También podría gustarte
- Historia Del Mantenimiento PDFDocumento51 páginasHistoria Del Mantenimiento PDFSebastian GordilloAún no hay calificaciones
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Evolución Del MantenimientoDocumento3 páginasEvolución Del MantenimientoMaria Fernanda Calva MorenoAún no hay calificaciones
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Evolucion Del MantenimientoDocumento2 páginasEvolucion Del MantenimientoRichard Lavado MartinezAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Historia Del MantenimientoDocumento4 páginasHistoria Del MantenimientoJasbleidy L. RomeroAún no hay calificaciones
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- 1.1 Evolución Del Mantenimiento - UNIDAD IDocumento9 páginas1.1 Evolución Del Mantenimiento - UNIDAD IEnrique Chaidez100% (1)
- Bases Filosóficas para El Mantenimiento IndustrialDocumento5 páginasBases Filosóficas para El Mantenimiento IndustrialBryan MartínezAún no hay calificaciones
- MANTTO. Castillejos Alfaro RafaelDocumento10 páginasMANTTO. Castillejos Alfaro RafaelJorge GumetaAún no hay calificaciones
- 2.1. Concepto y Aplicacion de La ConservacionDocumento5 páginas2.1. Concepto y Aplicacion de La ConservacionAdrian Barrios CruzAún no hay calificaciones
- Resumen Tema 1Documento5 páginasResumen Tema 1DAYPLAY EBOGAMEXAún no hay calificaciones
- 1 - Introducción. Historia y Evolución Del Mantenimiento. Concepto y Objetivos Del Mantenimiento de Los Sistemas Del Buque.Documento26 páginas1 - Introducción. Historia y Evolución Del Mantenimiento. Concepto y Objetivos Del Mantenimiento de Los Sistemas Del Buque.Alvaro Lopez FernandezAún no hay calificaciones
- Evolucion Del MantenimientoDocumento3 páginasEvolucion Del MantenimientoTonyRedKrossAún no hay calificaciones
- Apuntes ManteDocumento38 páginasApuntes ManteYeya MarAún no hay calificaciones
- Evolución Del Mantenimiento Industrial y Etapas A Lo Largo de Su HistoriaDocumento6 páginasEvolución Del Mantenimiento Industrial y Etapas A Lo Largo de Su HistoriaAndrea Sanchez SilvaAún no hay calificaciones
- Bases Filosóficas para El Mantenimiento Industrial.Documento6 páginasBases Filosóficas para El Mantenimiento Industrial.Luis MichaelAún no hay calificaciones
- Evolución Del MantenimientoDocumento20 páginasEvolución Del MantenimientolucasAún no hay calificaciones
- Bases Filosóficas para El Mantenimiento IndustrialDocumento36 páginasBases Filosóficas para El Mantenimiento IndustrialChaaparriithaa' RoDriiguezAún no hay calificaciones
- MAQUINA X PRODUTODocumento3 páginasMAQUINA X PRODUTOMarcio CotrimAún no hay calificaciones
- Sistema de Gestión Del Mantenimiento IndustrialDocumento131 páginasSistema de Gestión Del Mantenimiento Industrialjc_valdez_loaiza100% (4)
- Historia y Evolucion Del MantenimientoDocumento10 páginasHistoria y Evolucion Del MantenimientoOmar Yariam HardemainAún no hay calificaciones
- Apuntes ManteDocumento19 páginasApuntes ManteYeya MarAún no hay calificaciones
- Gestion MantoDocumento22 páginasGestion MantoJLuis FloresAún no hay calificaciones
- Fundamentos de Mantenimiento IDocumento33 páginasFundamentos de Mantenimiento IJose RodriguezAún no hay calificaciones
- Trabajo (Linea Del Tiempo de La Historia Del Mantenimiento)Documento12 páginasTrabajo (Linea Del Tiempo de La Historia Del Mantenimiento)Alejandro ValleAún no hay calificaciones
