas.
● Asimismo, la empresa cuenta con unos indicadores de calidad que debe cumplir para la
correcta fabricación y distribución de sus productos, esto son presentados en la
siguiente tabla.
Tabla N°5- <Indicadores Plastics Industrial <
Fuente: Plastics Industrial
Finalmente, para poder determinar los 3 productos con mayor producción y participación en la
empresa, se realizó el diagrama Pareto con la finalidad de poder trabajar con ellos
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N°6- <Indicadores Plastics Industrial <
Fuente: Plastics Industrial
Ilustración N°3 - <Diagrama de Pareto=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Plastics Industrial
Con relación al diagrama anterior se puede observar que los 3 primeros tubos son vitales para
evitar perder clientes, sobre todo porque son los más importantes que se fabrican, por demoras
del tiempo de entrega o fallos inesperados. La percepción por parte del cliente de una entrega
a destiempo se refleja directamente con la pérdida de clientes y por ende pérdidas de dinero.
Es en base que el disminuir el tiempo de producción no solo permitirá atender pedidos de más
clientes en menos tiempo, sino que evitará que busquen otras empresas que puedan realizar el
mismo trabajo.
A continuación, se presentarán los servidores de la planta:
• Mezcladora 1 de corte
• Mezcladora 2 de corte
• Trituradora
• Acampanado 1
• Acampanado 2
• Extrusión LSE66I
• Extrusión LSE80
• Extrusión LSE45
3.Elaboración de la representación del sistema e identificación de los inputs controlables
y no controlables.
3.1 Representación gráfica del sistema
A continuación, se muestra la gráfica en relación con los procesos mencionados.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
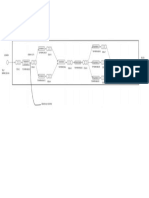
Ilustración N°4- <Gráfica del sistema=
TELL 1 Cola 2 Cola 5
NORM(5.94 , 1,22) TUBO 160 MM
Extrusión LSE651
Acampanado 1
Mezcladora 1 NORM (33.2, 1.18) A1_T1: NORM (22, 1.26)
A 1_T2: NORM (27.5, 1.15)
TELL 2 M 1_T1: 12 + 1 * BETA (1.01, 1.03) A 1_T3: NORM (31.6, 1.16)
NORM(8.58 , 0.903) Cola 1 M 1_T2:17 + 1 * BETA (0.985, 1.03) Cola 3 Cola 6 TUBO 200 MM
M 1_T2: 16+3*BETA(0.957 , 0.943)
Extrusión LSE80 Acampanado 2
A2_1: 22.3 + WEIB (1.59, 4.39)
TELL 3 NORM (18.2, 1.34) A2_2: NORM (27, 1.09)
NORM(7.04, 1,.28) Mezcladora 2 A2_2: NORM (26.9, 0.861)
TUBO 105 MM
M 2_T1:12 + 2 * BETA (1.03, 1.02) Cola 4 Cola 7
M 2_T2:17 + 1 * BETA (0.961, 0.982) Extrusión LSE45
M1_T2:15 + 2 * BETA (0.912, 0.96) Trituradora
NORM (15.8, 1.28) · 13 + 6 * BETA (0.946, 0.981)
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
3.2 Representación en tabla del Sistema
Tabla N°7- <Tabla de la representación del sistema <
ENTIDADES ATRIBUTOS ACTIVIDADES
Llegar al sistema
Formar cola i (i=1,2,3,4,5,6,7)
Ocupar Mezcladora j (j=1,2)
Insumo Tiempo de llegada Ocupar Extrusora k (k=1,2,3)
Ocupar Acampanado l (k=1,2)
Ocupar Trituradora m (m= 1)
Salir de sistema
Esperar insumos
Mezcladora j (j=1,2) Tiempo de Servicio j (j=1,2)
Atender insumos
Esperar insumos
Extrusora k (k=1,2,3) Tiempo de Servicio k (j=1,2,3)
Atender insumos
Esperar inusmos
Acampanado l (l=1,2) Tiempo de Servicio l (l=1,2)
Atender insumos
Trituradora Tiempo de Servicio m (m=1) Eliminar merma
Fuente: Elaboración propia
3.3 Inputs controlables
Tabla N°8- <Tabla de Inputs Controlables=
INPUTS CONTROLABLES
Número de Mezcladoras j (j=1,2)
Número de Extrusoras k (k=1,2,3)
Número de Acamapanados l (l=1,2)
Número de Trituradoras m (m=1)
Horario de atención
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
3.4 Inputs no controlables
Tabla N°9- <Tablas de inputs no controlables <
INPUTS NO CONTROLABLES
Tiempo de Llegada
Tiempo de Servicio j (j=1,2)
Tiempo de Servicio de la Trituradora
Tiempo de Servicio k (j=1,2,3)
Tiempo de Servicio l (l=1,2)
Fuente: Elaboración propia
4.Análisis de los datos de entrada
4.1. Área de Mezclado:
En la actualidad , existe una gran variedad de empresas dedicadas a la fabricación de
tubos , es por ello la gran competencia que tiene , y por lo cual la empresa tiene que
desarrollar ventajas competitivas que logren posicionarla dentro de las primeras
opciones del consumidor , pero para ello la empresa Plastics Industrial ,primero tiene
que mejorar su proceso de producción ,para con ello lograr tener una confiablidad en
sus proceso , como es en el caso de la mezcladora , la cual presenta una demora , debido
a que no cuenta con los suficientes montacargas para transportar los desperdicios
producidos . Con relación a ello, según el estudio de Probabilidad y estadística para
ingeniería y ciencias (2007), indica que la distribución beta modela la probabilidad que
se produzca un evento, así como para medir la fiabilidad de los dispositivos en las
empresas. Por ello se debe emplear esta distribución, ya que se busca una distribución
que controle el tiempo de probabilidad en que eliminan los desperdicios en relación con
los montacargas disponibles. En base a ello en el área de mezclado, se analizarán los
datos de entradas de las 2 mezcladoras respectivamente
4.1.1 Mezcladora 1
• Mezcladora1_1: 12 + 1 * BETA (1.01, 1.03)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N°5- <Análisis del Input Analyzer – Mezcladora 1_1=
Fuente: Input Analyzer
Como podemos observar para la primera mezcladora, en base a los datos ingresados se
obtienen una distribución Beta, la cual tiene un ajuste adecuado ya que el P-value (0.75)
si es mayor al 0.05 y el KS (0.15) también corresponde, es por ello que si se podrá
trabajar con estos datos para la elaboración de los productos.
• Mezcladora1 _2 :17 + 1 * BETA (0.985, 1.03)
Ilustración N°6- <Análisis del Input Analyzer – Mezcladora 1_2=
Fuente: Input Analyzer
Según los resultados obtenidos por el ingreso de los datos, para la mezcladora se tiene
una distribución Beta, la cual presenta un P-Value (0.589), el cual es mayor a 0.05;
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
asimismo un-KS (0.15), es por ello que se concluye que el ajuste es adecuado para estos
datos, y con ello la calidad de la elaboración
• Mezcladora1_3:16 + 3 * BETA (0.957, 0.943)
Ilustración N°7- <Análisis del Input Analyzer – Mezcladora 1_3=
Fuente: Input Analyzer
Con relación a los datos ingresados, el análisis muestra una distribución Beta, la cual
tiene un-P-value (0.75), el cual es mayor al 0.05 y un-KS (0.15), lo cual indica que
presenta un ajuste adecuado
Ilustración N°8 - <Análisis de posibles Distribuciones (Fit All Sumary)=
Fuente: Input Analyzer
En base al análisis, la distribución Beta es la que presenta el menor error, es por ello
que se debe de usar esta para el análisis de los datos.
4.1.2 Mezcladora 2
• Mezcladora2 _1:12 + 2 * BETA (1.03, 1.02)
Ilustración N°9- <Análisis del Input Analyzer – Mezcladora 2_1=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
De acuerdo con los datos obtenidos del análisis, se obtiene una Distribución Beta, la
cual tiene un P-value (0.026), el cual no es mayor al 0.05, lo cual indica que presenta
un mal ajuste, es por ello por lo que se debe de realizar un ajuste en los datos.
• Mezcladora2 _2:17 + 1 * BETA (0.961, 0.982)
Ilustración N°10- <Análisis del Input Analyzer – Mezcladora 2_2=
Fuente: Input Analyzer
Con relación a los datos ingresados, se obtienen una Distribución Beta, la cual tiene un
P-value (0.75), el cual es mayor al 0.05 y un KS (0.15), esto indica que el ajuste
presentado es adecuado.
• Mezcladora 2_3:15 + 2 * BETA (0.912, 0.96)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N°11- <Análisis del Input Analyzer – Mezcladora 2_3=
Fuente: Input Analyzer
De acuerdo con los datos ingresados, se obtiene una distribución Beta la cual tiene un
P-value (0.723), el cual si es mayor al 0.05 y un KS (0.15), es base a ello se concluye
que el ajuste presentado es adecuado.
Ilustración N°12- <Análisis de posibles Distribuciones (Fit All Sumary)=
Fuente: Input Analyzer
En relación con el error, la distribución beta, es la que presenta el menor error, por ello
se recomienda usar esta para una mejora en el proceso de elaboración de los productos.
4.2 - Área de Trituradoras:
En el caso de la trituradora, se emplea con la finalidad de reducir grandes piezas de
trituración plásticas, sin tener que hacerlo manualmente, es por ello la industrialización
de este proceso, para poder realizarlo mucho más rápido y eficaz. En base a ello se
piensa implementar una distribución que permita la mejora en este proceso, dentro de
las distribuciones que se encuentran, está la distribución Beta, la cual es empelada,
según el estudio de Probabilidad y estadística para ingeniería y ciencias (2007), para
facilitar la operabilidad del modelo, por ello se considerara, así como también para
medir la fiabilidad de los dispositivos. Con relación a ello, se recomienda empelar una
distribución Beta para los datos a analizar.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
4.2.1 Trituradora 1:
• Trituradora 1_1: 13 + 6 * BETA (0.946, 0.981)
Ilustración N°13- <Análisis del Input Analyzer – Trituradora 1_1=
Fuente: Input Analyzer
En relación con los datos ingresados, se obtiene una distribución Beta, la cual cuenta con
un P-value (0.508), siendo mayor a lo requerido de 0.05, y un KS (0.15), por ello se
concluye que presenta un buen ajuste.
Ilustración N°14- <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
4.3 - Área de acampanado:
Hoy en día, el rápido avance tecnológico, el desarrollo de productos altamente
sofisticados, el incremento de las perspectivas del consumidor y la intensa competencia
global, han obligado a las empresas a mejorar la calidad de sus productos o servicios.
Por consiguiente, la falla del sistema se puede definir como un suceso cuya realización
provoca, ya sea la pérdida de capacidad para realizar las funciones requeridas, o bien la
pérdida de capacidad para satisfacer los requisitos especificados. Es por ello que, según
un artículo emitido de la Secretaría de Comunicaciones y Transportes, Modelos de
probabilidad en Transporte e ingeniería. Usos comunes y ajuste de datos (2019), la
Distribución Weibull es una de las distribuciones más utilizadas en estudios de
confiabilidad de equipos y de sistemas. A su vez la Distribución Normal es usada
algunas veces como una distribución de tiempos de falla. Agregado a ello según el
Centro de Investigación de Matemáticas (2004), Una característica importante de la
Distribución Exponencial es que la tasa de fallas de una unidad con esta distribución es
constante, es decir no depende del tiempo, lo que implica que, para una unidad que no
ha fallado, la probabilidad de fallan en el próximo pequeño intervalo de tiempo es
independiente de la edad de la unidad, por esta razón, es muy conveniente usarla en
algunos tipos de componentes electrónicos.
Por lo mencionado anteriormente en el área de acampanado tomaremos prioridad la
calidad de los productos procesados en dicha área, con ello analizaremos los datos de
entrada de las 3 acampanadoras para los dos tipos 1 y 2 respectivamente con las
siguientes distribuciones:
✓ Distribución Normal
✓ Distribución Weibull
✓ Distribución Exponencial
4.3.1. Acampanado 1:
• Acampanado 1_1: NORM (22, 1.26)
Ilustración N°15- <Análisis del Input Analyzer – Acampanado1_1=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Como podemos observar para la primera acampanadora, la distribución con la cual se trabajará
es la Normal, arrojando un error > 0.0005, cumpliendo así con los requisitos correspondientes,
con ello se optará por usar dicho resultado obtenido del input analyzer para analizar la calidad
de los productos que son elaborados por dicho equipo.
