También podría gustarte
- UF1868 - Operación y supervisión de los equipos de conmutación telefónicaDe EverandUF1868 - Operación y supervisión de los equipos de conmutación telefónicaAún no hay calificaciones
- Core Tools PPAPv 4 BDocumento125 páginasCore Tools PPAPv 4 BAlejandri 2GamezAún no hay calificaciones
- Usuario RmaDocumento41 páginasUsuario RmaGabriel Gonzalez SalazarAún no hay calificaciones
- Catalog Inele Siguranta Din471Documento2 páginasCatalog Inele Siguranta Din471cipraduAún no hay calificaciones
- Esparrago Allen Din 913 Din 916Documento2 páginasEsparrago Allen Din 913 Din 916Andrés Felipe MeloAún no hay calificaciones
- CadcamDocumento143 páginasCadcameverAún no hay calificaciones
- DIN471Documento2 páginasDIN471Cesar Peña Jr.Aún no hay calificaciones
- Sistema Europeo y AmericanoDocumento3 páginasSistema Europeo y AmericanoRuly VegaAún no hay calificaciones
- Dibujo Técnico AcotadoDocumento7 páginasDibujo Técnico AcotadoMariant Carolina SalasAún no hay calificaciones
- Copia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFDocumento10 páginasCopia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFSebastian Aguirre BenavidesAún no hay calificaciones
- Manual de Diseño de ConexionesDocumento10 páginasManual de Diseño de ConexionesdbmingoAún no hay calificaciones
- Procesos de FabricacionDocumento4 páginasProcesos de FabricacionMarisol De Dios HernandezAún no hay calificaciones
- Tipos de RoscasDocumento23 páginasTipos de RoscasRobert WagnerAún no hay calificaciones
- MoleteadoDocumento9 páginasMoleteadoFernando MercedesAún no hay calificaciones
- Curso de Tolerancias Geométricas ASME Y14Documento46 páginasCurso de Tolerancias Geométricas ASME Y14Jose A. EstradaAún no hay calificaciones
- ROSCADocumento11 páginasROSCARevilla BrayanAún no hay calificaciones
- Copia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesDocumento8 páginasCopia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesSebastian Aguirre BenavidesAún no hay calificaciones
- 15 - Tolerancias y AjustesDocumento32 páginas15 - Tolerancias y AjustesrublasterAún no hay calificaciones
- Ingeniero Industrial y El Diseño MecanicoDocumento3 páginasIngeniero Industrial y El Diseño MecanicoRossanita LugoAún no hay calificaciones
- Sistema Diedrico OrtogonalDocumento3 páginasSistema Diedrico Ortogonaltherule333Aún no hay calificaciones
- Metrología 2Documento9 páginasMetrología 2Eliana NiñoAún no hay calificaciones
- DG&TDocumento5 páginasDG&TrafaelAún no hay calificaciones
- RugosidadDocumento17 páginasRugosidadAKCHAún no hay calificaciones
- RoscasDocumento8 páginasRoscasguille-castanoAún no hay calificaciones
- ¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURADocumento9 páginas¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURAJuan BedollaAún no hay calificaciones
- Lista de NormasDocumento6 páginasLista de Normaslromero223Aún no hay calificaciones
- Ficha Técnica Acero Cold RolledDocumento2 páginasFicha Técnica Acero Cold Rolledvalentina tenorioAún no hay calificaciones
- Tratamientos Térmicos No ConvencionalesDocumento34 páginasTratamientos Térmicos No ConvencionalesNilka SalgueroAún no hay calificaciones
- Metrologia Avanzada Sistema GDTDocumento10 páginasMetrologia Avanzada Sistema GDTRicardo BaudelAún no hay calificaciones
- NTC Compendio de Dibujo TecnicoDocumento314 páginasNTC Compendio de Dibujo TecnicoPrueba PruebaAún no hay calificaciones
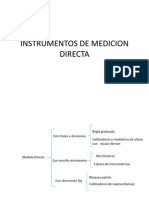
- Instrumentos de Medicion Directa.2Documento140 páginasInstrumentos de Medicion Directa.2Sarahí YbarraAún no hay calificaciones
