También podría gustarte
- Procedimiento para inspección no destructiva de la sarta de perforación mediante ensayos visuales y magnéticosDocumento24 páginasProcedimiento para inspección no destructiva de la sarta de perforación mediante ensayos visuales y magnéticosAndrés PeñaAún no hay calificaciones
- MT-VT Power Swivel 0146 Rev. Rechazado 46456-1-2Documento2 páginasMT-VT Power Swivel 0146 Rev. Rechazado 46456-1-2Fabián Alejandro HidalgoAún no hay calificaciones
- Inspección de cuñas neumáticasDocumento2 páginasInspección de cuñas neumáticasCarmen SofiaAún no hay calificaciones
- Elevador InspeccionDocumento1 páginaElevador InspeccionOmar OzunaAún no hay calificaciones
- Inspección de conexión caja para detección de fisuras por calentamientoDocumento9 páginasInspección de conexión caja para detección de fisuras por calentamientoLEVI HERNANDEZAún no hay calificaciones
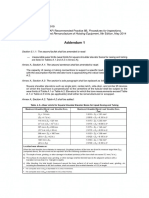
- API RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 TraducidaDocumento26 páginasAPI RP 8B-2014 + Add.1 March 2019 + Errata 1 August 2019 Traducidasantiago porrasAún no hay calificaciones
- Inspección de ancla Hercules modelo 121Documento8 páginasInspección de ancla Hercules modelo 121Camilo MorenoAún no hay calificaciones
- Frecuencia de Inspección API RP4G y API RPG8Documento3 páginasFrecuencia de Inspección API RP4G y API RPG8Hector MARTINEZ DEL ANGEL100% (1)
- Inspection PhotograpDocumento11 páginasInspection PhotograpAnonymous QdiG5JR100% (1)
- Ith-Pi-Mvl-Co-11 Inspeccion Dimensional 3Documento14 páginasIth-Pi-Mvl-Co-11 Inspeccion Dimensional 3LEVI HERNANDEZAún no hay calificaciones
- Verificación y clasificación de mástiles petrolerosDocumento25 páginasVerificación y clasificación de mástiles petrolerosCarlos Diego Soto100% (1)
- Drill Pipe Services - SpanishDocumento8 páginasDrill Pipe Services - SpanishVICENTE CHAPARRO100% (2)
- Gop-Pr-046 Planeación Ejecución y Verificación Linea de Aseguramiento Qa-QcDocumento27 páginasGop-Pr-046 Planeación Ejecución y Verificación Linea de Aseguramiento Qa-QcNubia BarreraAún no hay calificaciones
- GOP-PR-002 Puesta A Punto V003Documento18 páginasGOP-PR-002 Puesta A Punto V003Nubia BarreraAún no hay calificaciones
- Reporte de Inspeccion Cabeza de CementacionDocumento2 páginasReporte de Inspeccion Cabeza de Cementacionelkin dario EcheverriAún no hay calificaciones
- NDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Documento23 páginasNDT SETE-PROC-IND-MT-001 - Rev.15 (PARTICULAS MAGNETICAS HUMEDAS FLUORESCENTES)Karen AguirreAún no hay calificaciones
- GOP-PR-003 Inspeccion Con Particulas Magneticas-MT V003Documento22 páginasGOP-PR-003 Inspeccion Con Particulas Magneticas-MT V003Nubia Barrera100% (1)
- GOP-F-120 Inspección de referencias para casing y tubingDocumento1 páginaGOP-F-120 Inspección de referencias para casing y tubingNubia BarreraAún no hay calificaciones
- Llaves de PotenciaDocumento28 páginasLlaves de PotenciaLorena GomzAún no hay calificaciones
- HUM-PR-008 Procedimiento QAQCDocumento6 páginasHUM-PR-008 Procedimiento QAQCNubia BarreraAún no hay calificaciones
- Api Spec 6aDocumento37 páginasApi Spec 6aNatalia ArochaAún no hay calificaciones
- Greene Richard Valvulas Seleccion Uso YDocumento285 páginasGreene Richard Valvulas Seleccion Uso Ylury arevaloAún no hay calificaciones