• Acampanado 1_2: NORM (27.5, 1.15)
Ilustración N°16- <Análisis del Input Analyzer – Acampanado1_2=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Como podemos observar para la primera acampanadora, la distribución con la cual se trabajará
es la Normal, arrojando un error > 0.0005, cumpliendo así con los requisitos correspondientes,
con ello se optará por usar dicho resultado obtenido del input analyzer para analizar la calidad
de los productos que son elaborados por dicho equipo
• Acampanado 1_3: NORM (31.6, 1.16)
Ilustración N°17- <Análisis del Input Analyzer – Acampanado1_3=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Como se puede observar la distribución que arrojó el input analyzer fue la Distribución Beta,
la cual según un artículo de la ESAN, La distribución de probabilidades para el éxito de un
proyecto (2019), detalla que dicha distribución suele emplearse para determinar la duración y
el costo de una actividad, lo cual no corresponde al análisis de calidad que se quiere interpretar
por consiguiente, se tiene que elegir las opciones de la lista de distribuciones recomendadas
para el análisis de la calidad en el área de acampanados se debe optar la distribución que se
recomienda en el Fit All Sumary, obteniendo los siguientes resultados:
Ilustración N°18- <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Según la figura 16 se recomienda el uso de la Distribución Normal, la cual está dentro de los
tipos de distribuciones a usar para el análisis de la calidad de los productos obtenidos por las
acampanadoras.
Ilustración N°19- <Análisis del Input Analyzer=
Fuente: Input Analyzer
Se observa que para la tercera acampanadora del tipo 1 aplicando la D, Normal arrojó un error >
0.0005, el cual resulta ser un valor aceptable, con este resultado se optará por comparar los
errores de las 3 acampanadoras obtenidos del input analyzer para analizar la calidad de los
productos que son elaborados por dichos equipos.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
4.3.2. Acampanado 2
• Acampanado2_1: 22.3 + WEIB (1.59, 4.39)
Ilustración N°20 - <Análisis del Input Analyzer - Acampanado2_1=
Fuente: Input Analyzer
Como se puede observar la distribución que arrojó el input analyzer fue la Distribución Beta,
la cual según un artículo de la ESAN, La distribución de probabilidades para el éxito de un
proyecto (2019), detalla que dicha distribución suele emplearse para determinar la duración y
el costo de una actividad, lo cual no corresponde al análisis de calidad que se quiere interpretar
por consiguiente, se tiene que elegir las opciones de la lista de distribuciones recomendadas
para el análisis de la calidad en el área de acampanados se debe optar la distribución que se
recomienda en el Fit All Sumary, obteniendo los siguientes resultados:
Ilustración N°21 - <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Según la figura 19, de acuerdo con el error de cada tipo de distribución se recomienda el uso
de la Distribución Weibull, la cual es una de las distribuciones más utilizadas en estudios de
confiabilidad de equipos y que a su vez se encuentra dentro de los tipos de distribuciones a usar
para el análisis de la calidad de los productos obtenidos por las acampanadoras del tipo 2.
Ilustración N°22 - <Reanálisis del Input Analyzer - Acampanado2_1=
Fuente: Input Analyzer
Según la figura 20 arrojada por el Input Analyzer nos demuestra que el error aplicando la D.
Weibull es de 0.000536 siendo mayor al mínimo requerido, por ello se procederá a realizar un
análisis para acampando con la respectiva distribución.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
• Acampanado2_2: NORM (27, 1.09)
Ilustración N°23 - <Análisis del Input Analyzer - Acampanado2_2=
Fuente: Input Analyzer
Según la figura 21 arrojada por el input nos demuestra que la distribución recomendada por el
input analyzer es la D. Normal con una expresión NORM (27, 1.09) y un error de 0.000839
siendo mayor al mínimo que es 0.0005 por ello se procederá a realizar un análisis de los
resultados obtenidos de la corrida para el segundo acampanado de tipo 2.
• Acampanado3_2: NORM (26.9, 0.861)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N°24- <Análisis del Input Analyzer – Acampanado3_2=
Fuente: Input Analyzer
Según la figura 22 arrojada por el Input Analyzer, nos demuestra que la distribución
recomendada por el input analyzer es la D. Normal con una expresión NORM (26.9, 0.861) y
un error de 0.000726 siendo mayor al mínimo que es 0.0005 por ello se procederá a realizar un
análisis de los resultados obtenidos en la corrida del Input Analyzer para el tercer acampanado
de tipo 2.
4.4. Área de extrusión
En la empresa Plastics Industrial, en el proceso de extrusión se hace la fabricación de los tubos
PVC en el mismo lapso hay otra llamada inyección que fabrica con una menor cantidad de
material accesorios de PVC, ya sean uniones, codos, etc. Al saber que son maquinas principales
para el proceso de producción de la empresa, es necesario saber la vida útil que tienen dicho
equipos para poder darle un exhaustivo mantenimiento y así no genera paros de línea de
producción. Es por ello por lo que se debe de analizar los datos con una distribución
probabilística para dar a conocer a la empresa la vida residual de las extrusoras. Según un
estudio del ensayo Modelos de probabilidad en transporte e ingeniería. usos comunes y ajuste
de datos (2019), nos informa que la Distribución Normal es una de las distribuciones más
utilizadas en estudios de confiabilidad de equipos y de sistemas. Es una alternativa a la
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Exponencial, la Gamma y a la Log normal para modelar tiempos de espera a la ocurrencia de
un evento de interés. Acompañado a ello en el libro de Jiang, R. and Murthy, D.N.P. (2011)
revisan el uso de distribuciones Normal en estudios de confiabilidad para modelar tiempos de
vida, edades de reemplazo y vida residual en equipos y componente. Con ello podemos generar
una lista de los métodos de distribución a usar para deparar el tiempo de vida de los equipos
los cuales son:
✓ Distribución Normal
✓ Distribución Exponencial
✓ Distribución Gamma
4.4.1 Extrusora 1(EXTLES45_6): NORM (15.8, 1.28)
Ilustración N°25 - <Análisis del Input Analyzer – EXTLES45_6=
Fuente: Input Analyzer
Como se puede observar la distribución que arrojó el Input Analyzer fue la Distribución
Normal, en la cual el P-value es de 0.257, siendo mayor al 0.05 y un KS (0.15), confirmando
con ello que se presenta un buen ajuste, por consiguiente, se tiene que elegir las opciones de la
lista de distribuciones recomendadas para el análisis de las máquinas en el área de extracción.
Por ello se debe optar la distribución que se recomienda en el Fit All Sumary, el cual nos arroja
los siguientes resultados:
Ilustración N°26 - <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
De acuerdo a la gráfica anterior, se concluye que la distribución que presenta menor error, es
la distribución Normal con un 0.011.
4.4.2. Extrusora 2 (EXTLES65_6): NORM (33.2, 1.18)
Ilustración N°27 - <Análisis del Input Analyzer – EXTLES65_6
Fuente: Input Analyzer
En base a la gráfica anterior, se puede observar que presenta una distribución Normal , la cual
si cumple con el p-value requerido, concluyendo con ello que cuenta con un buen ajuste
Ilustración N°28- <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Según la ilustración 27, respecto al error de cada tipo de distribución se recomienda el uso de
la Distribución Normal, la cual es una de las distribuciones más utilizadas en estudios de
confiabilidad de equipos y que a su vez se encuentra dentro de los tipos de distribuciones a usar
para el análisis del tiempo de vida de las extrusoras en el área de Extrusión.
4.4.3. Extrusora 3 (EXTLES80_6): NORM (18.2, 1.34)
Ilustración N° 29- <Análisis del Input Analyzer – EXTLES80_6=
Fuente: Input Analyzer
En base a la gráfica en relación, se obtiene una distribución Normal, la cual tiene un P-value
de 0.75, el cual es mayor al 0.05 y un KS de 0.15, indicando con ello que se cuenta con un
buen ajuste.
Ilustración N°30 - <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Según la ilustración, respecto al error de cada tipo de distribución se recomienda el uso de la
distribución Normal, ya que presenta el menor error y es una de las distribuciones más
utilizadas en estudios de confiabilidad de equipos y que a su vez se encuentra dentro de los
tipos de distribuciones a usar para el análisis del tiempo de vida de las extrusoras en el área de
Extrusión.
4.5. Tiempo de llegada:
En la empresa Plastics Industrial, para la fabricación de tubos de PVC, el tiempo entre llegadas
es algo que no se puede anticipar en los pedidos, es por ello que se procederá a analizar los
datos que se otorgaron, para ello es indispensable saber qué tipo de distribución usar para este
evento. Según el informe Modelos de probabilidad en Transporte e ingeniería, Usos comunes
y ajuste de Datos (2019), la Distribución Gamma se considera una generalización de la
Exponencial de media 1 �㔆 ⁄ ya que mientras la Exponencial modela el tiempo de espera del
evento de interés, la Gamma modela el tiempo de espera a que ocurra el k-ésimo evento.
Agregados a ello el Departamento de Estadística de la Universidad de Madrid en su ensayo de
Teoría de Colas (2015), asume que los sistemas de colas suelen contener incertidumbre. En
particular, los tiempos entre llegadas de clientes y los tiempos de servicios no se conocen con
antelación de forma exacta. Para modelar esta incertidumbre, es muy habitual valerse de la
Distribución Exponencial.
Con lo mencionado anteriormente se deduce que se debe prestar más atención a aquello que
nos reporta más beneficio para lo cual para este evento sería posible la aplicación del Principio
de Pareto, el cual trata de priorizar y trabajar pensando en los resultados gestionando mejor el
tiempo produciendo más en menos. De esta manera se debe potenciar el tiempo libre para que
este sea reinvertido y utilizado en otras actividades de la empresa productora de tubos PVC
para asegurar el crecimiento. Es por ello que se debe utilizar la Distribución Erlang ya que
según el artículo de Parámetros esenciales para el cálculo de la D. Erlang (2015), dicha método
permite establecer el nivel de diferencia entre cada llegada para cumplir con el 80% de nivel
de servicio esperado, evitando de este modo que se acumule más del 20% de llegadas
desatendidas o que este porcentaje deba esperar más de 20 segundos para ser atendido.
De esta manera podemos deducir que para el análisis en el Input Analyzer del evento de tiempo
de llegadas se deben aplicar los siguientes métodos:
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
✓ Distribución Erlang
✓ Distribución Exponencial
✓ Distribución Normal
• TELLT1_6: NORM (5.94, 1.22)
Ilustración N °31 - <Análisis del Input Analyzer – TELLT1_6=
Fuente: Input Analyzer
Como se puede observar la distribución que arrojó el input analyzer fue la Distribución Beta,
la cual según un artículo de la ESAN, La distribución de probabilidades para el éxito de un
proyecto (2019), detalla que dicha distribución suele emplearse para determinar la duración y
el costo de una actividad, lo cual no corresponde al análisis del tiempo de llegada que se quiere
interpretar por consiguiente, se tiene que elegir las opciones de la lista de distribuciones
recomendadas para el análisis del evento en el área de recepción, las cuales pueden ser
Distribución exponencial, Erlang o Normal, por lo que se debe observar la lista de los métodos
que recomienda en el Fit All Sumary, obteniendo los siguientes resultados:
Ilustración N°32- <Análisis de posibles Distribuciones (Fit All Sumary)=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Según la figura 33, se observa que la Distribución Normal es la que menor error posee de la
lista de distribuciones que arrojo el Fit All Sumary, la cual se encuentra dentro de los métodos
recomendados en el informe.
Ilustración N° 33- <Análisis con Distribución Normal – TELLT1_6=
Fuente: Input Analyzer
Aplicando la Distribución Normal como se observa en la figura 34, posee una expresión igual
a NORM (5.94, 1.22) con un error igual a 0.001079 siendo mayor al mínimo requerido, con
ello se puede dar como fiable los datos obtenidos por el Input Analyzer.