- Introducción A Las Tolerancias Geométricas FinalDocumento31 páginasIntroducción A Las Tolerancias Geométricas FinalJorge Fernando Quintero Tapia100% (1)
- Tema 7 Ajustes y TolDocumento23 páginasTema 7 Ajustes y TolCarlos GarcíaAún no hay calificaciones
- GDT Presetacion EspañolDocumento88 páginasGDT Presetacion EspañolErycka Silverio MejíaAún no hay calificaciones
- Guia TP-2011Documento36 páginasGuia TP-2011César Darío MesquidaAún no hay calificaciones
- OCW Tolerancias DimDocumento66 páginasOCW Tolerancias Dimabe_209Aún no hay calificaciones
- Plato Divisor Calculo2Documento4 páginasPlato Divisor Calculo2Julio AbalosAún no hay calificaciones
- Tolerancias GeometricasDocumento52 páginasTolerancias GeometricasANTONIO MARTINEZAún no hay calificaciones
- 2.7 Metrología DimensionalDocumento21 páginas2.7 Metrología DimensionalPEPEAún no hay calificaciones
- Dibujo Mecanico, RoscasDocumento36 páginasDibujo Mecanico, Roscasroger_villegas_m4783Aún no hay calificaciones
- Conformado de La Chapa MetalicaDocumento20 páginasConformado de La Chapa MetalicaJonathan Araya Carvajal100% (1)
- Perforación LaserDocumento8 páginasPerforación LaserPaola SamaniegoAún no hay calificaciones
- Chavetas FinalDocumento20 páginasChavetas FinalDiegoMallegasAún no hay calificaciones
- Limpieza de Inyectores Por UltrasonidoDocumento3 páginasLimpieza de Inyectores Por UltrasonidoCaroline Alejandra Gonzalez MonrroyAún no hay calificaciones
- Acabado Superficial Dibujo MecánicoDocumento13 páginasAcabado Superficial Dibujo MecánicoEsmelimar Perdomo100% (1)
- ResumenDocumento5 páginasResumenSalas Rodríguez DavidAún no hay calificaciones
- Normas ISODocumento13 páginasNormas ISOGustavo Adolfo Salazar Salazar100% (1)
- CMMDocumento24 páginasCMMMIGUELTRX0% (1)
- Ajuste y ToleranciaDocumento9 páginasAjuste y ToleranciaCarlos GuerreiroAún no hay calificaciones
- Diseño de Tornillos Sujetadores y de PotenciaDocumento10 páginasDiseño de Tornillos Sujetadores y de Potenciafragozo8Aún no hay calificaciones
- Machos Roscar Por LaminacionDocumento16 páginasMachos Roscar Por LaminacionvaronibericoAún no hay calificaciones
- Tipos de Roscas GraficaDocumento24 páginasTipos de Roscas Graficayesdamac24Aún no hay calificaciones
- Aseguramiento, Metrólogico 2Documento101 páginasAseguramiento, Metrólogico 2ANONIMO100% (1)
- Manual Solid 2018Documento104 páginasManual Solid 2018Santiago Hernan GranadaAún no hay calificaciones
- El APQP MANUAL DE EJEMPLODocumento5 páginasEl APQP MANUAL DE EJEMPLOangie7502Aún no hay calificaciones
- 4.6 Aseguramiento Del Sistema de MediciónDocumento22 páginas4.6 Aseguramiento Del Sistema de MediciónCristopher MirandaAún no hay calificaciones
- Análisis Del Sistema de Medición: (Measurement System Analysis)Documento34 páginasAnálisis Del Sistema de Medición: (Measurement System Analysis)armando vazquezAún no hay calificaciones
- Msa PDFDocumento130 páginasMsa PDFLord DracoAún no hay calificaciones
- Msa 21Documento105 páginasMsa 21Dulce Alondra Priego GarciaAún no hay calificaciones
- Análisis Gage R&RDocumento22 páginasAnálisis Gage R&ROscar AlmogabarAún no hay calificaciones
- 3.2 Optica GeometricaDocumento7 páginas3.2 Optica GeometricaSuri Saday Periañez GarciaAún no hay calificaciones
- Evaluación Diagnostica Seis Sigma EsbeltaDocumento2 páginasEvaluación Diagnostica Seis Sigma EsbeltaJAIR SALAZARAún no hay calificaciones
- F12 Entrevista Diagnostica para DocentesDocumento1 páginaF12 Entrevista Diagnostica para DocentesJAIR SALAZARAún no hay calificaciones