- Mantenimiento poleas escalasDocumento4 páginasMantenimiento poleas escalasEsteban LopezAún no hay calificaciones
- Air Tanks Espesores de Pared Nov 2018 PDFDocumento41 páginasAir Tanks Espesores de Pared Nov 2018 PDFJUAN JOSE VESGA RUEDAAún no hay calificaciones
- Ith-Pi-Mvl-Co-09 Inspeccion Dimensional 1Documento7 páginasIth-Pi-Mvl-Co-09 Inspeccion Dimensional 1LEVI HERNANDEZAún no hay calificaciones
- Inspección cabezal cementación pozo 2Documento2 páginasInspección cabezal cementación pozo 2elkin dario Echeverri100% (1)
- 3-Inspeccion Visual y Dimensional en Conexiones Api en CampoDocumento12 páginas3-Inspeccion Visual y Dimensional en Conexiones Api en CampoJorge Eduardo GordilloAún no hay calificaciones
- API 7G-2 Spanish 2009 Libre PDFDocumento239 páginasAPI 7G-2 Spanish 2009 Libre PDFJorge Giacomo M. SamperAún no hay calificaciones
- DS-1 Volume 3 - 4th Edition Spanish PDFDocumento127 páginasDS-1 Volume 3 - 4th Edition Spanish PDFRodrigo JeldesAún no hay calificaciones
- 5-DS1 Inspeccion de Cuerpo, Od Gage y Ut Espesor de ParedDocumento21 páginas5-DS1 Inspeccion de Cuerpo, Od Gage y Ut Espesor de ParedJorge Eduardo GordilloAún no hay calificaciones
- GOP-F-105 Resumen de Inspeccion Pup Joint Drill PipeDocumento1 páginaGOP-F-105 Resumen de Inspeccion Pup Joint Drill PipeNubia BarreraAún no hay calificaciones
- Manual Completo Ccti VTDocumento571 páginasManual Completo Ccti VTRodolfo GarciaAún no hay calificaciones
- Ith-Pi-Mvl-Co-10 Inspeccion Dimensional 2Documento16 páginasIth-Pi-Mvl-Co-10 Inspeccion Dimensional 2LEVI HERNANDEZAún no hay calificaciones
- Control de calidad y garantía de calidad en la construcción de aceroDocumento20 páginasControl de calidad y garantía de calidad en la construcción de aceroDieGo Trávez CruzAún no hay calificaciones
- GOP-PR-006 Inspección Estabilizadores, Rimadores y Moledores V003Documento11 páginasGOP-PR-006 Inspección Estabilizadores, Rimadores y Moledores V003Nubia BarreraAún no hay calificaciones
- Reporte de inspección visual tanque nitrógenoDocumento4 páginasReporte de inspección visual tanque nitrógenoRodolfoAún no hay calificaciones
- Simulacro MT TeoríaDocumento7 páginasSimulacro MT Teoríaingmetal9104Aún no hay calificaciones
- RP Insp.Y Clas. 7G-2Documento72 páginasRP Insp.Y Clas. 7G-2yury1102100% (2)
- Instructivo TC-GO-IT-055 Accesorios de IzajeDocumento69 páginasInstructivo TC-GO-IT-055 Accesorios de IzajeCarlos Felipe Orjuela RamírezAún no hay calificaciones
- Dia de La Seguridad Inspeccion Accesorios de IzajeDocumento52 páginasDia de La Seguridad Inspeccion Accesorios de IzajeOscar Trigo100% (3)
- Im-Co-Fo-118 Listado de Certificados NDT de Equipos Críticos NDT Pioneer 53 - Oct 2021Documento5 páginasIm-Co-Fo-118 Listado de Certificados NDT de Equipos Críticos NDT Pioneer 53 - Oct 2021JUAN JOSE VESGA RUEDAAún no hay calificaciones
- Modulo - Sistema de Control de PozosDocumento79 páginasModulo - Sistema de Control de PozosRuben Mejia100% (1)
- 03-00-409 Prueba de Anclajes PDFDocumento8 páginas03-00-409 Prueba de Anclajes PDFMauricio GarciaAún no hay calificaciones
- Criterios de inspección de estructuras de perforación y servicio de pozos API RP 4GDocumento1 páginaCriterios de inspección de estructuras de perforación y servicio de pozos API RP 4GÁngel BermúdezAún no hay calificaciones