• TELLT2_6: NORM (8.58, 0.903)
Ilustración N°34- <Análisis con Distribución Normal – TELLT2_6=
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Input Analyzer
Como se puede observar la distribución que arrojó el input analyzer fue la Distribución Normal,
la cual, según un artículo de la ESAN, La distribución de probabilidades para el éxito de un
proyecto (2019), esta representación muestra cómo se distribuye la probabilidad de una
variable continua. Se utiliza para modelar con precisión el tiempo y la estimación de costos en
la gestión de proyecto, lo cual corresponde al análisis del tiempo de llegada que se quiere
interpretar, por consiguiente, se registrara dicho resultado.
• TELLT3_6: NORM (7.04, 1.28)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Ilustración N°35- <Análisis del Input Analyzer – TELLT3_6=
Fuente: Input Analyzer
Según la figura 36, se observa que la Distribución Normal es la que menor error posee de
la lista de distribuciones que arrojo el Input Analyzer, la cual posee una expresión NORM
(7.04, 1.28), cuyo método se encuentra dentro de las 3 distribuciones recomendadas según
los estudios encontrados.
5. Diseño del modelo de simulación discreta
5.1 Análisis del sistema
5.1.1 Eventos posibles
1. Arribo del sistema
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
2. Ingresar a la cola i(i=1)
3. Salir de la cola i (i=1)
4. Inicio del servidor J (J =1,2)
5. Salir del servidor J (J =1,2)
6. Ingresar a la cola i (i =2,3,4)
7. Salir de la cola i (i=2,3,4)
8. Inicio del servidor k (k =1,2,3)
9. Salir del servidor k (k =1,2,3)
10. Ingresar a la cola i (i=5,6,7)
11. Salir de la cola i (i=5,6,7)
12. Inicio del servidor m(m=1)
13. Salir del servidor m(m=1)
14. Abandono de cola i
15. Inicio del servidor L (L = 1,2)
16. Salir del servidor L (L = 1,2)
17. Fin del sistema
18. Iniciar espera del servidor J
19. Finalizar espera del servidor J
20. Iniciar espera del servidor K
21. Finalizar espera del servidor K
22. Iniciar espera del servidor L
23. Finalizar espera del servidor L
24. Iniciar espera del servidor M
25. Finalizar espera del servidor M
5.1.2 Eventos Principales
1. Arribo al sistema
2. Fin del servidor j (j=1.2)
3. Fin del servidor k (k=1,2.3)
4. Fin del servidor L (l=1,2)
5. Fin del servidor M (M=1)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
5.2 Diagrama de Relación de Eventos
EVENTO ARRIBO AL SISTEMA
1 2.1
RM =TLL
TELL
1 19.1 4.j
TLL= RM+TELL TS1
5.j
EVENTO FIN DE SERVICIO J:
5.j 6.1 3.1 4.j
TS1
5.j
21.K 8.k
TS1= RM+TELL
TS2
9.K TFS= RM+TS2
EVENTO FIN DE SERVICIO K:
5.j 10.i 7.i 8.K
9.K
23.L 15.L
TS1= RM+TELL
16.L TFS= RM+TS2
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
EVENTO FIN DE SERVICIO L:
16.L 17.i 11.i 22.M
TS1= RM+TELL
15.L
15.L TFS= RM+TS2
16.L
5.3 Diagrama de Flujos de Eventos
• ARRIBO SISTEMA
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
• Fin de servidor J
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
• Fin de Servidor K
• Fin de Servidor L
• Fin de Servidor M
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
• Inicializar valores
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
6. Verificación y Validación del Simulador
Ilustración N° 36 – Modelo Actual (15% de fallo en la Extrusora)
Fuente: Elaboración propia
La empresa PLASTICS INDUSTRIAL con la finalidad de elaborar tubos y otros accesorios de PVC emplea un proceso de fabricación que incluye
una totalidad de 5 áreas, en las cuales se han considerado 1 empleado para cada servidor, a su vez se han seleccionado los 3 principales productos
entre los que se encuentran los tubos de 160, 200 y 105 respectivamente. Como se puede observar en su representación respectiva en el programa
Arena el TLlegada se colocó para cada producto con su respectivo atributo (1, 2 y 3) los cuales pasan a formar una sola cola con el elemento Hold,
de esta manera pasan al área de mezclado el cual consta de 2 máquinas, es decir de 2 servidores, en el cual se procedió a colocar un Decide para
que ocupen la mezcladora con menor cola. Luego de pasar por dichas áreas se tienen que distribuir en 3 colas para el ingreso al área de extrusión,
el cual consta de 3 servidores con sus respectivas colas, por ello se tuvo que colocar un PickStation, los productos de estas áreas poseen un 15%
de fallos para lo cual se procedió con la aplicación del Decide con un 85% de efectividad. Dichos fallos son pulverizados en la Trituradora para
después ser eliminados mientras el 85% restante de los productos en buen estado pasan a formar dos colas (PickStation) para cada Acampanadora
la cual con el Decide se procede a separar los productos de acuerdo con la identificación del producto colocado en los atributos (1= tubo de 160,
2= tubo de 200 y el resto tubos de 105) para finalmente despachar los productos en sus respectivas salidas.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
7.Análisis de resultados
En este punto se configura y analiza la cantidad requerida de corridas para un nivel de
confianza de 95% y un error máximo del 10% de la media para el tiempo en el sistema
y los tamaños de colas significativos, lo cual nos permite realizar un análisis de la
situación actual en la empresa PLASTICS INDUSTRIAL y de los posibles escenarios
que se detallarán posteriormente.
7.1 Determinación del número de corridas óptimo
Por lo tanto, para obtener un nivel de confianza de 95% y un error máximo del 10%
sobre el valor de la media de cada indicador, el modelo se ha corrido desde el inicio con
un total de 30 replicaciones para poder identificar la cantidad necesaria de réplicas o
corridas.
Tabla N 10- Cantidad de corridas óptimas8 30 replicaciones)
IDENTIFIER AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 1.88 0.136 0.0508 1.56 2.44 30 0.188 3
TamColaAcampanadora2 1.3 0.114 0.0424 0.948 1.58 30 0.13 4
TamColaExtrusora1 0.817 0.00897 0.00335 0.808 0.849 30 0.0817 1
TamColaExtrusora2 0.599 0.0179 0.00669 0.579 0.679 30 0.0599 1
TamColaExtrusora3 0.0727 0.00521 0.00195 0.0675 0.0919 30 0.00727 3
TamColaTrituradora 0.0373 0.0116 0.00432 0 0.0506 30 0.00373 41
TSistemaTubo105 176 3.29 1.23 170 189 30 17.6 1
TSistemaTubo160 182 3.43 1.28 179 190 30 18.2 1
TSistemaTubo200 188 2.79 1.04 176 191 30 18.8 1
Fuente: Elaboración propia
En base a la tabla anterior se detalló el cálculo del N óptimo, del cual se obtuvo que la
cantidad de corridas es de 41 réplicas. En base a ello se realizó una nueva corrida donde
se obtuvo 32 replicaciones, es decir una menor cantidad de réplicas, como se puede
observar en la tabla siguiente
Tabla N 11- Cantidad de corridas óptimas (41 replicaciones)
IDENTIFIER AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 1.88 0.116 0.0367 1.56 2.44 41 0.188 2
TamColaAcampanadora2 1.3 0.097 0.0306 0.948 1.58 41 0.13 3
TamColaExtrusora1 0.817 0.00768 0.00242 0.808 0.849 41 0.0817 1
TamColaExtrusora2 0.598 0.0154 0.00486 0.579 0.679 41 0.0598 1
TamColaExtrusora3 0.0721 0.00456 0.00144 0.0675 0.0919 41 0.00721 2
TamColaTrituradora 0.0364 0.0101 0.00318 0 0.0506 41 0.00364 32
TSistemaTubo105 176 3.03 0.955 170 189 41 17.6 1
TSistemaTubo160 182 3.16 0.996 179 190 41 18.2 1
TSistemaTubo200 188 2.38 0.752 176 191 41 18.8 1
Con relación a lo detallado anteriormente, se concluye que el número de replicaciones
a cumplir con el 95% de seguridad y un error respecto a la media del 10% es de 41
réplicas.
7.2 Análisis estadísticos de los resultados
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tras el uso del Output Analyzer se analizará el análisis estadístico de los resultados
obtenidos, luego de las 41 réplicas con el fin de obtener los resultados para la
fabricación de tubos de la empresa PLASTICS INDUSTRIAL S.A.C para cada procexo
en la elaboración de dichos productos. En la siguiente figura, se muestra el intervalo de
confianza para los indicadores al 95% de confianza.
Tabla N° 12- Resultados Modelo actual
Identificador Modelo actual 30
TSistemaTubo200 187.93
TSistemaTubo105 177.92
TSistemaTubo160 180.36
TamColaMezcladoras 54.147
TamColaExtrusora3 0.07053
TamColaExtrusora2 0.59522
TamColaExtrusora1 0.81742
TamColaTrituradora 0.02975
TamColaAcampanadora2 1.3263
TamColaAcampanadora1 1.8864
Tubo200.WIP 18.009
Tubo105.WIP 21.435
Tubo160.WIP 25.836
Trituradora.Utilization 26.79%
Extrusora3.Utilization 62.17%
Extrusora2.Utilization 91.70%
Extrusora1.Utilization 96.54%
Acampanadora1.Utilization 87.00%
Acampanadora2.Utilization 76.69%
Mezcladora2.Utilization 100.00%
Mezcladora1.Utilization 100.00%
Nivel de atencion Tubos 160 0.17
Nivel de atencion Tubos 200 0.17
Nivel de atencion Tubos 105 0.18
Promedio de eliminación de
desechos 5.756097561
Tipo de operario en el sistema
Mezcladora1 1
Mezcladora2 1
Extrusora1 1
Extrusora2 1
Extrusora3 1
Acampanadora1 1
Acampanadora2 1
Trituradora 1
Costo operativo S/ 6,327.76
Fuente: Elaboración propia
Entre los resultados más resaltantes se puede observar que el porcentaje de utilización de las
mezcladoras está en su máxima capacidad (100%), es decir que el empleado tiene que disponer
de todo su tiempo para la utilización de esta máquina, lo cual no es apto para su desempeño.
Agregado a ello la extrusora 1 y 2 poseen un alto porcentaje de utilización a comparación de la
extrusora 3 con un 20% adicional de tiempo de uso. Por último, la estadía de los productos en
el proceso de los tubos 200, 105 y 160 es de 18,21 y 25 minutos respectivamente, un valor
considerable apto para el desempeño en la fabricación pero aún mejorable, es por ello que en
los siguientes escenarios se buscara optimizar aun más el proceso de fabricación de tubos.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
8. Resultados de Simulación
8.1 Recolección y presentación de resúmenes estadísticos de múltiples escenarios
8.1.1 Escenario 1
Según lo visto anteriormente el requerimiento de operarios para la situación actual en cada máquina de la empresa Plastics Industrial es de
una persona, en este primer escenario, se aumentó y se redujo la cantidad de operarios en algunas maquinas, con la finalidad de reducir el
porcentaje de utilización, y con ello el costo operativo. En consecuencia, se agregaron tres operarios, para la maquina mezcladora 1y 2
respectivamente, asimismo la misma cantidad se pudo adicionar para las maquinas extrusoras 1 y 2, al igual que en la maquina
acampanadora, y el resto de las máquinas permanecieron con solo 1 operario.
