También podría gustarte
- Check List Esmeril Angular Ver 00Documento1 páginaCheck List Esmeril Angular Ver 00Myluska RosalesAún no hay calificaciones
- Check List de MayoreosDocumento2 páginasCheck List de MayoreosPaco E Canales FloresAún no hay calificaciones
- Camaras de FrioDocumento1 páginaCamaras de Friojoha ValdezAún no hay calificaciones
- Check List Traspaleta Hombre A BordoDocumento1 páginaCheck List Traspaleta Hombre A BordoValentina EcheverriaAún no hay calificaciones
- Anexo N 43 Programa de Trabajo Preventivo ACHSDocumento8 páginasAnexo N 43 Programa de Trabajo Preventivo ACHSElsa SeguraAún no hay calificaciones
- Preoperacional Limpia RejillasDocumento1 páginaPreoperacional Limpia Rejillascarlos alberto peñaAún no hay calificaciones
- Check List Soldadura TigDocumento1 páginaCheck List Soldadura TigFlavio Paulino MartinezAún no hay calificaciones
- Formato Inspección BañosDocumento6 páginasFormato Inspección Bañosrene coboAún no hay calificaciones
- MoldesDocumento120 páginasMoldesBenigna Flores fernandezAún no hay calificaciones
- R SIG GSS 12 Inspeccion de ConosDocumento1 páginaR SIG GSS 12 Inspeccion de Conosmauricio alexander arias arancibiaAún no hay calificaciones
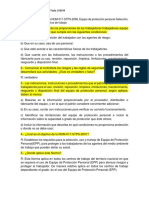
- Auditoria STPS Nom 027 2008Documento6 páginasAuditoria STPS Nom 027 2008Juan Román LopezAún no hay calificaciones
- Procedimiento de Mantenimiento Vehicular InstitucionalDocumento8 páginasProcedimiento de Mantenimiento Vehicular InstitucionalAna BautistaAún no hay calificaciones
- Check List de Herramientas y Equipos V6Documento1 páginaCheck List de Herramientas y Equipos V6CLINTON BRAULIOAún no hay calificaciones
- Inspeccion de CasillerosDocumento1 páginaInspeccion de CasillerosLourdes ZuñigaAún no hay calificaciones
- 5.4 7.4 002 Bitacora de Revisión Alarma de EmergenciasDocumento2 páginas5.4 7.4 002 Bitacora de Revisión Alarma de EmergenciasMITZI MORENOAún no hay calificaciones
- Mmad Mmad-206 ManualDocumento333 páginasMmad Mmad-206 ManualJampol BazanAún no hay calificaciones
- E-COR-SIB-04.03 Check List (Camionetas, Bus, Salida, Manifiesto Pasajeros) PDFDocumento1 páginaE-COR-SIB-04.03 Check List (Camionetas, Bus, Salida, Manifiesto Pasajeros) PDFdaniela garcia jaramilloAún no hay calificaciones
- CIE PE QIT 272 Destrucción de Material Scrap.Documento6 páginasCIE PE QIT 272 Destrucción de Material Scrap.Andy IbarraAún no hay calificaciones
- Analisis Sierra de Cinta VerticalDocumento28 páginasAnalisis Sierra de Cinta Verticaljuan david CarrilloAún no hay calificaciones
- Mod. Inspeccion GerencialDocumento1 páginaMod. Inspeccion GerencialProsperoMargfoyAún no hay calificaciones
- Formato de Inventario de Maquinas, Equipos y HerramientasDocumento2 páginasFormato de Inventario de Maquinas, Equipos y HerramientasKarla HernandezAún no hay calificaciones
- Semana 6 ProfesorDocumento65 páginasSemana 6 ProfesorAlfonso Aler InsuaAún no hay calificaciones
- Check List de Herramientas ManualesDocumento1 páginaCheck List de Herramientas ManualesCarlos Daniel Ricapa RiveraAún no hay calificaciones
- Orden de TrabajoDocumento2 páginasOrden de TrabajoFrank Anthony Richard Perez FernandezAún no hay calificaciones