- O&m-Mdd3-P-2 - Martin DeckerDocumento7 páginasO&m-Mdd3-P-2 - Martin DeckerElkin Suarez100% (1)
- Almacenamiento de ElectrodosDocumento3 páginasAlmacenamiento de ElectrodosdanielsanchezcalAún no hay calificaciones
- 2015-172-CERTIFICACION C.H.U.F (Carlos Umaña)Documento1 página2015-172-CERTIFICACION C.H.U.F (Carlos Umaña)carlosAún no hay calificaciones
- API 5t1 Terminologia de ImperfecciónDocumento85 páginasAPI 5t1 Terminologia de ImperfecciónBladimir ChavezAún no hay calificaciones
- INSPECCIONES NDT Y CERTIFICADOS DE EQUIPO CRÍTICO RIG SAXON 138Documento4 páginasINSPECCIONES NDT Y CERTIFICADOS DE EQUIPO CRÍTICO RIG SAXON 138JUAN JOSE VESGA RUEDAAún no hay calificaciones
- Tubulares para perforación: tipos de tuberías y fabricaciónDocumento143 páginasTubulares para perforación: tipos de tuberías y fabricaciónDamian Morales Castillo100% (1)
- 10 - Bloque Viajero PDFDocumento1 página10 - Bloque Viajero PDFMauricio GarciaAún no hay calificaciones
- Análisis de 5 wash-outs en drill pipe de 5 OD en pozo Castilla 266Documento14 páginasAnálisis de 5 wash-outs en drill pipe de 5 OD en pozo Castilla 266Johan Sebastián Rivero López100% (1)
- Servicios NDT petrolera MagnatestingDocumento13 páginasServicios NDT petrolera MagnatestingflacoAún no hay calificaciones
- Boletín Técnico 011 - Condicion de HardbandDocumento4 páginasBoletín Técnico 011 - Condicion de HardbandNubia Barrera100% (1)
- Quinta Rueda TRJ-300Documento1 páginaQuinta Rueda TRJ-300Carlos Reina100% (1)
- Opf - 19 Reporte de Inspección Tuberia Drill Pipe LeviDocumento1 páginaOpf - 19 Reporte de Inspección Tuberia Drill Pipe LeviLevi HernandezAún no hay calificaciones
- Reporte de Inspeccion: Ram Doble de 5000 PsiDocumento15 páginasReporte de Inspeccion: Ram Doble de 5000 PsiDelsyAún no hay calificaciones
- Inspección Equipo de LevanteDocumento6 páginasInspección Equipo de LevanteCarolina Gaitan100% (2)
- Inspeccion Con Ensayos No DestructivosDocumento17 páginasInspeccion Con Ensayos No DestructivosEliana Gamboa100% (1)
- Procedimiento de Control DimensionalDocumento7 páginasProcedimiento de Control DimensionalGabriel D. RodriguezAún no hay calificaciones
- MODULO 10 Mecanismos de Actuacion en Casos de EmergenciaDocumento85 páginasMODULO 10 Mecanismos de Actuacion en Casos de EmergenciaJuanita A BuenaventuraAún no hay calificaciones
- Diox Titanio Kronos 2220Documento1 páginaDiox Titanio Kronos 2220Juanita A BuenaventuraAún no hay calificaciones
- Kronos 2310 SDocumento1 páginaKronos 2310 SJuanita A BuenaventuraAún no hay calificaciones
- Fya-Hs-O01 Alcohol Industrial V01Documento5 páginasFya-Hs-O01 Alcohol Industrial V01Juanita A BuenaventuraAún no hay calificaciones
- MODULO 7. Transporte de Mercancias PeligrosasDocumento99 páginasMODULO 7. Transporte de Mercancias PeligrosasJuanita A BuenaventuraAún no hay calificaciones
- Guia para La Elaboración de Caso de Estudio 2 - IluminaciónDocumento7 páginasGuia para La Elaboración de Caso de Estudio 2 - IluminaciónJuanita A BuenaventuraAún no hay calificaciones
- Fya-Hs-O05 Cera Emulsionada V01Documento3 páginasFya-Hs-O05 Cera Emulsionada V01Juanita A BuenaventuraAún no hay calificaciones