Ilustración N° 37 – Escenario 1
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N° 13- Resultados Escenario 1
Identificador Escenario 1
TSistemaTubo200 161.47
TSistemaTubo105 151.89
TSistemaTubo160 152.31
TamColaMezcladoras 6.4091
TamColaExtrusora3 4.0487
TamColaExtrusora2 4.0984
TamColaExtrusora1 4.6353
TamColaTrituradora 0.72707
TamColaAcampanadora2 7.1324
TamColaAcampanadora1 7.3529
Tubo200.WIP 14.436
Tubo105.WIP 16.873
Tubo160.WIP 19.718
Trituradora.Utilization 64.01%
Extrusora3.Utilization 90.46%
Extrusora2.Utilization 93.01%
Extrusora1.Utilization 95.60%
Acampanadora1.Utilization 87.72%
Acampanadora2.Utilization 85.38%
Mezcladora2.Utilization 97.93%
Mezcladora1.Utilization 99.93%
Nivel de atencion Tubos 160 0.332667732
Nivel de atencion Tubos 200 0.328917051
Nivel de atencion Tubos 105 0.337429112
Promedio de eliminación de
desechos 13.92682927
Tipo de operario en el sistema
Mezcladora1 3
Mezcladora2 3
Extrusora1 3
Extrusora2 3
Extrusora3 1
Acampanadora1 3
Acampanadora2 1
Trituradora 1
Costo operativo S/ 5,640.03
Fuente: Elaboración propia
De la tabla en relación, se observa que con la variación realizada en los operarios el
costo operativo disminuyó en S/.687.73, es decir el costo se redujo en un 10.87%
comparado con el actual, pero podemos observar que el porcentaje de utilización para
las mezcladoras aún siguen siendo altas. Por ello en los siguientes escenarios
emplearemos mayores operarios para el uso de las máquinas en el proceso de
fabricación de tubos en la empresa PLASTIC INDUSTRIA S.A.C.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
8.1.2 Escenario 2
En este escenario, se modificó de igual forma la cantidad de operarios para la empresa Plastics Industrial, con el fin de reducir el porcentaje
de utilización y el costo operativo. En el caso de la mezcladora, tenemos a la mezcladora 1 y 2, a las cuales se le agregaron 6 y 3 operarios
respectivamente. De igual forma tenemos la extrusora 1 y 2 a la cual se le adiciono 3 operarios a cada una, por último, tenemos a la
acampadora 1, a la cual también se le añadió 3 operarios. Cabe mencionar que el resto de las maquinas se permanecieron con solo un
operario.
Ilustración N° 38 – Escenario 2
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N 14- Resultados Escenario 2
Identificador Escenario 2
TSistemaTubo200 77.204
TSistemaTubo105 60.576
TSistemaTubo160 67.204
TamColaMezcladoras 1.81E-04
TamColaExtrusora3 0.01505
TamColaExtrusora2 0.07816
TamColaExtrusora1 0.63491
TamColaTrituradora 1.6096
TamColaAcampanadora2 0.81306
TamColaAcampanadora1 1.3328
Tubo200.WIP 8.5308
Tubo105.WIP 8.6338
Tubo160.WIP 10.727
Trituradora.Utilization 75%
Extrusora3.Utilization 14%
Extrusora2.Utilization 67%
Extrusora1.Utilization 93%
Acampanadora1.Utilization 85%
Acampanadora2.Utilization 74%
Mezcladora2.Utilization 47%
Mezcladora1.Utilization 85%
Nivel de atencion Tubos 160 0.69110577
Nivel de atencion Tubos 200 0.65523156
Nivel de atencion Tubos 105 0.70701837
Promedio de eliminación de
16.4878049
desechos
Tipo de operario en el sistema
Mezcladora1 6
Mezcladora2 3
Extrusora1 6
Extrusora2 6
Extrusora3 1
Acampanadora1 4
Acampanadora2 4
Trituradora 1
Fuente: Elaboración propia Costo operativo S/ 4,240.12
De acuerdo con la tabla, se observa que el principal problema que se tenía en la
utilización de las mezcladoras se redujo en un 15% para la mezcladora I siendo un
porcentaje considerablemente alto. Agregado a ello podemos observar que para el resto
de las primeras máquinas en cada área el porcentaje de utilización en alto a comparación
del resto de máquinas del mismo tipo. Por último, la estadía de los productos en su
proceso de elaboración disminuyo en un 50% comparándolo con el modelo actual. Con
ello nos podemos percatar que el incremento de servidores ayuda en la optimización de
la producción considerando que es un input controlable por lo cual es correcto la
propuesta de mejora en este escenario.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
8.1.3 Escenario 3
Como se pudo observar anteriormente las máquinas tipo I de cada área siguen con un porcentaje de utilización alto por ello para la propuesta
de este escenario, se procede a ejecutar de igual manera aumentos y reducciones en la cantidad de operarios, primero tenemos a la
mezcladora 1, a la cual se agregaron 9 operarios, en cambio a la mezcladora 2, se le han eliminado los operarios. Luego tenemos a la
extrusora, en el caso de la extrusora 1, se le adiciono 20 operarios, en contraste con la extrusora 2 y 3, permanecieron con solo 1 operario
cada uno. De igual forma tenemos a la acampanadora 1, a la cual se le agrego 10 operarios, y a la acampanadora 2 a la cual se le eliminaron
los operarios. Por último, tenemos a la trituradora 1, la cual permaneció con solo 1 operario. Es preciso señalar que se realizan estas
variaciones con la finalidad de poder minimizar el tanto el costo operativo, como el porcentaje de utilización.
Ilustración N° 39 – Escenario 3
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N 14- Resultados Escenario 3
Identificador Escenario 3
TSistemaTubo200 83.339
TSistemaTubo105 79.256
TSistemaTubo160 68.796
TamColaMezcladoras 1.01E-04
TamColaExtrusora3 0
TamColaExtrusora2 0.00E+00
TamColaExtrusora1 0
TamColaTrituradora 1.93E+00
TamColaAcampanadora2 1.2019
TamColaAcampanadora1 0.36904
Tubo200.WIP 9.2791
Tubo105.WIP 10.909
Tubo160.WIP 11.447
Trituradora.Utilization 77%
Extrusora3.Utilization 0%
Extrusora2.Utilization 0%
Extrusora1.Utilization 65%
Acampanadora1.Utilization 78%
Acampanadora2.Utilization 0%
Mezcladora2.Utilization 0%
Mezcladora1.Utilization 73%
Nivel de atencion Tubos 160 0.66985265
Nivel de atencion Tubos 200 0.62931034
Nivel de atencion Tubos 105 0.64124294
Promedio de eliminación de
desechos 16.804878
Tipo de operario en el sistema
Mezcladora1 9
Mezcladora2 0
Extrusora1 20
Extrusora2 1
Extrusora3 1
Acampanadora1 10
Acampanadora2 0
Trituradora 1
Costo operativo S/ 5,138.54
Fuente: Elaboración propia
En base a la tabla anterior, con el fin de minimizar la utilización de las maquinas tipo I
en cada área se consideró la idea de aumentar de una manera altamente proporcionada
empleados para estas máquinas. Con ello también se dará a ver que sucede si trabajamos
con un tipo de máquina para cada área con el fin de minimizar costos.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
8.2 Análisis de Costo
De acuerdo con las simulaciones que se hizo en el programa arena, se obtuvo los
resultados del modelo actual y de los diferentes escenarios propuestos, en el cuadro
podemos observar la comparación entre ellos:
Tabla N°15 - Comparación de escenarios
Fuente: Elaboración propia
De la tabla se puede observar los datos de la empresa PLASTISC INDUTRIAS S.A.C
en relación con el sueldo mensual para cada operario en cada tipo de máquina y el
número de días trabajados por mes con el fin de obtener los costos operativos en cada
escenario.
Tabla N°16- Datos de la empresa
Fuente: Elaboración propia
Tabla N° 17- Numero de operarios por sistema
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Fuente: Elaboración propia
Con los datos ingresados para cada escenario con respecto a la cantidad de servidores que se
adecuaron en cada propuesta para los escenarios se procede con el cálculo de los costos
operativos.
Tabla N°18- Costo operativo por sistema
Fuente: Elaboración propia
Fórmula para la obtención del Costo operativo:
�㔶ÿ = ∑(āÿ�㕠�㔴�㕟�㕒ÿ × �㕆�㕢þ�㕙ý�㕜) + �㕊�㔼Ā�㕇�㕢Ā�㕜 × �㔶�㔸 + Ā�㔸 × �㔶�㔸�㔿
CO = Costo operativo (S/.)
QOs = Cantidad de operarios por área (operarios)
Sueldo= Jornal diario (S/. /operario)
WIP = Estadía en proceso por cada tipo de tubo (min)
CE= Costo de estadía (S/. / min)
PE= Promedio de eliminación (unid.)
CEL= Costos de eliminación de productos defectuosos (S/. /unid)
Ilustración N° 40- Grafico de barras de costo operativos
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9. Análisis de resultado actual y el mejor escenario
9.1 Situación actual
Se observa que la situación actual de la empresa se tiene un Tsistema de los pedidos 1,
2 y 3 de 187.93, 177.92 y 180.36 minutos, con una estadía para cada pedido de 18,
21.44 y 25.84 minutos. Por otro lado, se tiene las utilizaciones de los servidores
superiores al 85% según la norma OIT; debido a ello, conlleva a un costo operativo de
S/6,327.76(nuevos soles) al día. Con dichos resultados proporcionados será necesario
aplicar acciones con el fin de disminuir los indicadores del sistema y la carga de los
operarios en los servidores.
9.2 Situación de Mejora
Respecto a las situaciones de mejora, se consideró para al aspecto de la saturación
agregar un operario más en los servidores 1, 2, 3, 4 y 6. El cual solo mejoró el nivel de
saturación del servidor 1; sin embargo, respecto a los servicios 2, 3 y 4 no se pudo hallar
mucha diferencia. Debido a ello, se propuso emplear una mayor cantidad de servidores
en el siguiente escenario en el cual no se observó muchos cambios. Recién con 30
empleados en el servidor 2, 10 en el servidor 3 y eliminar el servidor 4 ya que no había
participación de operarios se puedo mejorar significativamente los indicadores del
sistema. Así mismo, debido a que el costo por servidor depende más del funcionamiento
del servidor que de contratar más operarios en ese mismo servidor, el costo operativo
no se ve afecta; sin embargo, plasmándolo en la realidad sería bueno considerar ese
apartado como adicional al costo. Debido a ello, al eliminar el servidor 4, el costo
operativo de la propuesta 3 es el mejor a nivel de utilización de servidores y a nivel de
uso de recursos con un valor de S/4240.12 nuevos soles. Debido a ello, será
recomendable automatizar mejor los servidores 2 y 3 con el fin de poseer mejor uso de
personal y tener un costo operativo funcional según lo visto en la mejora.
9.3 Mejor escenario (Escenario 2)
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
La mejor propuesta seria elegir la mejora 2 contratando 5 y 2 empleados adicional en
la Máquina Mezcladora 1 y 2 respectivamente, los servidores de extrusión 1 y 2
aumentar 5 operarios a cada uno. Así mismo automatizar el proceso en los servidores
para disminuir los costos por capacidad de usuarios obteniendo un costo operativo de
S/4,240.12 nuevos soles.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.4 Variación del Modelo (Modelo sin Trituradora)
9.4.1. Modelo
Ilustración N° 41- Modelo sin trituradora
Fuente: Elaboración propia
Con la finalidad de observar y comparar propuestas de mejora en la optimización del proceso de fabricación de tubos, se consideró la exclusión
de la trituradora, es decir una empleabilidad de 4 áreas, en las cuales se han considerado 1 empleado para cada máquina, al igual que en el modelo
principal se han seleccionado los 3 principales productos entre los que se encuentran los tubos de 160, 200 y 105 respectivamente. Siendo el
cambio principal durante las salidas de los productos en al área de extrusión, el cual consta de 3 servidores con sus respectivas colas, por ello la
necesidad colocar un PickStation. Ello prosigue con la formación de dos colas (PickStation) para cada Acampanadora la cual con el Decide se
procede a separar los productos de acuerdo con la identificación del producto colocado en los atributos (1= tubo de 160, 2= tubo de 200 y el resto
tubos de 105) para finalmente despachar los productos en sus respectivas salidas
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.4.2 Análisis de resultados
En este punto se configura y analiza la cantidad requerida de corridas para un nivel de
confianza de 95% y un error máximo del 10% de la media para el tiempo en el sistema
y los tamaños de colas significativos, lo cual nos permite realizar un análisis de la
situación actual y de los posibles escenarios.
