También podría gustarte
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- Ejecución de fábricas para revestir. EOCB0108De EverandEjecución de fábricas para revestir. EOCB0108Aún no hay calificaciones
- Caso de Estudio Piso CerámicoDocumento11 páginasCaso de Estudio Piso CerámicoVictor HernandezAún no hay calificaciones
- KarDocumento13 páginasKarKaren Moreno CastroAún no hay calificaciones
- Procesos CeramicosDocumento28 páginasProcesos CeramicosGiovana Kathedry CordovaAún no hay calificaciones
- Fabricacion Industrial Del CeramicoDocumento20 páginasFabricacion Industrial Del CeramicoChristian Charcape Velasquez100% (2)
- Urbanismo Segundo TallerDocumento6 páginasUrbanismo Segundo TallerJana GarciaAún no hay calificaciones
- Informe #7Documento8 páginasInforme #7ESMIT ROCA SACSARAAún no hay calificaciones
- 5 FECO CeramicosDocumento6 páginas5 FECO CeramicosJohanAún no hay calificaciones
- Jorge Daniel Inga Lafebre, EcuadorDocumento7 páginasJorge Daniel Inga Lafebre, EcuadorrevistaaleiqAún no hay calificaciones
- Idea de Proyecto de EmprendimientoDocumento9 páginasIdea de Proyecto de EmprendimientoAnonymous DgeLm1nzRUAún no hay calificaciones
- 4.la Industria de Los Chircales Ebook-34-65Documento32 páginas4.la Industria de Los Chircales Ebook-34-65Adriana LeañoAún no hay calificaciones
- Procesamiento de Materiales CerámicosDocumento4 páginasProcesamiento de Materiales Cerámicosvalentina sanchez100% (1)
- Proceso de Obtención de La CerámicaDocumento10 páginasProceso de Obtención de La CerámicaJonathan CarmonaAún no hay calificaciones
- Ceramicos de Piso y RevestimientosDocumento19 páginasCeramicos de Piso y RevestimientosJulio C TelloAún no hay calificaciones
- Taller 3 Corte 3Documento29 páginasTaller 3 Corte 3John DuarteAún no hay calificaciones
- Proceso de Obtencion de La CeramicaDocumento10 páginasProceso de Obtencion de La CeramicaLuis SantillanoAún no hay calificaciones
- Articulo Cientifico Niveles de Severidad EflorescenciaDocumento10 páginasArticulo Cientifico Niveles de Severidad EflorescenciaFrankZRuizAún no hay calificaciones
- Ceramicos y Ladrillos Barragan 1Documento10 páginasCeramicos y Ladrillos Barragan 1Cesar pariAún no hay calificaciones
- UNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedDocumento42 páginasUNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedNICOLE GISELA MORALES ZAMBRANA0% (1)
- Libro Mat 04 PDFDocumento33 páginasLibro Mat 04 PDFRockicita QuintanillaAún no hay calificaciones
- Trabajo en Aula 4 Arteaga LeonardoDocumento6 páginasTrabajo en Aula 4 Arteaga LeonardoLeonardoArteagaAún no hay calificaciones
- Introducción A Las Pastas y Esmaltes CerámicosDocumento7 páginasIntroducción A Las Pastas y Esmaltes CerámicosSeba1905Aún no hay calificaciones
- Procesamiento de Materiales Cerámicos TradicionalesDocumento56 páginasProcesamiento de Materiales Cerámicos TradicionalesAntonio AguilarAún no hay calificaciones
- Industria CeramicaDocumento21 páginasIndustria CeramicaFernando Javier FrancoAún no hay calificaciones
- Practica 1 LadrilloDocumento11 páginasPractica 1 LadrillosaidAún no hay calificaciones
- Cemento PortlandDocumento14 páginasCemento PortlandEYBER ALEXANDER GARNICA TRUJILLOAún no hay calificaciones
- Documento Materiales CerámicosDocumento27 páginasDocumento Materiales CerámicosTatiana OspinaAún no hay calificaciones
- Proceso de Obtencion de CeramicaDocumento10 páginasProceso de Obtencion de CeramicaLuis SantillanoAún no hay calificaciones
- Procesos de Obtención de Los Materiales CerámicosDocumento6 páginasProcesos de Obtención de Los Materiales CerámicosluisAún no hay calificaciones
- Ceramica FinaDocumento12 páginasCeramica FinaWendel MedranoAún no hay calificaciones