- UntitledDocumento87 páginasUntitledJuanita A BuenaventuraAún no hay calificaciones
- fhq-026 Matriz de Control de Cambios0Documento2 páginasfhq-026 Matriz de Control de Cambios0Juanita A BuenaventuraAún no hay calificaciones
- Colegio San Bartolomé temas química gradosDocumento6 páginasColegio San Bartolomé temas química gradosJuanita A BuenaventuraAún no hay calificaciones
- mhq-001 Manual Del Sistema Integrado de Gestion v90Documento29 páginasmhq-001 Manual Del Sistema Integrado de Gestion v90Juanita A BuenaventuraAún no hay calificaciones
- In-HSE-010 SVE Riesgo Quimico V6Documento15 páginasIn-HSE-010 SVE Riesgo Quimico V6Juanita A BuenaventuraAún no hay calificaciones
- Copia de DGH - 001 Matriz de Autoridad Responsabilidad y Capacitaci N v40Documento6 páginasCopia de DGH - 001 Matriz de Autoridad Responsabilidad y Capacitaci N v40Juanita A BuenaventuraAún no hay calificaciones
- Fya-Hs-O02 Ambientador V01Documento4 páginasFya-Hs-O02 Ambientador V01Juanita A BuenaventuraAún no hay calificaciones
- Cuestionario de Evaluación SubjetivaDocumento2 páginasCuestionario de Evaluación SubjetivaBrian EliasAún no hay calificaciones
- Procedimiento Control Del Producto No ConformeDocumento5 páginasProcedimiento Control Del Producto No ConformeJuanita A BuenaventuraAún no hay calificaciones
- fhq-033 Listado Maestro Documentos Externos v101Documento1 páginafhq-033 Listado Maestro Documentos Externos v101Juanita A BuenaventuraAún no hay calificaciones
- Memorias UDistritalDocumento64 páginasMemorias UDistritalJuanita A BuenaventuraAún no hay calificaciones
- Plan EJECUTIVO PLAZA (Ver1)Documento80 páginasPlan EJECUTIVO PLAZA (Ver1)Juanita A BuenaventuraAún no hay calificaciones
- Auditorias Efectivas SSPA - (FINAL)Documento33 páginasAuditorias Efectivas SSPA - (FINAL)Juanita A Buenaventura100% (1)
- Brochure Tanque Geom para EnviarDocumento5 páginasBrochure Tanque Geom para EnviarJuanita A BuenaventuraAún no hay calificaciones
- In-Hse-030 Sve R Psicosocial v2Documento14 páginasIn-Hse-030 Sve R Psicosocial v2Juanita A BuenaventuraAún no hay calificaciones
- Matriz Legal 1Documento28 páginasMatriz Legal 1Juanita A BuenaventuraAún no hay calificaciones
- Cera polimérica autobrillante MSDSDocumento3 páginasCera polimérica autobrillante MSDSJuanita A BuenaventuraAún no hay calificaciones
- Orígenes e Historia de La CocteleríaDocumento4 páginasOrígenes e Historia de La CocteleríaLeu Tristan GonzalesAún no hay calificaciones
- Clase 4 Propiedades de Los FluidosDocumento26 páginasClase 4 Propiedades de Los FluidosJosé Manuel Cerna LavadoAún no hay calificaciones
- TalleresDocumento32 páginasTalleresJuanita A Buenaventura50% (2)
- Controladores lógicos programables (PLC): Introducción, estructura y programaciónDocumento9 páginasControladores lógicos programables (PLC): Introducción, estructura y programaciónJuanita A BuenaventuraAún no hay calificaciones
- Silletas PDFDocumento1 páginaSilletas PDFJuanita A BuenaventuraAún no hay calificaciones
- Trato Del Trauma. Peter Bourquin.Documento7 páginasTrato Del Trauma. Peter Bourquin.Ma B GarAún no hay calificaciones
- Informe #002.2023.ro - GSC.MPMC Req BienesDocumento3 páginasInforme #002.2023.ro - GSC.MPMC Req BienesSandro SaldañaAún no hay calificaciones