9.4.3 Determinación del número de corridas óptimo
Por lo tanto, para obtener un nivel de confianza de 95% y un error máximo del 10%
sobre el valor de la media de cada indicador, el modelo se ha corrido desde el inicio un
total de 30 replicaciones para poder identificar después la cantidad necesaria de réplicas
o corridas.
Tabla N 19- Cantidad de corridas óptimas (30 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 2.98 0.42 0.157 2.21 3.93 30 0.298 9
TamColaAcampanadora2 2.4 0.453 0.169 1.39 3.46 30 0.24 15
TamColaExtrusora1 0.814 0.0257 0.0096 0.769 0.869 30 0.0814 1
TamColaExtrusora2 0.594 0.0371 0.0139 0.522 0.669 30 0.0594 2
TamColaExtrusora3 0.0798 0.0365 0.0136 0.0144 0.166 30 0.00798 88
TamColaMezcladoras 54.1 1.53 0.573 51.1 58.5 30 5.41 1
TSistema1Tubo105 177 18.1 6.75 141 203 30 17.7 5
TSistema1Tubo160 181 8.85 3.3 157 197 30 18.1 1
TSistema1Tubo200 185 12.1 4.5 154 206 30 18.5 2
Fuente: Elaboración propia
En base a la tabla anterior se detalló el cálculo del N óptimo, del cual se obtuvo que la
cantidad de corridas es de 88 réplicas. En base a ello se realizó una nueva corrida donde
se obtuvo 90 replicaciones, como se puede observar en la tabla siguiente
Tabla N 20- Cantidad de corridas óptimas (88 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 2.97 0.37 0.0784 2.18 3.93 88 0.297 7
TamColaAcampanadora2 2.38 0.411 0.0872 1.39 3.46 88 0.238 12
TamColaExtrusora1 0.812 0.0351 0.00744 0.717 0.891 88 0.0812 1
TamColaExtrusora2 0.591 0.0447 0.00946 0.468 0.684 88 0.0591 3
TamColaExtrusora3 0.0741 0.0354 0.00749 0.00473 0.166 88 0.00741 90
TamColaMezcladoras 54 1.26 0.267 51.1 58.5 88 5.4 1
TSistema1Tubo105 178 17.1 3.63 139 219 88 17.8 4
TSistema1Tubo160 180 8.95 1.9 157 198 88 18 1
TSistema1Tubo200 187 11.8 2.5 154 221 88 18.7 2
Fuente: Elaboración propia
Con relación a ello se realizó otra corrida, donde se obtuvo 89 replicaciones, como se
detalla en la siguiente tabla.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N 21- Cantidad de corridas óptimas (90 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 2.96 0.373 0.0781 2.18 3.93 90 0.296 7
TamColaAcampanadora2 2.37 0.417 0.0874 1.39 3.46 90 0.237 13
TamColaExtrusora1 0.812 0.0351 0.00735 0.717 0.891 90 0.0812 1
TamColaExtrusora2 0.59 0.0449 0.0094 0.468 0.684 90 0.059 3
TamColaExtrusora3 0.0739 0.035 0.00734 0.00473 0.166 90 0.00739 89
TamColaMezcladoras 54 1.27 0.266 51.1 58.5 90 5.4 1
TSistema1Tubo105 178 17 3.55 139 219 90 17.8 4
TSistema1Tubo160 181 9.1 1.91 157 198 90 18.1 2
TSistema1Tubo200 187 11.7 2.46 154 221 90 18.7 2
Fuente: Elaboración propia
En base a ello, se concluye que el número de replicaciones a cumplir con el 95% de
seguridad y un error respecto a la media del 10% es de 90 réplicas.
9.4.4 Análisis estadísticos de los resultados
Tras el uso del Output Analyzer se analizará el análisis estadístico de los resultados
obtenidos, luego de las 90 réplicas. En la siguiente figura, se muestra el intervalo de
confianza para los indicadores al 95% de confianza.
Tabla N° 22- Resultados Modelo sin trituradora
Identificador Modelo actual 30
TSistemaTubo200 187.76
TSistemaTubo105 179.33
TSistemaTubo160 181
TamColaMezcladoras 54.032
TamColaExtrusora3 0.07388
TamColaExtrusora2 0.5901
TamColaExtrusora1 0.81188
TamColaAcampanadora2 2.3674
TamColaAcampanadora1 2.9621
tubo200.WIP 18.568
tubo105.WIP 22.147
tubo160.WIP 26.31
trituradora.Utilization 26.79%
extrusora3.Utilization 62.11%
extrusora2.Utilization 91.70%
extrusora1.Utilization 96.53%
acampanadora1.Utilization 87.00%
acampanadora2.Utilization 81.10%
mezcladora2.Utilization 100.00%
mezcladora1.Utilization 100.00%
Nivel de atencion Tubos 160 0.18
Nivel de atencion Tubos 200 0.17
Nivel de atencion Tubos 105 0.18
Tipo de operario en el sistema
mezcladora1 1
mezcladora2 1
extrusora1 1
extrusora2 1
extrusora3 1
acampanadora1 1
acampanadora2 1
Costo operativo S/ 6,387.25
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.4.5 Resultados de Simulación
9.4.5.1 Recolección y presentación de resúmenes estadísticos de múltiples
escenarios
• Escenario 1
Según la situación actual, el requerimiento de los operarios en todas las
maquinas, para la empresa es de un solo 1 operario, por ello, en esta
variación del modelo actual sin trituradora, se variarán la cantidad de
operarios en algunas maquinas e, con la finalidad de reducir el porcentaje de
utilización, y con ello el costo operativo. La variación de los operarios es la
misma que se realizó en el escenario 1 para así poder realizar una debida
comparación
Tabla N° 23- Resultados de Escenario 1 sin trituradora
Identificador Escenario 1
TSistemaTubo200 154.73
TSistemaTubo105 143.84
TSistemaTubo160 142.11
TamColaMezcladoras 6.7046
TamColaExtrusora3 4.0233
TamColaExtrusora2 4.0864
TamColaExtrusora1 4.6072
TamColaAcampanadora2 10.185
TamColaAcampanadora1 10.465
tubo200.WIP 15.745
tubo105.WIP 18.66
tubo160.WIP 21.873
trituradora.Utilization 64.01%
extrusora3.Utilization 90.55%
extrusora2.Utilization 93.01%
extrusora1.Utilization 95.62%
acampanadora1.Utilization 88.10%
acampanadora2.Utilization 86.17%
mezcladora2.Utilization 98.00%
mezcladora1.Utilization 99.95%
Nivel de atencion Tubos 160 0.34
Nivel de atencion Tubos 200 0.33
Nivel de atencion Tubos 105 0.33
Tipo de operario en el sistema
mezcladora1 3
mezcladora2 3
extrusora1 3
extrusora2 3
extrusora3 1
acampanadora1 3
acampanadora2 1
Costo operativo S/ 5,933.35
Fuente: Elaboración propia
En base a la tabla anterior, se obtiene un costo operativo de S./ 5933.35, para
la fabricación de los tubos de la empresa, dicho con relación al costo del
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
modelo sin trituradora, se reduce en S./453.9, que representa un 7.11% de
disminución. Cabe mencionar que con esta variación el porcentaje de
utilización ha aumentado; en base a ello se relazará otro escenario
aumentando la cantidad de operarios para poder llegar a la disminución de
esta.
• Escenario 2
En este escenario, se modificó de igual manera la cantidad de operarios, con
el objetivo de reducir el porcentaje de utilización y el costo operativo.
Asimismo, se realizó la misma variación que el del segundo escenario, para
con ello identificar si con la misma cantidad de operarios, si aumenta o
disminuye en la fabricación de la empresa.
Tabla N° 24- Resultados del Escenario 2 sin trituradora
Identificador Escenario 2
TSistemaTubo200 90.421
TSistemaTubo105 74.014
TSistemaTubo160 79.818
TamColaMezcladoras 0.00020224
TamColaExtrusora3 0.02579
TamColaExtrusora2 0.08083
TamColaExtrusora1 0.63081
TamColaAcampanadora2 3.4147
TamColaAcampanadora1 4.114
tubo200.WIP 9.4159
tubo105.WIP 9.7429
tubo160.WIP 12.17
trituradora.Utilization 75.09%
extrusora3.Utilization 17.01%
extrusora2.Utilization 66.00%
extrusora1.Utilization 93.33%
acampanadora1.Utilization 86.50%
acampanadora2.Utilization 83.58%
mezcladora2.Utilization 46.89%
mezcladora1.Utilization 85.36%
Nivel de atencion Tubos 160 0.74
Nivel de atencion Tubos 200 1.41
Nivel de atencion Tubos 105 0.74
Tipo de operario en el sistema
mezcladora1 6
mezcladora2 3
extrusora1 6
extrusora2 6
extrusora3 1
acampanadora1 4
acampanadora2 4
Costo operativo S/ 4,344.59
Fuente: Elaboración propia
Con relación a la tabla anterior, se obtiene un costo operativo de S./4334.59,
dicho en relación con el modelo actual, disminuye en S./ 2042.66, esto
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
quiere decir un 32.13 % de reducción. Luego se tiene de acuerdo con el
escenario 1, en el cual se reduce un S./1588.76, que sería un 26.94%. Del
mismo modo al analizar el porcentaje de utilización, se observa que con esta
variación ha bajado en la acampanadoras 2 y mezcladora 2, por ello se
realizara otro escenario adicionándole más operarios para seguir con esta
reducción para el resto de los servidores de la empresa Plastics Industrial
S.AC.
• Escenario 3
En este escenario, se ejecutó de igual manera, realizando variaciones en la
cantidad de operarios de la empresa Plastics Industrial S.A.C, dicha ha sido
efectuada con las mismas variaciones del escenario 3 del primer modelo,
para con ello hacer una adecuada comparación; es preciso señalar que se
realizan estas variaciones con la finalidad de poder minimizar el tanto el
costo operativo, como el porcentaje de utilización.
Tabla N° 25- Resultados del Escenario 3 sin trituradora
Identificador Escenario 3
TSistemaTubo200 89.68
TSistemaTubo105 85.724
TSistemaTubo160 75.19
TamColaMezcladoras 0.0003016
TamColaExtrusora3 0
TamColaExtrusora2 0
TamColaExtrusora1 0
TamColaAcampanadora2 3.5654
TamColaAcampanadora1 2.9203
tubo200.WIP 10.06
tubo105.WIP 11.755
tubo160.WIP 12.699
trituradora.Utilization 76.99%
extrusora3.Utilization 0.00%
extrusora2.Utilization 0.00%
extrusora1.Utilization 65.34%
acampanadora1.Utilization 84.00%
acampanadora2.Utilization 0.00%
mezcladora2.Utilization 0.00%
mezcladora1.Utilization 72.92%
Nivel de atencion Tubos 160 0.73
Nivel de atencion Tubos 200 0.69
Nivel de atencion Tubos 105 0.70
Tipo de operario en el sistema
mezcladora1 9
mezcladora2 0
extrusora1 20
extrusora2 1
extrusora3 1
acampanadora1 10
acampanadora2 0
Costo operativo S/ 5,189.59
Fuente: Elaboración propia
De acuerdo con la tabla anterior, se obtiene un costo operativo de
S./5189.59, este costo será evaluado con relación al modelo, escenario 1
y 2. En cuanto al modelo actual se reduce en S./1197.66, que sería un
18.75% de disminución, en cuanto al escenario 1, se disminuye en
S./743.76, esto sería un 12.54 %, y por último en el escenario 2, existe
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
una diferencia de aumento de S./845.00, lo cual representa un 16.28%.
De igual forma se evidencia que con estas variaciones se han podido
reducir el porcentaje de utilización de los servidores, en la fabricación
de tubos de la empresa Plastics Industrial.
Tabla N° 26- Costo operativo por sistema
Tipo de operario en el sistema
mezcladora1 1 3 6 9
mezcladora2 1 3 3 0
extrusora1 1 3 6 20
extrusora2 1 3 6 1
extrusora3 1 1 1 1
acampanadora1 1 3 4 10
acampanadora2 1 1 4 0
trituradora 1 1 1 1
Costo operativo S/ 6,387.25 S/ 5,933.35 S/ 4,344.59 S/ 5,189.59
Fuente: Elaboración propia
De la siguiente tabla se observa que después de realizar las variaciones
correspondientes en la cantidad de operarios, el escenario que presenta menor
costo operativo es el escenario 2, con un costo operativo de S./4344.59.