- Practica 3 Caucho VulcanizadoDocumento31 páginasPractica 3 Caucho VulcanizadoAlberto NeriAún no hay calificaciones
- CuestionarioDocumento4 páginasCuestionarioJESUS LEONARDO DELGADO ZAMBRANOAún no hay calificaciones
- 2.las Materias Primas - PreparacionDocumento57 páginas2.las Materias Primas - PreparacionJorge Enrique SalazarAún no hay calificaciones
- Informe 06 - Ceramica IIDocumento13 páginasInforme 06 - Ceramica IIOlmedo HAún no hay calificaciones
- Ceramica PDFDocumento21 páginasCeramica PDFPaula Andrea Escobar PoloAún no hay calificaciones
- Trabajo Practico 5Documento6 páginasTrabajo Practico 5Kevin RodriguezAún no hay calificaciones
- Ceramic OsDocumento4 páginasCeramic OsPaola CarpioAún no hay calificaciones
- Cap Iii, Materiales CerámicosDocumento14 páginasCap Iii, Materiales CerámicosAlexyAún no hay calificaciones
- Práctica 06 Obtención de Materiales Cerámicos Tipo PorcelanasDocumento12 páginasPráctica 06 Obtención de Materiales Cerámicos Tipo PorcelanasLILIANA KAREN IDME RAMOSAún no hay calificaciones
- Proyecto CeramicaDocumento9 páginasProyecto CeramicaRichard Valdivia LopezAún no hay calificaciones
- Fabricación de VidrioDocumento19 páginasFabricación de VidrioYINA MARCELA RODRIGUEZ PRADAAún no hay calificaciones
- Ceramic ADocumento19 páginasCeramic APaula Andrea Escobar PoloAún no hay calificaciones
- Informe #4 de Ceramica IIDocumento13 páginasInforme #4 de Ceramica IIRAUL ROJAS RAMOSAún no hay calificaciones
- Elaboración de Baldosas IDocumento9 páginasElaboración de Baldosas IErick VbAún no hay calificaciones
- Taller AA e IA Proceso de Elaboración de Piso CeramicaDocumento5 páginasTaller AA e IA Proceso de Elaboración de Piso CeramicaVictor HernandezAún no hay calificaciones
- Material de PisosDocumento24 páginasMaterial de PisosErika MonterrozaAún no hay calificaciones
- Acabadosenlacermicaytcnicasdedecoracion 04Documento10 páginasAcabadosenlacermicaytcnicasdedecoracion 04jijeAún no hay calificaciones
- Ingenieria de Proceso Del Gres Porcelanico CorregidoDocumento26 páginasIngenieria de Proceso Del Gres Porcelanico CorregidoHersson Brayan Durand RiveraAún no hay calificaciones
- Practica de Sinterizacion 2Documento6 páginasPractica de Sinterizacion 2larryAún no hay calificaciones
- 2 - CerámicasDocumento8 páginas2 - CerámicasALEX_125Aún no hay calificaciones
- CerámicosDocumento27 páginasCerámicosRicardo AguilarAún no hay calificaciones
- Informe Diagrama Ishgicawa en Fabricacion de LadrillosDocumento10 páginasInforme Diagrama Ishgicawa en Fabricacion de LadrillosNicole HuaytallaAún no hay calificaciones
- Proyecto IntegradorDocumento20 páginasProyecto IntegradorJorge ReyesAún no hay calificaciones
- Proceso de Manufactura Del Piso CeramicoDocumento25 páginasProceso de Manufactura Del Piso CeramicoIlse Cortés LunaAún no hay calificaciones
- Cerámicas y VidriosDocumento12 páginasCerámicas y VidriosAndres Muro ManriqueAún no hay calificaciones
- Ceramica Italia Su Proceso y FabricacionDocumento3 páginasCeramica Italia Su Proceso y Fabricacionwilmer alexander ortega pabon100% (2)
- PRESENTACIONDocumento40 páginasPRESENTACIONquesoAún no hay calificaciones
- El Ámbito de ActividadDocumento8 páginasEl Ámbito de Actividadapi-26360100Aún no hay calificaciones
- Pastas, morteros, adhesivos y hormigones. EOCB0209De EverandPastas, morteros, adhesivos y hormigones. EOCB0209Aún no hay calificaciones
- Flujograma de Proceso Abastecimiento de Equipos, Repuestos y AccesoriosDocumento1 páginaFlujograma de Proceso Abastecimiento de Equipos, Repuestos y AccesoriosVictor HernandezAún no hay calificaciones
- Tarea1 Alfaro Abarca Portillo Valencia Lopez CastroDocumento5 páginasTarea1 Alfaro Abarca Portillo Valencia Lopez CastroVictor HernandezAún no hay calificaciones