- Manual de Licuadora IndustrialDocumento11 páginasManual de Licuadora IndustrialLuxy VerasAún no hay calificaciones
- Organigrama 5SDocumento1 páginaOrganigrama 5SJames BrownAún no hay calificaciones
- Instructivo para Cambio de Envases Cloro GaseosoDocumento16 páginasInstructivo para Cambio de Envases Cloro GaseosoomairaAún no hay calificaciones
- Matriz Req Legales ModeloDocumento2 páginasMatriz Req Legales Modelomafe comasAún no hay calificaciones
- 1519 ORDO Ingeniero de ControlDocumento4 páginas1519 ORDO Ingeniero de Controlencopab2Aún no hay calificaciones
- Checklist de Luces de EmergenciaDocumento4 páginasChecklist de Luces de EmergenciaWcarlos Romero HuamanAún no hay calificaciones
- Checklist BodegaDocumento1 páginaChecklist BodegaissferAún no hay calificaciones
- Control de Apagado de EquiposDocumento1 páginaControl de Apagado de EquiposJulian RojasAún no hay calificaciones
- Procedimiento Estándar de Trabajo EbbDocumento3 páginasProcedimiento Estándar de Trabajo EbbJeanpBalbinAún no hay calificaciones
- NOM 017 Stps Cuestionario y GlosarioDocumento6 páginasNOM 017 Stps Cuestionario y GlosarioRoberto De Jesus Montejo ToalaAún no hay calificaciones
- F-INSH-006 Check List de Andamios PDFDocumento1 páginaF-INSH-006 Check List de Andamios PDFMarcusa VargasAún no hay calificaciones
- PO-VTA-01 Procedimiento de VentasDocumento11 páginasPO-VTA-01 Procedimiento de VentasdayanaAún no hay calificaciones
- Anexo 1 Al Adjunto 7 Versión 3 - Solicitud para Permiso de Acceso Personal A Área RestringidaDocumento2 páginasAnexo 1 Al Adjunto 7 Versión 3 - Solicitud para Permiso de Acceso Personal A Área RestringidaSantiago Herrera Palacio50% (2)
- Control de Detectores de HumoDocumento1 páginaControl de Detectores de HumoElAlvaro Alvaro100% (1)
- Formato Check List Flota LivianaDocumento2 páginasFormato Check List Flota Livianacoyarzun_12100% (1)
- Ats Adr MaquinadoDocumento6 páginasAts Adr MaquinadoAminadab AraujoAún no hay calificaciones
- Procedimiento de Trabajo Seguro RefiladoraDocumento18 páginasProcedimiento de Trabajo Seguro RefiladoraDeisy cruzAún no hay calificaciones
- Check List de Arnes y Linea de VidaDocumento1 páginaCheck List de Arnes y Linea de VidaAngel CaraipompaAún no hay calificaciones
- Formato para Evaluación de Simulacro 15 Agosto 2019Documento6 páginasFormato para Evaluación de Simulacro 15 Agosto 2019Ivan GutierrezAún no hay calificaciones
- Reporte de Incidente Conato de Indendio 01Documento3 páginasReporte de Incidente Conato de Indendio 01carlosAún no hay calificaciones
- Check List de Camion AljibeDocumento2 páginasCheck List de Camion AljibeSolange CifuentesAún no hay calificaciones
- Acta de Entrega Recepcion Vehiculos ProexaDocumento1 páginaActa de Entrega Recepcion Vehiculos ProexaReynaldo Aaqq100% (1)
- Lista de Chequeo MalacateDocumento2 páginasLista de Chequeo MalacateYurley ValenciaAún no hay calificaciones
- Formato de Registro de Herramienta 2012Documento3 páginasFormato de Registro de Herramienta 2012Victor Rodriguez Puente0% (1)
- P.seg.6.03.00 Plan de Emergencia Rev.1 Open MontemarDocumento15 páginasP.seg.6.03.00 Plan de Emergencia Rev.1 Open MontemarroqueAún no hay calificaciones