Ilustración N° 42 - Grafico de barras de costo operativos
Fuente: Elaboración propia
9.4.6 Análisis de resultado actual y el mejor escenario
9.4.6.1 Situación actual
Se observa que la situación actual de la empresa se tiene un Tsistema de los
pedidos 1, 2 y 3 de 187.76, 179.93 y 180 minutos, así un WIP para cada pedido
de 18.57, 22.14 y 26.31. Por otro lado, se tiene las utilizaciones de los servidores
superiores al 85% según la norma OIT; debido a ello, conlleva a un costo
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
operativo de S/6,387.25(nuevos soles) al día. Sera necesario aplicar acciones
con el fin de disminuir los indicadores del sistema y disminuir la carga de los
operarios en los servidores
9.4.6.2 Situación de Mejora
Respecto a las situaciones de mejora, se consideró para al aspecto de la
saturación agregar un operario más en los servidores 1, 2, 3, 4 y 6. El cual solo
mejoro el nivel de saturación del servidor 1; sin embargo, respecto a los
servicios 2, 3 y 4 no había mucha diferencia. Debido a ello, se probó con mayor
cantidad de servidores sin muchos cambios. Recién con 30 empleados en el
servidor 2, 10 en el servidor 3 y eliminar el servidor 4 ya que no había
participación de operarios se puedo mejorar significativamente los indicadores
del sistema. Así mismo, debido a que el costo por servidor depende más del
funcionamiento del servidor que de contratar más operarios en ese mismo
servidor, el costo operativo no se ve afecta; sin embargo, plasmándolo en la
realidad sería bueno considerar ese apartado como adicional al costo. Debido a
ello, y al eliminar el servidor 4, el costo operativo del escenario 3 es el mejor a
nivel de utilización de servidores y a nivel de uso de recursos con un valor de
S/4344.59 nuevos soles. Debido a ello, será recomendable automatizar mejor
los servidores 2 y 3 con el fin de poseer mejor uso de personal y tener un costo
operativo funcional según lo visto en la mejora.
9.4 6.3 Mejor escenario
La mejor propuesta seria elegir la mejora 2 contratando 5 y 2 EMPLEADOS
adicional en la Máquina Mezcladora 1 y 2 respectivamente, los servidores de
extrusión 1 y 2 aumentar 5 operarios a cada uno. Así mismo automatizar el
proceso en los servidores para disminuir los costos por capacidad de usuarios
obteniendo un costo operativo de S/4,344.59 nuevos soles.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.5 Variación del Modelo (Modelo con un 75%)
9.5.1 Modelo
Ilustración N° 44 – Modelo con un 75 %
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.5.2. Análisis de resultados
En este punto se configura y analiza la cantidad requerida de corridas para un nivel de
confianza de 95% y un error máximo del 10% de la media para el tiempo en el sistema
y los tamaños de colas significativos, lo cual nos permite realizar un análisis de la
situación actual y de los posibles escenarios.
9.5.2.1 Determinación del número de corridas óptimo
Por lo tanto, para obtener un nivel de confianza de 95% y un error máximo del 10%
sobre el valor de la media de cada indicador, el modelo se ha corrido desde el inicio un
total de 30 replicaciones para poder identificar después la cantidad necesaria de réplicas
o corridas.
Tabla N 27- Cantidad de corridas óptimas (30 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 1.2 0.362 0.135 0.662 1.9 30 0.12 38
TamColaAcampanadora2 0.677 0.354 0.132 0.127 1.4 30 0.0677 115
TamColaExtrusora1 0.818 0.0289 0.0108 0.736 0.865 30 0.0818 1
TamColaExtrusora2 0.597 0.0718 0.0268 0.429 0.771 30 0.0597 7
TamColaExtrusora3 0.072 0.0325 0.0121 0.00654 0.143 30 0.0072 85
TamColaMezcladoras 54.1 1.26 0.469 51.8 56.8 30 5.41 1
TamColaTrituradora 0.159 0.145 0.054 0.00296 0.528 30 0.0159 347
TSistema1Tubo105 174 12.2 4.55 151 204 30 17.4 3
TSistema1Tubo160 176 11.2 4.18 149 198 30 17.6 2
TSistema1Tubo200 186 17.9 6.67 141 218 30 18.6 4
Fuente: Elaboración propia
En base a la tabla anterior se detalló el cálculo del N óptimo, del cual se obtuvo que la
cantidad de corridas es de 347 réplicas. En base a ello se realizó una nueva corrida
donde se obtuvo 408 replicaciones, como se puede observar en la tabla siguiente
Tabla N 28- Cantidad de corridas óptimas (347 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 1.28 0.428 0.0452 0.516 2.8 347 0.128 44
TamColaAcampanadora2 0.75 0.409 0.0431 0.104 2.15 347 0.075 115
TamColaExtrusora1 0.813 0.0327 0.00346 0.713 0.906 347 0.0813 1
TamColaExtrusora2 0.597 0.0509 0.00537 0.429 0.771 347 0.0597 3
TamColaExtrusora3 0.073 0.0361 0.00381 0.00129 0.224 347 0.0073 95
TamColaMezcladoras 54 1.21 0.128 50.5 57.2 347 5.4 1
TamColaTrituradora 0.132 0.136 0.0143 0 0.845 347 0.0132 408
TSistema1Tubo105 175 15.4 1.63 126 214 347 17.5 4
TSistema1Tubo160 178 12.9 1.36 147 219 347 17.8 3
TSistema1Tubo200 188 14.6 1.54 141 228 347 18.8 3
Fuente: Elaboración propia
Con relación a ello se realizó otra corrida, donde se obtuvo de igual forma 408
replicaciones como en la corrida anterior, como se detalla en la siguiente tabla.
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
Tabla N 29- Cantidad de corridas óptimas (408 replicaciones)
AVERAGE STANDARD 0.950 C.I. MINIMUM MAXIMUM NUMBER
IDENTIFIER h* n*
DEVIATION HALF-WIDTH VALUE VALUE OF OBS.
TamColaAcampanadora1 1.27 0.429 0.0417 0.516 2.8 408 0.127 44
TamColaAcampanadora2 0.744 0.407 0.0396 0.104 2.15 408 0.0744 116
TamColaExtrusora1 0.814 0.0333 0.00324 0.713 0.906 408 0.0814 1
TamColaExtrusora2 0.597 0.0497 0.00484 0.429 0.771 408 0.0597 3
TamColaExtrusora3 0.0737 0.0365 0.00356 0.00129 0.224 408 0.00737 96
TamColaMezcladoras 54 1.23 0.119 50.5 57.2 408 5.4 1
TamColaTrituradora 0.133 0.136 0.0133 0 0.845 408 0.0133 408
TSistema1Tubo105 175 15.2 1.48 126 214 408 17.5 3
TSistema1Tubo160 178 12.9 1.26 147 219 408 17.8 3
TSistema1Tubo200 188 14.6 1.42 141 228 408 18.8 3
Fuente: Elaboración propia
En base a ello, se concluye que el número de replicaciones a cumplir con el 95% de
seguridad y un error respecto a la media del 10% es de 408 réplicas, al ser la mayor
cantidad de réplicas obtenidas
9.5.3 Análisis estadísticos de los resultados
Tras el uso del Output Analyzer se analizará el análisis estadístico de los resultados
obtenidos, luego de las 408 réplicas. En la siguiente figura, se muestra el intervalo de
confianza para los indicadores al 95% de confianza.
Tabla N° 30- Resultados Modelo actual
Escenarios Modelo actual (408)
TSistemaTubo200 188.46
TSistemaTubo105 175.15
TSistemaTubo160 177.83
TamColaMezcladoras 54.008
TamColaExtrusora3 0.7371
TamColaExtrusora2 0.59744
TamColaExtrusora1 0.81427
TamColaTrituradora 0.13285
TamColaAcampanadora2 0.74386
TamColaAcampanadora1 1.2687
tubo200.WIP 17.798
tubo105.WIP 21.176
tubo160.WIP 25.176
trituradora.Utilization 44.49%
extrusora3.Utilization 62.46%
extrusora2.Utilization 91.70%
extrusora1.Utilization 96.52%
acampanadora1.Utilization 86.71%
acampanadora2.Utilization 69.43%
mezcladora2.Utilization 100.00%
mezcladora1.Utilization 100.00%
Nivel de atencion Tubos 160 0.23
Nivel de atencion Tubos 200 0.22
Nivel de atencion Tubos 105 0.23
Promedio de eliminación de
desechos 9.77
Tipo de operario en el sistema
mezcladora1 1
mezcladora2 1
extrusora1 1
extrusora2 1
extrusora3 1
acampanadora1 1
acampanadora2 1
trituradora 1
Costo operativo S/ 6,266.22
Fuente: Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
9.5.4. Resultados de Simulación
9.5.4.1 Recolección y presentación de resúmenes estadísticos de múltiples escenarios
• Escenario 1
En relación con la situación actual, el requerimiento mínimo de los operarios en
todas las maquinas, para la empresa es de un solo 1 operario, por ello, en esta
variación del modelo actual con un 75 %, se variarán la cantidad de operarios
en algunas maquinas, con la finalidad de reducir el porcentaje de utilización, y
con ello el costo operativo. La variación de los operarios es la misma que se
realizó en el escenario 1 para el modelo actual, para con ello poder realizar una
debida comparación.
Tabla N° 31- Resultados del Escenario 1 con un 75%
Identicador Escenario 1
TSistemaTubo200 136.86
TSistemaTubo105 127.96
TSistemaTubo160 127.59
TamColaMezcladoras 6.5563
TamColaExtrusora3 4.0273
TamColaExtrusora2 4.0728
TamColaExtrusora1 4.599
TamColaTrituradora 3.1865
TamColaAcampanadora2 4.8438
TamColaAcampanadora1 5.0576
tubo200.WIP 13.811
tubo105.WIP 16.277
tubo160.WIP 19.054
trituradora.Utilization 83.60%
extrusora3.Utilization 90.49%
extrusora2.Utilization 92.99%
extrusora1.Utilization 95.61%
acampanadora1.Utilization 97.45%
acampanadora2.Utilization 84.08%
mezcladora2.Utilization 97.96%
mezcladora1.Utilization 99.93%
Nivel de atencion Tubos 160 2.18
Nivel de atencion Tubos 200 0.44
Nivel de atencion Tubos 105 0.45
Promedio de eliminación de
desechos 18.35
Tipo de operario en el sistema
mezcladora1 3
mezcladora2 3
extrusora1 3
extrusora2 3
extrusora3 1
acampanadora1 3
acampanadora2 1
trituradora 1
Costo operativo S/ 5,514.59
Fuente Elaboración propia
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
De acuerdo con los resultados obtenidos por el escenario, en relación con las
variaciones, se observa que el costo operativo es de S./5514.59, dicho ha
disminuido en S./ 751.63, lo cual sería un 11,99 %. Cabe mencionar que, en
cuanto al porcentaje de utilización, este se ha tenido una mínima reducción, por
lo cual se realizara otro escenario, añadiéndole más operarios. con la finalidad
de poder tener una mayor disminución.
• Escenario 2
De igual forma, en este escenario se modificó la cantidad de operarios, con el
fin de reducir el porcentaje de utilización y el costo operativo. Asimismo, se
realizó la idéntica variación que, en el segundo escenario, para con ello
identificar si con la misma cantidad de operarios, aumenta o disminuye en la
fabricación de la empresa, modificando el porcentaje de falla en la trituradora.