- Taller Sobre Las Teorias de La Motivacion HumanaDocumento1 páginaTaller Sobre Las Teorias de La Motivacion HumanaVictor HernandezAún no hay calificaciones
- Venta de Gas Propano San JoaquínDocumento3 páginasVenta de Gas Propano San JoaquínVictor HernandezAún no hay calificaciones
- Formato de Señaletica (Autoguardado)Documento2 páginasFormato de Señaletica (Autoguardado)Victor HernandezAún no hay calificaciones
- Taller 1 Mi PreguntaDocumento1 páginaTaller 1 Mi PreguntaVictor HernandezAún no hay calificaciones
- PYC - DRD - Plan de ExportacionDocumento2 páginasPYC - DRD - Plan de ExportacionVictor HernandezAún no hay calificaciones
- GeneralidadesDocumento2 páginasGeneralidadesVictor HernandezAún no hay calificaciones
- RutasDocumento15 páginasRutasVictor HernandezAún no hay calificaciones
- Ce#2 DRD PL201858 QG200979Documento27 páginasCe#2 DRD PL201858 QG200979Victor HernandezAún no hay calificaciones
- Guia 4Documento18 páginasGuia 4Victor HernandezAún no hay calificaciones
- Infografia-Rp192181 VH202537Documento1 páginaInfografia-Rp192181 VH202537Victor HernandezAún no hay calificaciones
- Tarea para MañanaDocumento2 páginasTarea para MañanaVictor HernandezAún no hay calificaciones
- Ejemplos de Gestión de Calidad TotalDocumento2 páginasEjemplos de Gestión de Calidad TotalVictor HernandezAún no hay calificaciones
- Primer Avance para El Proyeto de CatedraDocumento3 páginasPrimer Avance para El Proyeto de CatedraVictor HernandezAún no hay calificaciones
- Diagrama de IshikawuaDocumento1 páginaDiagrama de IshikawuaVictor HernandezAún no hay calificaciones
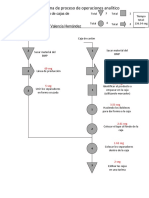
- Diagrama de Proceso AnaliticoDocumento1 páginaDiagrama de Proceso AnaliticoVictor HernandezAún no hay calificaciones
- OSARTECDocumento1 páginaOSARTECVictor HernandezAún no hay calificaciones
- Introducion, Objetivos, Descripcion Caso, ConclusionesDocumento3 páginasIntroducion, Objetivos, Descripcion Caso, ConclusionesVictor HernandezAún no hay calificaciones
- Ar192162 - Proyecto de Catedra Grupo 1 - GEA - G03TDocumento23 páginasAr192162 - Proyecto de Catedra Grupo 1 - GEA - G03TVictor HernandezAún no hay calificaciones
- Punto 3 NMDocumento1 páginaPunto 3 NMVictor HernandezAún no hay calificaciones
- Tabloide de ElectroneumaticaDocumento4 páginasTabloide de ElectroneumaticaVictor HernandezAún no hay calificaciones
- Guion PodcastDocumento5 páginasGuion PodcastVictor HernandezAún no hay calificaciones
- Sol. Ejer - 5.1 Taladro NeumaticoDocumento3 páginasSol. Ejer - 5.1 Taladro NeumaticoVictor HernandezAún no hay calificaciones
- U1. T1.1.Clasificación de Las EmpresasDocumento4 páginasU1. T1.1.Clasificación de Las EmpresasVictor HernandezAún no hay calificaciones
- Uso de Instrumentos de Medición Eléctrica Parte IDocumento8 páginasUso de Instrumentos de Medición Eléctrica Parte IVictor HernandezAún no hay calificaciones
- Práctica 2MTI LabDocumento5 páginasPráctica 2MTI LabVictor HernandezAún no hay calificaciones
- GUIA#5 - SIMv2022 ELECTRONEUMATICA APLICADADocumento5 páginasGUIA#5 - SIMv2022 ELECTRONEUMATICA APLICADAVictor HernandezAún no hay calificaciones
- Manual de Descripciones y Funciones 2020Documento948 páginasManual de Descripciones y Funciones 2020Victor HernandezAún no hay calificaciones
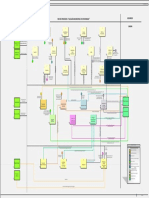
- ACA106 - G01T - MAPEO DE PROCESOS - S - E01 - Panameño Lopez - Quijano Gonzalez. Ramirez Palacios - Rivera Orellana - Valencia HernandezDocumento1 páginaACA106 - G01T - MAPEO DE PROCESOS - S - E01 - Panameño Lopez - Quijano Gonzalez. Ramirez Palacios - Rivera Orellana - Valencia HernandezVictor HernandezAún no hay calificaciones