- Análisis Foda TallerDocumento5 páginasAnálisis Foda TallerMarco Morelos NavidadAún no hay calificaciones
- Mantenimiento - Grupo 05 - Avance 1Documento18 páginasMantenimiento - Grupo 05 - Avance 1Brayan MezaAún no hay calificaciones
- Inspeccion Lava OjosDocumento2 páginasInspeccion Lava OjosAngie Catherine ACHURY SUAREZAún no hay calificaciones
- PETS Mantenimiento PreventivodocxDocumento7 páginasPETS Mantenimiento PreventivodocxChristopher Carhuallanqui100% (2)
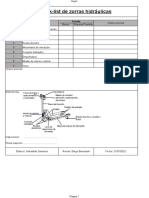
- Check-List Zorras HidraulicasDocumento1 páginaCheck-List Zorras Hidraulicasdiego benassatiAún no hay calificaciones
- ESTANDAR-07 - Equipos de Izaje y AparejosDocumento19 páginasESTANDAR-07 - Equipos de Izaje y AparejosstuntclashAún no hay calificaciones
- Check List Orden y LimpiezaDocumento1 páginaCheck List Orden y Limpiezasupervisor ssoAún no hay calificaciones
- Fcl-14 Bitacora RefrigeradorDocumento1 páginaFcl-14 Bitacora RefrigeradorErika MoralesAún no hay calificaciones
- LB-SS-SSS-SLB-0001 - Vehiculos Equipos y LicenciasDocumento21 páginasLB-SS-SSS-SLB-0001 - Vehiculos Equipos y LicenciasPedro Hernandez CarmonaAún no hay calificaciones
- I-SIG-05 Inspección Escalera ExtensibleDocumento1 páginaI-SIG-05 Inspección Escalera Extensibleluchovsky1978100% (2)
- S F 108 Quejas Por Acoso Laboral4Documento1 páginaS F 108 Quejas Por Acoso Laboral4Jorge Mauricio Zutta ObandoAún no hay calificaciones
- Lista de Verificacion AndamiosDocumento2 páginasLista de Verificacion AndamiosCamilo Andrés Guevara gallegoAún no hay calificaciones
- Check List de Vehiculo MotorizadoDocumento2 páginasCheck List de Vehiculo MotorizadoJean Carlos Avelino RomualdoAún no hay calificaciones
- It-Pr-11-Instructivo de Trabajo Lavado Sprint LV1600Documento17 páginasIt-Pr-11-Instructivo de Trabajo Lavado Sprint LV1600ING JUAN PABLO ISAACAún no hay calificaciones
- 2-Plan de Auditoría InternaDocumento2 páginas2-Plan de Auditoría InternaING JUAN PABLO ISAACAún no hay calificaciones
- Estudio de Calidad de Potencia Eléctrica: 1.-IntroducciónDocumento4 páginasEstudio de Calidad de Potencia Eléctrica: 1.-IntroducciónING JUAN PABLO ISAACAún no hay calificaciones
- SGG Cool Lite STDocumento8 páginasSGG Cool Lite STING JUAN PABLO ISAACAún no hay calificaciones
- 2019 Manual de Instalacions MerusDocumento1 página2019 Manual de Instalacions MerusING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-14-Instructivo de Trabajo EsmeriladoDocumento34 páginasIt-Pr-14-Instructivo de Trabajo EsmeriladoING JUAN PABLO ISAACAún no hay calificaciones
- Doc-Prueba de Fragmentación 2022Documento4 páginasDoc-Prueba de Fragmentación 2022ING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-06-Instructivo de Trabajo BiselDocumento27 páginasIt-Pr-06-Instructivo de Trabajo BiselING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-26-Instructivo de Trabajo Perforado Vertical Vertmax 2.6Documento34 páginasIt-Pr-26-Instructivo de Trabajo Perforado Vertical Vertmax 2.6ING JUAN PABLO ISAACAún no hay calificaciones
- AV-PR-05 (Perforaciones Aceptables para Evitar Ruptura en El Proceso de Templado)Documento1 páginaAV-PR-05 (Perforaciones Aceptables para Evitar Ruptura en El Proceso de Templado)ING JUAN PABLO ISAACAún no hay calificaciones