Tabla N° 33- Resultados con el Escenario 2 con un 75%
Identificador Escenario 2
TSistemaTubo200 76.4
TSistemaTubo105 59.65
TSistemaTubo160 64.88
TamColaMezcladoras 0.00017483
TamColaExtrusora3 0.01917
TamColaExtrusora2 0.08049
TamColaExtrusora1 0.63413
TamColaTrituradora 6.4599
TamColaAcampanadora2 0.28514
TamColaAcampanadora1 0.7126
tubo200.WIP 9.3007
tubo105.WIP 9.8723
tubo160.WIP 11.987
trituradora.Utilization 85.40%
extrusora3.Utilization 100.00%
extrusora2.Utilization 81.00%
extrusora1.Utilization 63.00%
acampanadora1.Utilization 85.27%
acampanadora2.Utilization 62.49%
mezcladora2.Utilization 46.96%
mezcladora1.Utilization 85.40%
Nivel de atencion Tubos 160 0.74
Nivel de atencion Tubos 200 0.72
Nivel de atencion Tubos 105 0.74
Promedio de eliminación de
desechos 18.74
Tipo de operario en el sistema
mezcladora1 6
mezcladora2 3
extrusora1 6
extrusora2 6
extrusora3 1
acampanadora1 4
acampanadora2 4
trituradora 1
Costo operativo S/ 4,556.80
Fuente: Elaboración propia
En base a la tabla, se consiguió un costo operativo de S./ 4556.80, el cual con
relación al modelo actual se aminora en S./ 1709.42, esto sería un 27.27% de
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
variación, Asimismo en cuanto al escenario 1, se reduce en S./ 957.79, lo cual se
interpretaría en un 17.37% de disminución. De igual forma en el porcentaje de
utilización, el cual, si ha bajado, principalmente en la extrusora 1, la acampanadora
2 y la mezcladora 2, es por lo cual se planteará un escenario más, con la finalidad
de analizar, si variando la cantidad de operarios, se puede lograr una reducción en
todos los operarios.
• Escenario 3
En este escenario, se ejecutó de igual manera, realizando variaciones en la cantidad
de operarios de la empresa Plastics Industrial S.A.C, dicha ha sido efectuada con
las mismas variaciones del escenario 3 del primer modelo, para con ello hacer una
adecuada comparación; es preciso señalar que se realizan estas variaciones con la
finalidad de poder minimizar el tanto el costo operativo, como el porcentaje de
utilización.
Tabla N° 34- Resultados con el Escenario 3 con un 75%
Identificador Escenario 3
TSistemaTubo200 82.56
TSistemaTubo105 78.53
TSistemaTubo160 67.97
TamColaMezcladoras 0.00021918
TamColaExtrusora3 0
TamColaExtrusora2 0
TamColaExtrusora1 0
TamColaTrituradora 6.3626
TamColaAcampanadora2 0.61863
TamColaAcampanadora1 0.08679
tubo200.WIP 9.9443
tubo105.WIP 11.805
tubo160.WIP 12.732
trituradora.Utilization 84.59%
extrusora3.Utilization 0.00%
extrusora2.Utilization 0.00%
extrusora1.Utilization 65.25%
acampanadora1.Utilization 69.67%
acampanadora2.Utilization 0.00%
mezcladora2.Utilization 0.00%
mezcladora1.Utilization 72.77%
Nivel de atencion Tubos 160 0.72
Nivel de atencion Tubos 200 0.69
Nivel de atencion Tubos 105 0.70
Promedio de eliminación de desechos 18.58
Tipo de operario en el sistema
mezcladora1 9
mezcladora2 0
extrusora1 20
extrusora2 1
extrusora3 1
acampanadora1 10
acampanadora2 0
trituradora 1
Fuente: Elaboración propiaCosto operativo S/ 5,412.46
De acuerdo con la tabla anterior, se obtiene un costo operativo de S./5412.46., el cual
será evaluado en relación con el modelo, escenario 1 y 2. En relación con el modelo
actual se reduce en S./853.76, que sería un 13.62 % de reducción, en cuanto al escenario
1, se disminuye en S./102.13, esto sería un 1.85 % y por último en el escenario 2, existe
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
una diferencia de aumento de S./855.66, lo cual representa un 15.81%. De igual forma
se evidencia que con estas variaciones se han podido reducir el porcentaje de utilización
de los servidores, en la fabricación de tubos de la empresa Plastics Industrial.
Tabla N° 35 - Costo operativo por sistema
Tipo de operario en el sistema
mezcladora1 1 3 6 9
mezcladora2 1 3 3 0
extrusora1 1 3 6 20
extrusora2 1 3 6 1
extrusora3 1 1 1 1
acampanadora1 1 3 4 10
acampanadora2 1 1 4 0
trituradora 1 1 1 1
Costo operativo S/ 6,266.22 S/ 5,514.59 S/ 4,556.80 S/ 5,412.46
Fuente: Elaboración propia
De la siguiente tabla se observa que después de realizar las variaciones
correspondientes en la cantidad de operarios, el escenario que presenta menor costo
operativo es el escenario 2, con un costo operativo de S./4,5564.80.
Ilustración N° 45- Grafico de barras de costo operativos
Fuente: Elaboración propia
9.5.5 Análisis de resultado actual y el mejor escenario
9.5.5.1 Situación actual
Se observa que la situación actual de la empresa se tiene un Tsistema de los pedidos 1,
2 y 3 de 188.46, 175.15 y 177.83 minutos, así un WIP para cada pedido de 17.90, 21.18
y 25.17. Por otro lado, se tiene las utilizaciones de los servidores superiores al 85%
según la norma OIT; debido a ello, conlleva a un costo operativo de S/6,266.22(nuevos
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
soles) al día. Sera necesario aplicar acciones con el fin de disminuir los indicadores del
sistema y disminuir la carga de los operarios en los servidores
9.5.5.2 Situación de Mejora
Respecto a las situaciones de mejora, se consideró para al aspecto de la saturación
agregar un operario más en los servidores 1, 2, 3, 4 y 6. El cual solo mejoro el nivel de
saturación del servidor 1; sin embargo, respecto a los servicios 2, 3 y 4 no había mucha
diferencia. Debido a ello, se probó con mayor cantidad de servidores sin muchos
cambios. Recién con 30 empleados en el servidor 2, 10 en el servidor 3 y eliminar el
servidor 4 ya que no había participación de operarios se puedo mejorar
significativamente los indicadores del sistema. Así mismo, debido a que el costo por
servidor depende más del funcionamiento del servidor que de contratar más operarios
en ese mismo servidor, el costo operativo no se ve afecta; sin embargo, plasmándolo en
la realidad sería bueno considerar ese apartado como adicional al costo. Debido a ello,
y al eliminar el servidor 4, el costo operativo del escenario 3 es el mejor a nivel de
utilización de servidores y a nivel de uso de recursos es el escenario 2 con un valor de
S/4556.80 nuevos soles. Debido a ello, será recomendable automatizar mejor los
servidores 2 y 3 con el fin de poseer mejor uso de personal y tener un costo operativo
funcional según lo visto en la mejora.
9.5.5.3 Mejor escenario
La mejor propuesta seria elegir la mejora 2 contratando 5 y 2 EMPLEADOS adicional
en la Máquina Mezcladora 1 y 2 respectivamente, los servidores de extrusión 1 y 2
aumentar 5 operarios a cada uno. Así mismo automatizar el proceso en los servidores
para disminuir los costos por capacidad de usuarios obteniendo un costo operativo de
S/4,566.80nuevos soles.
10.Conclusiones:
➢ Se requiere que, para la optimización de la producción, se elimine las demoras
en los procesos de las áreas de extrusión, inyección y mezclado
➢ El uso de la simulación de variables es esencial para el desarrollo del trabajo.
➢ Es necesario validar los datos, para la simulación pueda ser ejecutada de una
manera correcta.
➢ Con relación a la variación del modelo sin trituradora, se concluye que presenta
un mayor costo operativo de S./6387.25 en relación con el costo operativo del
modelo principal, el cual es de S./6327.76
11.Bibliografia:
• Alicia, L.,Aida, G., & Sergio, C.(2019).Simulación para la optimización de la
producción de ejes en la línea de ensamblaje de una empresa de manufactura.
Universidad Autónoma de Nuevo León.
http://www.scielo.org.mx/scielo.php?script=sci_arttext&pid=S1405-
77432019000100005
Descargado por Milagros zr (milagroszr.1705@gmail.com)
lOMoARcPSD|10141882
• MORENO QUINTERO, E., & NIEVES CRUZ, V. (2019). MODELOS DE PROBABILIDAD EN
TRANSPORTE E INGENIERIA. USOS COMUNES Y AJUSTE DE DATOS. Publicación Técnica,
(545). https://imt.mx/archivos/Publicaciones/PublicacionTecnica/pt545.pdf
• Muñíz Sánchez, V. H. Optimización para el mantenimiento de sistemas reparables.
https://cimat.repositorioinstitucional.mx/jspui/bitstream/1008/4/2/TE%2050.pdf
● Robert, K., Saibel, R., & Ángel, D. (2012). Formulación de un modelo matemático para
optimizar el tiempo de producción en una planta extrusoras de tubos. Universidad,
Ciencia y Tecnología, 16(62), 33-41.
http://ve.scielo.org/scielo.php?script=sci_arttext&pid=S1316-
48212012000100004&lang=es
• Vergara, R. (2014). La estadística en el mantenimiento y reemplazo óptimo en el control
de calidad. Mexico DF, Mexico.
http://mat.izt.uam.mx/mcmai/documentos/tesis/Gen.11-
O/RAQUEL_VERGARA_LAZCANO.pdf
• Walpole, R. E., Myers, R. H., Myers, S. L., & Ye, K. (2007). Probabilidad y estadística
para ingeniería y ciencias (No. TA340. P76 2007.). México: Pearson educación.