- Modelo Denver 2021Documento10 páginasModelo Denver 2021Tamara VillalobosAún no hay calificaciones
- TAREA 2-ColaborativoDocumento17 páginasTAREA 2-Colaborativojuan home100% (1)
- Clase Inaugural de FarmacologíaDocumento13 páginasClase Inaugural de FarmacologíaCátedra de Farmacología EE100% (1)
- El Diario de La Princesa 2Documento324 páginasEl Diario de La Princesa 2Julie Marcela Remolina Madiedo0% (1)
- AGNOSIA TÁCTIL PURADocumento24 páginasAGNOSIA TÁCTIL PURAAna M ValansiAún no hay calificaciones
- Protocolo de Bioseguridad Ante COVID-19Documento2 páginasProtocolo de Bioseguridad Ante COVID-19Ediluz SantelizAún no hay calificaciones
- Recomendaciones y GuiasDocumento19 páginasRecomendaciones y GuiasLaura GarciaAún no hay calificaciones
- Lavado de Manos SocialDocumento5 páginasLavado de Manos SocialElisa ParedesAún no hay calificaciones
- Síndrome de Guillain BarréDocumento7 páginasSíndrome de Guillain BarréJudith Stefany Rodriguez CastanedaAún no hay calificaciones
- Plantilla Ppe 2024Documento48 páginasPlantilla Ppe 2024RODOLFO MANCIAAún no hay calificaciones
- Patología de Diabetes MellitusDocumento13 páginasPatología de Diabetes MellitusEVELIO AGUILONAún no hay calificaciones
- Cartilla BienestarDocumento10 páginasCartilla BienestarJesusEsbarAún no hay calificaciones
- Segunda Fase Del TrabajoDocumento18 páginasSegunda Fase Del Trabajogliset nayibe pimiento duarteAún no hay calificaciones
- Gestion de Transporte y Distribuccion - 1ra EntregaDocumento5 páginasGestion de Transporte y Distribuccion - 1ra EntregateoTCAún no hay calificaciones
- Recursos Humanos IDocumento31 páginasRecursos Humanos IEunSoo LeeAún no hay calificaciones
- Tratamiento endodóntico y restauración inlay en molar inferiorDocumento22 páginasTratamiento endodóntico y restauración inlay en molar inferiorClaudia RomeroAún no hay calificaciones
- Guía 3.2. Acciones en El PesvDocumento8 páginasGuía 3.2. Acciones en El PesvYessica RamosAún no hay calificaciones
- Revista N4Documento50 páginasRevista N4Naty Machado MacielAún no hay calificaciones
- Formulario Solicitud Instrucciones LlenadoDocumento4 páginasFormulario Solicitud Instrucciones LlenadoLESLIE JOSUE MONGE PINEDAAún no hay calificaciones
- 7 ventajas del TDAHDocumento9 páginas7 ventajas del TDAHPablo Alfredo RodriguezAún no hay calificaciones
- FelicidadDocumento5 páginasFelicidadrosaAún no hay calificaciones
- Mapa 5 Art.Documento1 páginaMapa 5 Art.ROBINSON AYALA GARCIAAún no hay calificaciones
- Portafolio Del Desarrollo Evolutivo Del Niño y de La Niña - Tarea UMGDocumento30 páginasPortafolio Del Desarrollo Evolutivo Del Niño y de La Niña - Tarea UMGgarcia.blancairisAún no hay calificaciones
- Boletin 3 PDFDocumento10 páginasBoletin 3 PDFBryan ObandoAún no hay calificaciones
- Sistema endocrinoDocumento2 páginasSistema endocrinogestion administrativaAún no hay calificaciones
- Resumen Acerca Del Video Relacionado Con La BateriaDocumento3 páginasResumen Acerca Del Video Relacionado Con La BateriaElian MoraAún no hay calificaciones
- Circular Ieepo Sgse Ues 016 2022Documento2 páginasCircular Ieepo Sgse Ues 016 2022Roberto Ruiz LopezAún no hay calificaciones
- 1 179714 1 25 271220211609504502 Usr Qcenergy01Documento2 páginas1 179714 1 25 271220211609504502 Usr Qcenergy01Linder LopezAún no hay calificaciones