- Los Residuos Solidos Urbanos en Coronel Rosales.Documento19 páginasLos Residuos Solidos Urbanos en Coronel Rosales.Diana Durán100% (1)
- Importancia Del PH Del Agua de LluviaDocumento4 páginasImportancia Del PH Del Agua de LluviaLILIAN MARIA PRADA SUAREZAún no hay calificaciones
- Foro Caracterización de Impactos Ambientales en La Industria de La ConstrucciónDocumento4 páginasForo Caracterización de Impactos Ambientales en La Industria de La Construcciónkelly zapataAún no hay calificaciones
- Modulo Manejo de Cuencas y Fuentes de AguaDocumento27 páginasModulo Manejo de Cuencas y Fuentes de AguaJosé Eduardo González EstrellaAún no hay calificaciones
- Documento 2Documento12 páginasDocumento 2Jorge Luis Bobadilla RiveraAún no hay calificaciones
- Formulario de PozosDocumento14 páginasFormulario de Pozosadolfo mier rivaAún no hay calificaciones
- Declaración - Aceite UsadoDocumento4 páginasDeclaración - Aceite UsadojohnnyAún no hay calificaciones
- PIGARS Cajabamba Diciembre 2013Documento77 páginasPIGARS Cajabamba Diciembre 2013CarolynAún no hay calificaciones
- Desengrasante CaseroDocumento3 páginasDesengrasante CaseroGabriel Astudillo100% (1)
- Matriz de Aspectos e Impactos AmbientalesDocumento12 páginasMatriz de Aspectos e Impactos Ambientalesrochi salazarAún no hay calificaciones
- Nomenclatura Vulgar y CientificaDocumento11 páginasNomenclatura Vulgar y CientificaJuanAún no hay calificaciones
- Memoria Descriptiva PichanaquiDocumento10 páginasMemoria Descriptiva PichanaquiCristhian Gálvez ZanabriaAún no hay calificaciones
- Diagnóstico Ambiental de La Industria PucalaDocumento27 páginasDiagnóstico Ambiental de La Industria Pucalajhoel rimapaAún no hay calificaciones
- Matriz de Impactos AmbientalesDocumento11 páginasMatriz de Impactos AmbientalesflacoficAún no hay calificaciones
- Caminata Identificación de Impactos AmbientalesDocumento8 páginasCaminata Identificación de Impactos AmbientalesDuver Alfonso Rebolledo MuñozAún no hay calificaciones
- Expansión Urbana DesordenadaDocumento5 páginasExpansión Urbana DesordenadaCARMENAún no hay calificaciones
- Los Secretos Del DetailingDocumento87 páginasLos Secretos Del DetailingVlady Garcia100% (1)
- TR - Supervision Ambiental CarreteraDocumento76 páginasTR - Supervision Ambiental CarreteraGary LopezAún no hay calificaciones
- Cuencas de La Region LimaDocumento16 páginasCuencas de La Region LimaDavid Villacrez TafurAún no hay calificaciones
- 9000 Manual Diesel OPACDocumento44 páginas9000 Manual Diesel OPACCamilo ZuñigaAún no hay calificaciones
- Centrales TermicasDocumento725 páginasCentrales Termicasadela huacasiAún no hay calificaciones
- Ley 300 - AgriculturaDocumento16 páginasLey 300 - AgriculturaElmaLimachiAún no hay calificaciones
- Trabajo 1-Enfermedades Ocupacionales Por PMDocumento29 páginasTrabajo 1-Enfermedades Ocupacionales Por PMClaudia I. Roque P.Aún no hay calificaciones
- Avance Contaminacion AtmosfericaDocumento5 páginasAvance Contaminacion AtmosfericaRicardo Miguel Pezet CahuinAún no hay calificaciones
- Introducción y JustificaciÓN MONOGRAFIADocumento124 páginasIntroducción y JustificaciÓN MONOGRAFIAPietro Silvestri JironAún no hay calificaciones
- Plan Antiderrames 1Documento8 páginasPlan Antiderrames 1Chiroque CarlosAún no hay calificaciones
- Tecnica de Investigacion Perfil de MonografiaDocumento25 páginasTecnica de Investigacion Perfil de Monografiaroly0% (1)
- Trabajo Colaborativo - Toxicologia Ambiental.Documento10 páginasTrabajo Colaborativo - Toxicologia Ambiental.Miguelito Gordillo80% (5)
- Resumen de ContaminacionDocumento6 páginasResumen de ContaminacionLaura MembreñoAún no hay calificaciones
- T Uide 0728Documento177 páginasT Uide 0728leonardo benitezAún no hay calificaciones