- Ensayo Del MantenimientoDocumento6 páginasEnsayo Del MantenimientoMartin Carmona100% (1)
- Como Cambio El Mantenimiento Desde 1990Documento6 páginasComo Cambio El Mantenimiento Desde 1990Juan Jose Montes GalarzaAún no hay calificaciones
- Investigacion Unidad 1 y 2Documento15 páginasInvestigacion Unidad 1 y 2Belen NavaAún no hay calificaciones
- Historia Del Mantenimiento IndustrialDocumento17 páginasHistoria Del Mantenimiento IndustrialMichelle Garcia100% (1)
- Historia y Evolucion Del MantenimientoDocumento10 páginasHistoria y Evolucion Del MantenimientoAlejandro PuenteAún no hay calificaciones
- Sesion 1Documento113 páginasSesion 1rodrigoAún no hay calificaciones
- Ingenieria de Planta Unidad 2Documento9 páginasIngenieria de Planta Unidad 2cristhian.gonzalez2605Aún no hay calificaciones
- Mantenimineto Predictivo TotalDocumento7 páginasMantenimineto Predictivo TotalLibia Lizeth Fontalvo HernándezAún no hay calificaciones
- Mantenimiento PDFDocumento91 páginasMantenimiento PDFOscar LopezAún no hay calificaciones
- Instituto Tecnológico Nacional de México Campus Cerro Azul: CarreraDocumento35 páginasInstituto Tecnológico Nacional de México Campus Cerro Azul: CarreraVladimirAún no hay calificaciones
- Mantenimiento Unidad 1Documento8 páginasMantenimiento Unidad 1guadalupe0% (1)
- Concepto Erróneo Del Mantenimiento IndustrialDocumento7 páginasConcepto Erróneo Del Mantenimiento IndustrialcrisaegrimAún no hay calificaciones
- TP1 Investigacion Ing y Soc ( (1) )Documento12 páginasTP1 Investigacion Ing y Soc ( (1) )Agustin GalvanAún no hay calificaciones
- Rivera Hernandez EliuDocumento45 páginasRivera Hernandez EliuAngyJiménezAún no hay calificaciones
- Mantenimiento MecánicoDocumento13 páginasMantenimiento MecánicoGabrielAún no hay calificaciones
- Guia 2, Las Seis Grandes Perdidas y La Tecnica 5s en El TPMDocumento9 páginasGuia 2, Las Seis Grandes Perdidas y La Tecnica 5s en El TPMWalter Eleazar GuillenAún no hay calificaciones
- Historia Del MantenimientoDocumento3 páginasHistoria Del MantenimientoEdison Surco MioAún no hay calificaciones
- Diapositivas 1 (G.M.) 2023Documento33 páginasDiapositivas 1 (G.M.) 2023KEVIN ISAIAS TORRES SILVAAún no hay calificaciones
- Antecedentes TPMDocumento8 páginasAntecedentes TPMManuel MadridAún no hay calificaciones
- Etapas Del Mantenimiento IndustrialDocumento3 páginasEtapas Del Mantenimiento IndustrialJaneth Rodriguez100% (1)
- Historia Del MantenimientoDocumento27 páginasHistoria Del MantenimientoJeronimo HieroniAún no hay calificaciones
- Electiva V HISTORIA DEL MANTENIMIENTODocumento16 páginasElectiva V HISTORIA DEL MANTENIMIENTOivanAún no hay calificaciones
- Ingenieria Mantenimiento Hospitalario 6749 CompletoDocumento21 páginasIngenieria Mantenimiento Hospitalario 6749 CompletoEfrain GalvanAún no hay calificaciones
- Mantenimiento ProgresivoDocumento20 páginasMantenimiento ProgresivoCiintyaa L. CammpasAún no hay calificaciones
- Teoría de La Ingeniería de Mantenimiento - 01 Introducción - STDocumento63 páginasTeoría de La Ingeniería de Mantenimiento - 01 Introducción - STDelia León SolísAún no hay calificaciones
- Monografia de Maquinaria Pesada Jheison y SergioDocumento9 páginasMonografia de Maquinaria Pesada Jheison y Sergioediliana espirituAún no hay calificaciones