- Anexo de It-Pr-03 Canto Plano Ve350Documento4 páginasAnexo de It-Pr-03 Canto Plano Ve350ING JUAN PABLO ISAACAún no hay calificaciones
- Doc-Esquema Phva TemplanovaDocumento2 páginasDoc-Esquema Phva TemplanovaING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-16-Instructivo de Trabajo LaminadoDocumento22 páginasIt-Pr-16-Instructivo de Trabajo LaminadoING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-13-Instructivo de Trabajo TempladoDocumento21 páginasIt-Pr-13-Instructivo de Trabajo TempladoING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-09-Instructivo de Trabajo Perforado SemiautomáticoDocumento26 páginasIt-Pr-09-Instructivo de Trabajo Perforado SemiautomáticoING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-11-Instructivo de Trabajo Lavado Sprint LV1600Documento17 páginasIt-Pr-11-Instructivo de Trabajo Lavado Sprint LV1600ING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-10-Instructivo de Trabajo Perforado Busetti V2,6Documento39 páginasIt-Pr-10-Instructivo de Trabajo Perforado Busetti V2,6ING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-04-Instructivo de Trabajo Canteado Tl-9avDocumento22 páginasIt-Pr-04-Instructivo de Trabajo Canteado Tl-9avING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-12-Instructivo de Trabajo Lavado LisecDocumento20 páginasIt-Pr-12-Instructivo de Trabajo Lavado LisecING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-05-Instructivo de Trabajo Media CañaDocumento22 páginasIt-Pr-05-Instructivo de Trabajo Media CañaING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-01-Instructivo de Trabajo Corte 2021Documento24 páginasIt-Pr-01-Instructivo de Trabajo Corte 2021ING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-03-Instructivo de Trabajo Canteado Ve-350Documento23 páginasIt-Pr-03-Instructivo de Trabajo Canteado Ve-350ING JUAN PABLO ISAACAún no hay calificaciones
- It-Pr-02-Instructivo de Trabajo Canteado Ve-350Documento23 páginasIt-Pr-02-Instructivo de Trabajo Canteado Ve-350ING JUAN PABLO ISAACAún no hay calificaciones
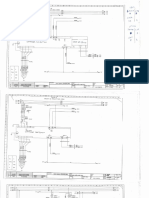
- Esquema Electrico Comander Sk1Documento7 páginasEsquema Electrico Comander Sk1ING JUAN PABLO ISAACAún no hay calificaciones
- Instrucciones para Realizar La Calibración de Rutina Del DinamómetroDocumento3 páginasInstrucciones para Realizar La Calibración de Rutina Del DinamómetroING JUAN PABLO ISAACAún no hay calificaciones
- FO-CAL-07 (Inspección de Calidad Justo A Tiempo en Maquinaria)Documento1 páginaFO-CAL-07 (Inspección de Calidad Justo A Tiempo en Maquinaria)ING JUAN PABLO ISAACAún no hay calificaciones
- Instrucciones para Realizar La Calibración de Rutina Del Analizador de GasesDocumento3 páginasInstrucciones para Realizar La Calibración de Rutina Del Analizador de GasesING JUAN PABLO ISAACAún no hay calificaciones
- 001339895PYDocumento76 páginas001339895PYDaan Ore SaltachinAún no hay calificaciones
- Poste Conico CircularDocumento1 páginaPoste Conico CircularItzel NeriAún no hay calificaciones