- Capítulo 3 Fase de Medición: Medir Analizar Mejorar Controlar DefinirDocumento50 páginasCapítulo 3 Fase de Medición: Medir Analizar Mejorar Controlar DefinirJAIR SALAZARAún no hay calificaciones
- Arith Fabiana Perez OrozcoDocumento89 páginasArith Fabiana Perez OrozcoJAIR SALAZARAún no hay calificaciones
- Evento 24Documento21 páginasEvento 24JAIR SALAZARAún no hay calificaciones
- 1) . - Reglamento2013 C AnexosDocumento14 páginas1) . - Reglamento2013 C AnexosJAIR SALAZARAún no hay calificaciones
- CAPÍTULO V DEFINICIÓN DE LOS SISTEMAS DE MEDICIÓN - PDF Descargar LibreDocumento6 páginasCAPÍTULO V DEFINICIÓN DE LOS SISTEMAS DE MEDICIÓN - PDF Descargar LibreJAIR SALAZARAún no hay calificaciones
- Heteroevaluación Amae 04 Unidad IiDocumento2 páginasHeteroevaluación Amae 04 Unidad IiJAIR SALAZARAún no hay calificaciones
- Evaluación Diagnostica Amae 04 1.22.23Documento2 páginasEvaluación Diagnostica Amae 04 1.22.23JAIR SALAZARAún no hay calificaciones
- F13 Constancia de Tutoria Individual-GrupalDocumento1 páginaF13 Constancia de Tutoria Individual-GrupalJAIR SALAZARAún no hay calificaciones
- 3 3 Herramientas de Lean ManufacturingDocumento26 páginas3 3 Herramientas de Lean ManufacturingJAIR SALAZARAún no hay calificaciones
- Heteroevaluación Amae 04 Unidad 1Documento2 páginasHeteroevaluación Amae 04 Unidad 1JAIR SALAZARAún no hay calificaciones
- Valores ConalepDocumento1 páginaValores ConalepJAIR SALAZARAún no hay calificaciones
- MisiónDocumento1 páginaMisiónJAIR SALAZARAún no hay calificaciones
- PoliticaDocumento1 páginaPoliticaJAIR SALAZARAún no hay calificaciones
- r117132.PPT - AutorecuperadoDocumento24 páginasr117132.PPT - AutorecuperadoJAIR SALAZARAún no hay calificaciones
- 3 4 Diferencia Ventajas y Desventajas de Instrumentos Analc3b3gicos y DigitalesDocumento5 páginas3 4 Diferencia Ventajas y Desventajas de Instrumentos Analc3b3gicos y DigitalesJAIR SALAZARAún no hay calificaciones
- Haccp 1Documento24 páginasHaccp 1Karina CastroAún no hay calificaciones
- 3.3 Herramientas Lean ManufacturingDocumento7 páginas3.3 Herramientas Lean ManufacturingLuis Demetrio Peralta MadrigalAún no hay calificaciones
- Detección de Necesidades de Capacitación DocenteDocumento5 páginasDetección de Necesidades de Capacitación DocenteJAIR SALAZARAún no hay calificaciones
- 2.2. Conceptos BásicosDocumento11 páginas2.2. Conceptos BásicosJAIR SALAZARAún no hay calificaciones
- Análisis de La Materia y La EnergiaDocumento6 páginasAnálisis de La Materia y La EnergiaJAIR SALAZARAún no hay calificaciones
- Haccp 1Documento24 páginasHaccp 1Elvira Lia Zuñiga MalagaAún no hay calificaciones
- Mac-2103 Sistemas de Gestion IDocumento11 páginasMac-2103 Sistemas de Gestion IJAIR SALAZARAún no hay calificaciones
- Iso 22000 Mauricio HerreraDocumento38 páginasIso 22000 Mauricio HerreraJAIR SALAZARAún no hay calificaciones
- Mec-2106 Sistemas de Gestion IiDocumento12 páginasMec-2106 Sistemas de Gestion IiJAIR SALAZARAún no hay calificaciones
- Qué Son Los Sistemas de Gestión Integrados y Por Qué Los NecesitasDocumento8 páginasQué Son Los Sistemas de Gestión Integrados y Por Qué Los NecesitasJAIR SALAZARAún no hay calificaciones
- Importza Febrero 2021 Actualizado-5Documento9 páginasImportza Febrero 2021 Actualizado-5julinhoAún no hay calificaciones
- Expediente - Mejoramiento de Taludes para Transito Peatonal Puente PiedraDocumento107 páginasExpediente - Mejoramiento de Taludes para Transito Peatonal Puente Piedrarensso kevinAún no hay calificaciones