- 10investigaciòn Sobre El Mantenimiento TotalDocumento26 páginas10investigaciòn Sobre El Mantenimiento TotalFélix Espinoza GaliciaAún no hay calificaciones
- Historia Del Mantenimiento de PlantasDocumento5 páginasHistoria Del Mantenimiento de PlantasJose Antonio Barba ZapataAún no hay calificaciones
- 1) Mantenimiento Historia TiposDocumento32 páginas1) Mantenimiento Historia TiposCristhian Tenicela CarrillosAún no hay calificaciones
- Lectura01 CuestionarioDocumento4 páginasLectura01 CuestionarioCarol GonzalesAún no hay calificaciones
- Unidad 1 MantenimientoDocumento24 páginasUnidad 1 MantenimientoPaulAún no hay calificaciones
- Historia y Desarrollo Del Mantenimiento IndustrialDocumento7 páginasHistoria y Desarrollo Del Mantenimiento IndustrialMichael Naím Dévora QuintanarAún no hay calificaciones
- E18BJ1E1269-000-PI-DAL-0002 - 0 - 设备布置图 EL 6.000m 9.400m平面Documento1 páginaE18BJ1E1269-000-PI-DAL-0002 - 0 - 设备布置图 EL 6.000m 9.400m平面Marcelo ParedesAún no hay calificaciones
- Cartilla 6403Documento2 páginasCartilla 6403Marcelo ParedesAún no hay calificaciones
- PG-002 Manual de PrecomisionadoDocumento8 páginasPG-002 Manual de PrecomisionadoMarcelo ParedesAún no hay calificaciones
- Servicio de Desarrollo de Las Empresas Publicas Productivas - Sedem Terminos de ReferenciaDocumento9 páginasServicio de Desarrollo de Las Empresas Publicas Productivas - Sedem Terminos de ReferenciaMarcelo ParedesAún no hay calificaciones
- 004 T1 Isom 1Documento1 página004 T1 Isom 1Marcelo ParedesAún no hay calificaciones
- A1 - Mod1 - Unid2 - Marco de Referencia para La Dirección de ProyectosDocumento25 páginasA1 - Mod1 - Unid2 - Marco de Referencia para La Dirección de ProyectosHector SilvaAún no hay calificaciones
- 002 T 12 Isom 2Documento1 página002 T 12 Isom 2Marcelo ParedesAún no hay calificaciones
- 002 T2 Isom 2Documento1 página002 T2 Isom 2Marcelo ParedesAún no hay calificaciones
- 003 T6 ISOM 1 A3 ISOM - pdf.REV1Documento1 página003 T6 ISOM 1 A3 ISOM - pdf.REV1Marcelo ParedesAún no hay calificaciones
- 002 T 8 Isom 1Documento1 página002 T 8 Isom 1Marcelo ParedesAún no hay calificaciones
- 002 T 10 Isom 1Documento1 página002 T 10 Isom 1Marcelo ParedesAún no hay calificaciones
- 002 T 7 Isom 1Documento1 página002 T 7 Isom 1Marcelo ParedesAún no hay calificaciones
- 003 T1 Isom 1Documento1 página003 T1 Isom 1Marcelo ParedesAún no hay calificaciones
- 003 T6 Isom 4Documento1 página003 T6 Isom 4Marcelo ParedesAún no hay calificaciones
- 002 T2 Isom 2Documento1 página002 T2 Isom 2Marcelo ParedesAún no hay calificaciones
- 003 T 11 Isom 3Documento1 página003 T 11 Isom 3Marcelo ParedesAún no hay calificaciones
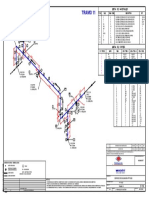
- Tramo 9 Hoja 2Documento1 páginaTramo 9 Hoja 2Marcelo ParedesAún no hay calificaciones
- 003 T6 Isom 2Documento1 página003 T6 Isom 2Marcelo ParedesAún no hay calificaciones
- 002 T 12 Isom 2Documento1 página002 T 12 Isom 2Marcelo ParedesAún no hay calificaciones
- 003 T1 ISOM 4 A3 ISOM - pdf.REV1Documento1 página003 T1 ISOM 4 A3 ISOM - pdf.REV1Marcelo ParedesAún no hay calificaciones
- 002 T 12 Isom 1Documento1 página002 T 12 Isom 1Marcelo ParedesAún no hay calificaciones
- 003 T6 Isom 4Documento1 página003 T6 Isom 4Marcelo ParedesAún no hay calificaciones