https://bibliotecavirtualaserena.files.wordpress.com/2017/05/libro_probabilidad-y-
estadistica-para-ingenerc3ada-y-ciencias-ronald-e-walpole-mayers.pdf
Descargado por Milagros zr (milagroszr.1705@gmail.com)
También podría gustarte
- Circuitos Integrados Digitales CMOS: Análisis y DiseñoDe EverandCircuitos Integrados Digitales CMOS: Análisis y DiseñoAún no hay calificaciones
- Romero Ochoa Daniel Fernando 2017Documento68 páginasRomero Ochoa Daniel Fernando 2017Auteco LogisticaAún no hay calificaciones
- Is83 TF Grupo 3 Trabajo Final de Fundamentos de Lean ManufaturingDocumento80 páginasIs83 TF Grupo 3 Trabajo Final de Fundamentos de Lean ManufaturingsalvatoresimonovichAún no hay calificaciones
- Proyecto MSV Botadero de Residuos SolidosDocumento33 páginasProyecto MSV Botadero de Residuos SolidosEllery Minaya ccopacondoriAún no hay calificaciones
- TPMDocumento57 páginasTPMluchito21Aún no hay calificaciones
- Escondetech Del PeruDocumento71 páginasEscondetech Del PeruLeinad NmadAún no hay calificaciones
- (Primera Entrega) Tesis Final Parte 1Documento42 páginas(Primera Entrega) Tesis Final Parte 1Alexandra Nicole García JiménezAún no hay calificaciones
- Tesis D-109698 - Marquez - OrtizDocumento89 páginasTesis D-109698 - Marquez - OrtizInvestigacion SardipacAún no hay calificaciones
- Segunda Entrega-TF-Grupo 2 - SimulacionDocumento41 páginasSegunda Entrega-TF-Grupo 2 - SimulacionMelanie BarreraAún no hay calificaciones
- Trabajo Final Ciclo Togaf Aplicado A La Empresa Devicem CompressDocumento173 páginasTrabajo Final Ciclo Togaf Aplicado A La Empresa Devicem Compressjoseph jaramilloAún no hay calificaciones
- U.3 Lucas, Vargas, Velazquez Proyecto FinalDocumento59 páginasU.3 Lucas, Vargas, Velazquez Proyecto FinalMaria GallardoAún no hay calificaciones
- 7 Basicos de Calidad WVMDocumento118 páginas7 Basicos de Calidad WVMcharssxAún no hay calificaciones
- Trabajo Final Completo de ADSDocumento105 páginasTrabajo Final Completo de ADSLuis quispe rojasAún no hay calificaciones
- Aplicación Estrategia BPM (Telemonitoreo-Essalud)Documento57 páginasAplicación Estrategia BPM (Telemonitoreo-Essalud)Yerson Cristobal VicenteAún no hay calificaciones
- Wuolah Free Apuntes SSDDDocumento47 páginasWuolah Free Apuntes SSDDDaniel MuñozAún no hay calificaciones
- ADMO0737 (4) Copy - PDF MejoraDocumento114 páginasADMO0737 (4) Copy - PDF MejoraCarlos CordovaAún no hay calificaciones
- Plan de NegocioDocumento69 páginasPlan de NegocioRonny GonzalezAún no hay calificaciones
- Robert Torres - Trabajo de Suficiencia Profesional - Titulo Profesional - 2019Documento161 páginasRobert Torres - Trabajo de Suficiencia Profesional - Titulo Profesional - 2019Giancarlos Velarde NoaAún no hay calificaciones
- Yoana Alexandra Portugal CanoDocumento111 páginasYoana Alexandra Portugal CanoCristiano Ronaldo ApazaAún no hay calificaciones
- BI Exam Complex Con Imagenes Azules OkDocumento52 páginasBI Exam Complex Con Imagenes Azules Okmelanie adrianaAún no hay calificaciones
- Trabajo Final PCP FinalDocumento69 páginasTrabajo Final PCP FinalHernan Elias QuirozAún no hay calificaciones
- AsadDocumento227 páginasAsadLeslie Lorena Manay De la CruzAún no hay calificaciones
- GonzalezPedro 2021 SistemaLidarTuneles1Documento97 páginasGonzalezPedro 2021 SistemaLidarTuneles1DUVAN CAMILO GOMEZ PALACIOSAún no hay calificaciones
- Integrador Final 4Documento121 páginasIntegrador Final 41410884Aún no hay calificaciones
- Quispe PeDocumento157 páginasQuispe PeTonyPsAún no hay calificaciones
- MateriaasdasdasasdasdasDocumento100 páginasMateriaasdasdasasdasdasErika Valentina Canales DiazAún no hay calificaciones
- Cuadernillo20 PDFDocumento37 páginasCuadernillo20 PDFantonioAún no hay calificaciones
- Avance Del Proyecto Final SEDE NORTEDocumento29 páginasAvance Del Proyecto Final SEDE NORTEederdiestroAún no hay calificaciones
- Informe Picadora y Embutidora de ForrajeDocumento67 páginasInforme Picadora y Embutidora de ForrajeSuelen Yasmin Oropeza GarcíaAún no hay calificaciones
- Caso Indumil Integrador IDocumento112 páginasCaso Indumil Integrador IGabriel Medina100% (1)
- Seminariotesis1ca UdDocumento140 páginasSeminariotesis1ca UdAlfredo Germán Báez SilvaAún no hay calificaciones
- PlantaDocumento36 páginasPlantaDAVID GOMEZ RODRIGUEZAún no hay calificaciones
- Ivan Gaona - Trabajo de Suficiencia Profesional - Titulo Profesional - 2020Documento86 páginasIvan Gaona - Trabajo de Suficiencia Profesional - Titulo Profesional - 2020FreeCodigoAún no hay calificaciones
- Proyecto Academico Iem 1090749 - AaDocumento98 páginasProyecto Academico Iem 1090749 - AaLeonardo Alberto Méndez MartínezAún no hay calificaciones
- Sport Time ListaDocumento108 páginasSport Time ListaMaca Monroy CortesAún no hay calificaciones
- TF PasadoDocumento80 páginasTF Pasadohieder andradeAún no hay calificaciones
- Rentabilidad Strip CenterDocumento49 páginasRentabilidad Strip CenterRenzo ParedesAún no hay calificaciones
- Ejemplo de Modelo de Informe Adsi Utp 2021 1Documento74 páginasEjemplo de Modelo de Informe Adsi Utp 2021 1miguel andresAún no hay calificaciones
- Sánchez C. Valeria Galilea Resumen C3Documento9 páginasSánchez C. Valeria Galilea Resumen C3Clarissa MonarrezAún no hay calificaciones
- Proyecto - Mia Correjido 10Documento51 páginasProyecto - Mia Correjido 10José Manuel Aguirre AguirreAún no hay calificaciones
- Proyecto - Mia CorrejidoDocumento55 páginasProyecto - Mia CorrejidoJosé Manuel Aguirre AguirreAún no hay calificaciones
- Maxi - Ing. MinasDocumento117 páginasMaxi - Ing. MinasDarwin RonaldAún no hay calificaciones
- UntitledDocumento43 páginasUntitledOmar Angel Reyes AguirreAún no hay calificaciones
- 4 EntregaDocumento74 páginas4 EntregaLuis LuqueAún no hay calificaciones
- Diagrama de FlujoDocumento24 páginasDiagrama de FlujoBenjamin Andy LunaAún no hay calificaciones
- Tfg-O 967 PDFDocumento133 páginasTfg-O 967 PDFGladysAún no hay calificaciones
- Trabajo de Titulación PUCEDocumento75 páginasTrabajo de Titulación PUCECarolineAún no hay calificaciones
- TFTallerProyecto3 V1Documento54 páginasTFTallerProyecto3 V1Ronald LiviaAún no hay calificaciones
- Ejemplo Evaluacion de Factibilidad Economica de Un ProyectoDocumento81 páginasEjemplo Evaluacion de Factibilidad Economica de Un ProyectoCristian Alberto Vasquez OrtegaAún no hay calificaciones
- Analisis y Diseño de SistemasDocumento39 páginasAnalisis y Diseño de Sistemasluset283% (6)
- Tesis ContrerasDocumento256 páginasTesis ContrerasAdrianaAún no hay calificaciones
- Trabajo Final-Factores Humanos-Grupo 2Documento121 páginasTrabajo Final-Factores Humanos-Grupo 2jhestyn ojeda vargasAún no hay calificaciones
- 86286-Manual Artes Graficas - Rev 19-07-2012Documento234 páginas86286-Manual Artes Graficas - Rev 19-07-2012StayAún no hay calificaciones
- Trabajo Final Grupo3 Iv72Documento209 páginasTrabajo Final Grupo3 Iv72Joao PerezAún no hay calificaciones
- Universidad Nacional Autónoma de Nicaragua: UNAN - LeónDocumento103 páginasUniversidad Nacional Autónoma de Nicaragua: UNAN - LeónMoises Guerrero - OficialAún no hay calificaciones
- Trabajo Final Ciclo Togaf Aplicado A La Empresa DevicemDocumento173 páginasTrabajo Final Ciclo Togaf Aplicado A La Empresa DevicemCdfer HuaynateAún no hay calificaciones
- TF Simulación Segundo AvanceDocumento33 páginasTF Simulación Segundo AvanceJohn Alexander LlanoAún no hay calificaciones
- Trabajo Final de Simulacion PDFDocumento54 páginasTrabajo Final de Simulacion PDFAlee OsoresAún no hay calificaciones
- Cálculo integral aplicado a las ciencias empresariales y económicasDe EverandCálculo integral aplicado a las ciencias empresariales y económicasAún no hay calificaciones
- Test de Ventana de Johari (2021)Documento4 páginasTest de Ventana de Johari (2021)Carlos Alvarado FloresAún no hay calificaciones
- Trabajo Final - Liderazgo y Pensmiento Sistematico - Grupo 5.Documento10 páginasTrabajo Final - Liderazgo y Pensmiento Sistematico - Grupo 5.Carlos Alvarado FloresAún no hay calificaciones
- SIMULACIÓNDocumento1 páginaSIMULACIÓNCarlos Alvarado FloresAún no hay calificaciones
- TF Grupo 6Documento12 páginasTF Grupo 6Carlos Alvarado FloresAún no hay calificaciones
- Representación Gráfica Del SistemaDocumento1 páginaRepresentación Gráfica Del SistemaCarlos Alvarado FloresAún no hay calificaciones
- TF SimulaciónDocumento8 páginasTF SimulaciónCarlos Alvarado FloresAún no hay calificaciones
- Gestión de La Demanda - Parte 1Documento40 páginasGestión de La Demanda - Parte 1Joao Flores NovoaAún no hay calificaciones
- Avance1 Simulación-Grupo 06Documento8 páginasAvance1 Simulación-Grupo 06Carlos Alvarado FloresAún no hay calificaciones
- Asiento ContablesDocumento13 páginasAsiento ContablesAle AndradeAún no hay calificaciones
- Sistema MSS (Autocimbra)Documento7 páginasSistema MSS (Autocimbra)StrukturasAún no hay calificaciones
- 1305 PDM OT NentonDocumento105 páginas1305 PDM OT NentonPaula SandovalAún no hay calificaciones
- Capitulo 6Documento3 páginasCapitulo 6KimSBAún no hay calificaciones
- Normativa Tecnocatol 2021Documento2 páginasNormativa Tecnocatol 2021Mercedes Baño HifóngAún no hay calificaciones
- Adv200 Parametros EspañolDocumento308 páginasAdv200 Parametros EspañolMicky Mallory KnoxAún no hay calificaciones
- Identificación de Oportunidades de Negocio - 1Documento8 páginasIdentificación de Oportunidades de Negocio - 1EDUARDO XAVIER DEMERA COCHANCELA100% (1)
- Cof PDF-1Documento13 páginasCof PDF-1edward yahAún no hay calificaciones
- Rúbrica Práctica Investigación - ArtículoDocumento3 páginasRúbrica Práctica Investigación - ArtículoJesikaGomezSaavedraAún no hay calificaciones
- Sistemas Administrativos (Sesion II)Documento15 páginasSistemas Administrativos (Sesion II)Roney MezaAún no hay calificaciones
- Cuaderno VirtualDocumento10 páginasCuaderno Virtualcamila yashAún no hay calificaciones
- Número 6. Revista Proyecta 56 (Etapa 1)Documento42 páginasNúmero 6. Revista Proyecta 56 (Etapa 1)Maria Alonso GarciaAún no hay calificaciones
- Foro 2 Comercio EDocumento4 páginasForo 2 Comercio Ecacao storeAún no hay calificaciones
- Matriz PeyeaDocumento24 páginasMatriz PeyeaJorgeAparicioB100% (2)
- Laboratorio N°04 - Ley de OhmDocumento18 páginasLaboratorio N°04 - Ley de OhmRod WilmerAún no hay calificaciones
- Diagrama de PertDocumento13 páginasDiagrama de PertStefany CFAún no hay calificaciones
- Planificación HESA-2019-02 Hasta Primer ParcialDocumento4 páginasPlanificación HESA-2019-02 Hasta Primer ParcialAgustina EskenaziAún no hay calificaciones
- Construccion de Caja MetalicaDocumento4 páginasConstruccion de Caja MetalicadavidAún no hay calificaciones
- Diseño TolvaDocumento67 páginasDiseño Tolvaangelus95Aún no hay calificaciones
- Tarea AcademicaDocumento28 páginasTarea Academicalolmaster 110Aún no hay calificaciones
- Ejercicio Ataupillco 2019Documento13 páginasEjercicio Ataupillco 2019Susan Huamani PeñaAún no hay calificaciones
- Analisis FodaDocumento1 páginaAnalisis FodaKatherine CorderoAún no hay calificaciones
- Partes de Un Taladro de Columna o ArbolDocumento5 páginasPartes de Un Taladro de Columna o ArbolEduwin Denis Salvador Britto25% (4)
- AUDITORIA Agencias CalificadorasDocumento3 páginasAUDITORIA Agencias CalificadorasJhojana Honorio FerroAún no hay calificaciones
- DIRECTORIODocumento59 páginasDIRECTORIORodrigo Enrique Maldonado Flores100% (1)
- Cotización 534-dDocumento2 páginasCotización 534-djose2chemo2orihuelaAún no hay calificaciones
- Intento de BJ AlexDocumento10 páginasIntento de BJ AlexOnu CountryhumansAún no hay calificaciones
- Estudios de Mercado y TecnicoDocumento10 páginasEstudios de Mercado y TecnicoAPCAAún no hay calificaciones
- Administración Del Comportamiento organizacionalEXAMEN SEMANA 6Documento9 páginasAdministración Del Comportamiento organizacionalEXAMEN SEMANA 6Paulys PalaciosAún no hay calificaciones
- Canales y Trade MarketingDocumento153 páginasCanales y Trade MarketingArturo NavarroAún no hay calificaciones