- Creación y Ejecución de Estándares Operacionales - Sesiones 1, 2, 3 y 4-DPROJULM4ULTSESDocumento93 páginasCreación y Ejecución de Estándares Operacionales - Sesiones 1, 2, 3 y 4-DPROJULM4ULTSESGonzalo Martin Fuentes RomanAún no hay calificaciones
- Siop Io 930007995 N396 2013 CatalogoDocumento4 páginasSiop Io 930007995 N396 2013 Catalogosergio ivan huitronAún no hay calificaciones
- Tema 3.2 - Procesos de Deformacion Volumétrica - ForjaDocumento27 páginasTema 3.2 - Procesos de Deformacion Volumétrica - ForjaMaxwell RodriguezAún no hay calificaciones
- 30 11 2021 - Clases de Marca at Inpi Argentina - Clase 16 - 45Documento99 páginas30 11 2021 - Clases de Marca at Inpi Argentina - Clase 16 - 45Ezequiel Hernán VillanuevaAún no hay calificaciones
- Capitulo 4 - MC 115Documento53 páginasCapitulo 4 - MC 115Macoto msAún no hay calificaciones
- Programa Organización IndustrialDocumento3 páginasPrograma Organización IndustrialGabriel AlvaradoAún no hay calificaciones
- Presentacion Instalaciones ElectricasDocumento12 páginasPresentacion Instalaciones ElectricasYul SermeñoAún no hay calificaciones
- Catálogo Martell09.2022Documento29 páginasCatálogo Martell09.2022wbvegacAún no hay calificaciones
- Catalogo de Hta. GeneralDocumento592 páginasCatalogo de Hta. GeneralJuan Pablo Romero TorrezAún no hay calificaciones
- Córdova Toctaguano P6 GR6VDocumento2 páginasCórdova Toctaguano P6 GR6VJose AndresAún no hay calificaciones
- Ardex Feather Finish Datos TécnicosDocumento6 páginasArdex Feather Finish Datos TécnicospaolaAún no hay calificaciones
- Examen Estructura y Propiedad de Los MaterialesDocumento8 páginasExamen Estructura y Propiedad de Los Materialesjesuchiha2021Aún no hay calificaciones
- UntitledDocumento51 páginasUntitledAlvaro ArceAún no hay calificaciones
- TesisDocumento90 páginasTesisNipcela TamayoAún no hay calificaciones
- Procedimiento Preparacion y Soldadura de Tuberias y AcesoriosDocumento9 páginasProcedimiento Preparacion y Soldadura de Tuberias y AcesoriosN2DESINGN SASAún no hay calificaciones
- FT Fuller de LustramueblesDocumento2 páginasFT Fuller de LustramueblesElizabeth Uribe CastañedaAún no hay calificaciones
- Acta de Saldos de Almacen 2023Documento102 páginasActa de Saldos de Almacen 2023Cinthia OscoAún no hay calificaciones
- FreshAir HDE Operation Manual (Español - Ingles)Documento35 páginasFreshAir HDE Operation Manual (Español - Ingles)Adolfo CisnerosAún no hay calificaciones
- Tarea 5.1 Analisis C2Documento6 páginasTarea 5.1 Analisis C2Merary CoelloAún no hay calificaciones
- Quiz Semana 2 Fundamentos ProducciónDocumento5 páginasQuiz Semana 2 Fundamentos Producciónmarcela lopezAún no hay calificaciones
- b1 Problema 2 ExamenDocumento5 páginasb1 Problema 2 ExamenTelmo ÁlvarezAún no hay calificaciones
- Boletin Informativo 31.03.2023Documento31 páginasBoletin Informativo 31.03.2023Alejo Escalada CorsiAún no hay calificaciones
- Catalogo, Molduport1Documento35 páginasCatalogo, Molduport1Chicoj SalvadorAún no hay calificaciones
- Reporte de Laboratorio 7Documento11 páginasReporte de Laboratorio 7Almacén Bubba Chacarilla 1Aún no hay calificaciones
- Gadp U2 A2 MalqDocumento12 páginasGadp U2 A2 MalqMarisol QuintanarAún no hay calificaciones