- 003 T6 ISOM 1 A3 ISOM - pdf.REV1Documento1 página003 T6 ISOM 1 A3 ISOM - pdf.REV1Marcelo ParedesAún no hay calificaciones
- Tarea 1-Caso 1 - Priorizacion y Criticidad Aplicando La Matriz RIMEDocumento1 páginaTarea 1-Caso 1 - Priorizacion y Criticidad Aplicando La Matriz RIMEMarcelo ParedesAún no hay calificaciones
- Caso 1 - Criticidad y Riesgo Cualitativo PonderadoDocumento1 páginaCaso 1 - Criticidad y Riesgo Cualitativo PonderadoMarcelo ParedesAún no hay calificaciones
- 003-T6-ISOM-2-A3-ISOM (2) .PDF - REV1Documento1 página003-T6-ISOM-2-A3-ISOM (2) .PDF - REV1Marcelo ParedesAún no hay calificaciones
- 003 T1 ISOM 3 A3 ISOM - PDF REV1Documento1 página003 T1 ISOM 3 A3 ISOM - PDF REV1Marcelo ParedesAún no hay calificaciones
- Tarea1-MPL-Trabajo de Lectura e Investigacion.Documento4 páginasTarea1-MPL-Trabajo de Lectura e Investigacion.Marcelo ParedesAún no hay calificaciones
- Caso 1-Aplicacion Del Diagrama de ParetoDocumento1 páginaCaso 1-Aplicacion Del Diagrama de ParetoMarcelo ParedesAún no hay calificaciones
- DEONTOLOGIADocumento28 páginasDEONTOLOGIAMaryEsthelValdezAún no hay calificaciones
- El Proceso ProyectualDocumento10 páginasEl Proceso ProyectualRom OtcAún no hay calificaciones
- Que Tiene de Especial El Razonamiento PDocumento16 páginasQue Tiene de Especial El Razonamiento PSergio Alejandro Blanes CàceresAún no hay calificaciones
- Libro de Citas de Castaneda PDFDocumento118 páginasLibro de Citas de Castaneda PDFcibermpkAún no hay calificaciones
- Métodos de Indagación EmpíricaDocumento11 páginasMétodos de Indagación EmpíricaMariela100% (1)
- Aportaciones Estudio CosmovisionDocumento228 páginasAportaciones Estudio CosmovisionmidoriAún no hay calificaciones
- Goodson 2001 Cambio y Biografia Personal PDFDocumento12 páginasGoodson 2001 Cambio y Biografia Personal PDFcamsalretAún no hay calificaciones
- Nuevo 2Documento14 páginasNuevo 2Fausto GAún no hay calificaciones
- Samuel Arriarán: La Literatura Boliviana Es Parte Importante de Mi VidaDocumento3 páginasSamuel Arriarán: La Literatura Boliviana Es Parte Importante de Mi Vidasocrates achavalAún no hay calificaciones
- Conversaciones EncierroDocumento248 páginasConversaciones EncierroMarcelo VitarelliAún no hay calificaciones
- Objetivos de Aprendizaje: Casos Del Capítulo Casos en VideoDocumento37 páginasObjetivos de Aprendizaje: Casos Del Capítulo Casos en VideoDAnielAún no hay calificaciones
- Deliberacion FilosoficaDocumento13 páginasDeliberacion FilosoficaIvan CorreaAún no hay calificaciones
- Reflexión Final PDFDocumento28 páginasReflexión Final PDFHasna BoudaoudAún no hay calificaciones
- La Psicologia de La Vejez Rocío Fernandez BallesterosDocumento11 páginasLa Psicologia de La Vejez Rocío Fernandez BallesterosRocio Rojas67% (3)
- Epistemologia Trabajo Colaborativo 1Documento5 páginasEpistemologia Trabajo Colaborativo 1Yesid RamirezAún no hay calificaciones
- Critica de La Razón Dialéctica de SartreDocumento25 páginasCritica de La Razón Dialéctica de SartreJimmy Vega100% (1)
- Proyecto Auditoria V.16.11.19Documento91 páginasProyecto Auditoria V.16.11.19radaeloAún no hay calificaciones
- Los Grandes IniciadosDocumento339 páginasLos Grandes IniciadosLuis Arturo M J100% (1)
- Cosmos e Inmortalidad (José Schlosser)Documento46 páginasCosmos e Inmortalidad (José Schlosser)René Alberto Langlois100% (1)
