También podría gustarte
- UF1126 - Control de la producción en fabricación mecánicaDe EverandUF1126 - Control de la producción en fabricación mecánicaAún no hay calificaciones
- Problemas Vol REDOXDocumento21 páginasProblemas Vol REDOXJesus Avelasquez100% (1)
- Unidad I Administracion de Operaciones 2Documento46 páginasUnidad I Administracion de Operaciones 2Oliverth David Chable Olivera50% (4)
- Plan Maestro de Producción PDFDocumento5 páginasPlan Maestro de Producción PDFAlejandro MartinezAún no hay calificaciones
- 2.1 Proceso de Programación Maestra de ProduccionDocumento3 páginas2.1 Proceso de Programación Maestra de ProduccionEdgar Pinales0% (2)
- Interfaces FuncionalesDocumento4 páginasInterfaces Funcionalesd13go_b6a-8a89% (9)
- 4.1antecedentes Del Plan Maestro de ProducciónDocumento7 páginas4.1antecedentes Del Plan Maestro de ProducciónRosa Isela Avendaño Concha50% (6)
- Administraccion PatriciaDocumento6 páginasAdministraccion PatriciaMiguel Alexis Parrales Mero50% (2)
- Planificacion SegmentoDocumento6 páginasPlanificacion SegmentonegrotucAún no hay calificaciones
- 6.6.1. Plan Maestro de ProducciónDocumento6 páginas6.6.1. Plan Maestro de ProducciónPatricia Balam RodriguezAún no hay calificaciones
- Interfaces FuncionalesDocumento36 páginasInterfaces Funcionalesja levAún no hay calificaciones
- Planificación de la producción con MPSDocumento41 páginasPlanificación de la producción con MPSjorge resendizAún no hay calificaciones
- PMP: Plan Maestro de ProducciónDocumento8 páginasPMP: Plan Maestro de Producciónwuill2013100% (1)
- Síntesis Unidad 1 Planeación AgrgadaDocumento15 páginasSíntesis Unidad 1 Planeación AgrgadaDiego Cesar RJAún no hay calificaciones
- Plan Maestro de La ProducciónDocumento6 páginasPlan Maestro de La Producciónpewdro0% (1)
- El Programa Maestro de Producciónnov16Documento13 páginasEl Programa Maestro de Producciónnov16Sandy YanesAún no hay calificaciones
- MPS desarrollo producción programación maestraDocumento15 páginasMPS desarrollo producción programación maestraJesus CastañedaAún no hay calificaciones
- Cómo elaborar un plan maestro de producción (MPS) en menos de 40 pasosDocumento6 páginasCómo elaborar un plan maestro de producción (MPS) en menos de 40 pasosJacke VillagranAún no hay calificaciones
- Unidad 4 El Plan Maestro de ProducciónDocumento9 páginasUnidad 4 El Plan Maestro de ProducciónKarla TorresAún no hay calificaciones
- Administracion de Operaciones 2 Unidad 1Documento16 páginasAdministracion de Operaciones 2 Unidad 1Jairo RobertoAún no hay calificaciones
- Recuros Unidad II, Plan MaestroDocumento10 páginasRecuros Unidad II, Plan MaestroCharly RomeroAún no hay calificaciones
- Recuros Unidad II, Plan MaestroDocumento10 páginasRecuros Unidad II, Plan MaestroCharly RomeroAún no hay calificaciones
- Interfaces FuncionalesDocumento3 páginasInterfaces FuncionalesPedro Benjamin Perez100% (1)
- Ao 2Documento33 páginasAo 2Erick J. HernandezAún no hay calificaciones
- HeribertoDocumento11 páginasHeribertoedith mongeAún no hay calificaciones
- Proceso de Programacion Maestro de ProduccionDocumento7 páginasProceso de Programacion Maestro de ProduccionCristian Melchor GarciaAún no hay calificaciones
- Proceso de programación maestra de producción (MPSDocumento2 páginasProceso de programación maestra de producción (MPSErick J. HernandezAún no hay calificaciones
- MPS (Plan Maestro de La Producción)Documento13 páginasMPS (Plan Maestro de La Producción)SENABuenasTareas50% (2)
- Planificación de la producción en ALPLADocumento6 páginasPlanificación de la producción en ALPLAGL DavidAún no hay calificaciones
- MPS-ProducciónDocumento30 páginasMPS-Producciónfidel alejandro king felix100% (1)
- PMP: Plan Maestro de ProducciónDocumento30 páginasPMP: Plan Maestro de ProducciónLeonardo ColinAún no hay calificaciones
- Proceso de Programacion Maestra de ProduccionDocumento15 páginasProceso de Programacion Maestra de Produccionmarcos alexis hernandez mendez100% (1)
- Antología de Plan Maestro de ProducciónDocumento19 páginasAntología de Plan Maestro de ProducciónJesus Alejandro Santiago GuillenAún no hay calificaciones