- 2 2020 ELT3841 Ep2Documento1 página2 2020 ELT3841 Ep2Fabian Arce RiosAún no hay calificaciones
- Clase 2-2023Documento27 páginasClase 2-2023Mayra RolhaiserAún no hay calificaciones
- Semana 9 Pures-1Documento8 páginasSemana 9 Pures-1Mery lariosAún no hay calificaciones
- C3 DistribuciónDocumento35 páginasC3 DistribucióndAún no hay calificaciones
- El Hombre Doliente - Resumen VFDocumento6 páginasEl Hombre Doliente - Resumen VFJuan JesúsAún no hay calificaciones
- Caso #3 Planta IndustrialDocumento6 páginasCaso #3 Planta IndustrialKiara DelgadoAún no hay calificaciones
- Plan de Contingencia y Seguridad para FerreteriasDocumento20 páginasPlan de Contingencia y Seguridad para FerreteriasAlexis MoralesAún no hay calificaciones
- Nic8 y Nic 10 InformeDocumento12 páginasNic8 y Nic 10 InformeCesar MercadoAún no hay calificaciones
- Viscosímetro y ReómetrosDocumento2 páginasViscosímetro y ReómetrosAdler BrugésAún no hay calificaciones
- Seccion - Xvi Celular Pendrive Ga%Documento54 páginasSeccion - Xvi Celular Pendrive Ga%Ronald FernándezAún no hay calificaciones
- Rev Cir 4 03Documento5 páginasRev Cir 4 03Jessenia Araya LazcanoAún no hay calificaciones
- Fase 4 - Redes de Acceso Segudo - Aporte - Eliecer - SolanoDocumento6 páginasFase 4 - Redes de Acceso Segudo - Aporte - Eliecer - Solanocarlos suarezAún no hay calificaciones
- Raz - Matematico - 1Documento10 páginasRaz - Matematico - 1COAGUILA CHOQUE WENDY LUPITAAún no hay calificaciones
- 2 DesafíoDocumento7 páginas2 DesafíoPaula Torrealba GaleaAún no hay calificaciones
- El ParangónDocumento10 páginasEl Parangóncathan_87100% (1)
- Planta Física de Frutas y HortalizasDocumento15 páginasPlanta Física de Frutas y HortalizasRuben Yuto HuancacuriAún no hay calificaciones
- Comunicacion 1 TrimestreDocumento87 páginasComunicacion 1 TrimestreSebastian Garay ArizaAún no hay calificaciones
- Buñuelos de CamaronesDocumento10 páginasBuñuelos de CamaronesMarta CeciliaAún no hay calificaciones
- Papa - T16897 GONZALEZ CORTES, ARELI TESISDocumento96 páginasPapa - T16897 GONZALEZ CORTES, ARELI TESISalexAún no hay calificaciones
- Investigación de Operaciones AUTOCALIFABLES5Documento3 páginasInvestigación de Operaciones AUTOCALIFABLES5Yobana RomeroAún no hay calificaciones
- Casi ListeilorDocumento14 páginasCasi Listeilormauricio espinosaAún no hay calificaciones
- 8 Digestivo y Gentourinario (Cuadro Sinoptico) Corte IIIDocumento2 páginas8 Digestivo y Gentourinario (Cuadro Sinoptico) Corte IIIJose BolivarAún no hay calificaciones
- La Espiritualidad de Los Incas (Selección Cronistas)Documento11 páginasLa Espiritualidad de Los Incas (Selección Cronistas)figura1969Aún no hay calificaciones
- Efectos de Un Programa de Hidroterapia Aplicado A Mujeres Diagnosticadas de Gonartrosis y Coxartrosis en Centros de Agua de La Comunidad Autónoma ExtremeñaDocumento5 páginasEfectos de Un Programa de Hidroterapia Aplicado A Mujeres Diagnosticadas de Gonartrosis y Coxartrosis en Centros de Agua de La Comunidad Autónoma ExtremeñaClaudio SilveroAún no hay calificaciones
- Un Grupo Modelo en Ventas de ExportacionDocumento4 páginasUn Grupo Modelo en Ventas de ExportacionnekocjAún no hay calificaciones
- Estudio Zonific. Prov - Loreto 2007Documento189 páginasEstudio Zonific. Prov - Loreto 2007Jorge Cerron100% (1)
- Clase - 2 Refrigeracion - 1 PDFDocumento20 páginasClase - 2 Refrigeracion - 1 PDFBeatriz Jorgelina SosaAún no hay calificaciones
- Anestésicos LocalesDocumento11 páginasAnestésicos Localesmartin najeraAún no hay calificaciones