- Conocimiento EmpiricoDocumento3 páginasConocimiento EmpiricoRobin LópezAún no hay calificaciones
- 4° Perspectivas Pedagógicas GlobalesDocumento9 páginas4° Perspectivas Pedagógicas GlobalesNoelia RuizAún no hay calificaciones
- TecnicaDocumento74 páginasTecnicaricardoAún no hay calificaciones
- Apuntes para Una Enfermera InnovadoraDocumento28 páginasApuntes para Una Enfermera InnovadoraFer Campaña100% (6)
- Antologia de Metodologia de La InvestigacionDocumento104 páginasAntologia de Metodologia de La InvestigacionIsc Trujillo De Paz100% (2)
- Lo Biologico y Lo SocialDocumento12 páginasLo Biologico y Lo SocialnossouvenirAún no hay calificaciones
- Cartilla de Sociales 2° PDFDocumento70 páginasCartilla de Sociales 2° PDFKatherine King50% (2)
- Guillermo de Ockham (Filosofia)Documento2 páginasGuillermo de Ockham (Filosofia)Richy Martinez100% (1)
- Tipos de PedagogíaDocumento3 páginasTipos de Pedagogíaannpsr302371Aún no hay calificaciones
- Realismo Politco Exposicion Casi Listo XD Solo Falta JulioDocumento38 páginasRealismo Politco Exposicion Casi Listo XD Solo Falta JuliojessicaAún no hay calificaciones
- Texto Cassirer .Documento16 páginasTexto Cassirer .Alex AnderAún no hay calificaciones
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- Medicina para el Alma, Veneno para el Ego: Las respuestas que el alma busca, pero que el ego rehuyeDe EverandMedicina para el Alma, Veneno para el Ego: Las respuestas que el alma busca, pero que el ego rehuyeCalificación: 5 de 5 estrellas5/5 (5)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Y tú, ¿qué marca eres? 14 claves para gestionar tu reputación personalDe EverandY tú, ¿qué marca eres? 14 claves para gestionar tu reputación personalCalificación: 4 de 5 estrellas4/5 (5)
- Marketing gastronómico: La diferencia entre triunfar y fracasarDe EverandMarketing gastronómico: La diferencia entre triunfar y fracasarCalificación: 5 de 5 estrellas5/5 (2)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Juegos sensoriales y de conocimiento corporalDe EverandJuegos sensoriales y de conocimiento corporalCalificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaDe EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Cómo pasé de ser un fracaso en las ventas a ser un vendedor estelarDe EverandCómo pasé de ser un fracaso en las ventas a ser un vendedor estelarCalificación: 5 de 5 estrellas5/5 (28)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- EL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialDe EverandEL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Gestión del puesto y evaluación del desempeñoDe EverandGestión del puesto y evaluación del desempeñoCalificación: 5 de 5 estrellas5/5 (2)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Aprende a Modelar Aplicaciones con UML - Tercera EdiciónDe EverandAprende a Modelar Aplicaciones con UML - Tercera EdiciónCalificación: 2 de 5 estrellas2/5 (1)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Maestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioDe EverandMaestría en Inversión en la Bolsa & Opciones de Trading 2020: La guía completa para generar ingresos pasivos en línea, invirtiendo en Acciones, Futuros y Forex. Retirarse millonarioCalificación: 5 de 5 estrellas5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesCalificación: 4.5 de 5 estrellas4.5/5 (2)