- Origen y sus objetivos de los sistemas MRPDocumento6 páginasOrigen y sus objetivos de los sistemas MRPcarlos wilsonAún no hay calificaciones
- Investigacion Plan Maestro de Producion-Fernando Rodriguez OrtizDocumento14 páginasInvestigacion Plan Maestro de Producion-Fernando Rodriguez OrtizOzamaAún no hay calificaciones
- Administracion de Operaciones 2 Unidad 1Documento16 páginasAdministracion de Operaciones 2 Unidad 1Nanix Mancilla Prado83% (6)
- Antecedentes Del Plan Maestro de ProduccionDocumento20 páginasAntecedentes Del Plan Maestro de ProduccionMB1346Aún no hay calificaciones
- Master Plan InfoDocumento9 páginasMaster Plan InfoJaime AmayaAún no hay calificaciones
- Adm Op II Unidad 2Documento84 páginasAdm Op II Unidad 2Celedonio Hernandez SanchezAún no hay calificaciones
- Plan Maestro de ProducciónDocumento8 páginasPlan Maestro de Producciónmariana ferrada segoviaAún no hay calificaciones
- Jesus RoblesDocumento23 páginasJesus RoblesChuyAún no hay calificaciones
- Plan Maestro Del ProducciónDocumento14 páginasPlan Maestro Del ProducciónFreddy AltamiranoAún no hay calificaciones
- Unidad 4 Gestion de La Producion 2 RemovedDocumento9 páginasUnidad 4 Gestion de La Producion 2 RemovedMony AcevedoAún no hay calificaciones
- Desarrollo de Un Programa Maestro de Produccion MPSDocumento2 páginasDesarrollo de Un Programa Maestro de Produccion MPSAbril VolkovichAún no hay calificaciones
- Desarrollo de Un Programa Maestro de Producción MPSDocumento2 páginasDesarrollo de Un Programa Maestro de Producción MPSvirney0% (1)
- Plan Maestro de producción-ADO2Documento6 páginasPlan Maestro de producción-ADO2Luis FernandoAún no hay calificaciones
- Unidad 1 Planeacion AgregadaDocumento8 páginasUnidad 1 Planeacion AgregadaMarco Antonio Santiago GarciaAún no hay calificaciones
- Semana 5Documento26 páginasSemana 5José CháirezAún no hay calificaciones
- 2.1. Proceso de Programación Maestra de ProducciónDocumento18 páginas2.1. Proceso de Programación Maestra de Producciónmarijose rodriguezAún no hay calificaciones
- Plan Maestro de ProducciónDocumento24 páginasPlan Maestro de ProducciónRonald RodriguezAún no hay calificaciones
- Actividad 2Documento12 páginasActividad 2Luis Eduardo Hita CahuantziAún no hay calificaciones
- Copia de Plan Maestro de Producción....Documento3 páginasCopia de Plan Maestro de Producción....dilan alfaroAún no hay calificaciones
- Plan Maestro de ProducciónDocumento12 páginasPlan Maestro de ProducciónPIER MARIO0% (1)
- Plan Maestro de ProduccionDocumento13 páginasPlan Maestro de ProduccionClaudia Gianella Ramirez Noblecilla100% (1)
- Inv - Opii - U1Documento13 páginasInv - Opii - U1Karina Martinez ColoradoAún no hay calificaciones
- Concepto de MRPDocumento5 páginasConcepto de MRPxthomAún no hay calificaciones
- 07 1.1 PMP o MpsDocumento61 páginas07 1.1 PMP o MpsrazielAún no hay calificaciones
- Unidad #1Documento30 páginasUnidad #1Evelyn Larissa ParadaAún no hay calificaciones
- Administracion de Operaciones 2 Actividad 1Documento28 páginasAdministracion de Operaciones 2 Actividad 1jesus alberto santillan leijaAún no hay calificaciones
- 03112023procedimiento de Elaboración de Un MPS Cuando Se Fabrica Por PedidosDocumento8 páginas03112023procedimiento de Elaboración de Un MPS Cuando Se Fabrica Por PedidosPAULINA TORRES RODRIGUEZAún no hay calificaciones
- MPS Plan Maestro de ProduccónDocumento2 páginasMPS Plan Maestro de ProduccónSergioAún no hay calificaciones
- Resumen de Leading Manufacturing Excellence de Patricia E. MoodyDe EverandResumen de Leading Manufacturing Excellence de Patricia E. MoodyAún no hay calificaciones
- Examen U2Documento7 páginasExamen U2gerardo vega francoAún no hay calificaciones
- ListaCotejoPlaneacionRequerimientosDocumento2 páginasListaCotejoPlaneacionRequerimientosgerardo vega francoAún no hay calificaciones
- MantenimientoDocumento6 páginasMantenimientogerardo vega francoAún no hay calificaciones
- Licea MuestraDocumento3 páginasLicea Muestragerardo vega francoAún no hay calificaciones
- Administración mantenimientoDocumento2 páginasAdministración mantenimientogerardo vega francoAún no hay calificaciones
- Instru Inv U2 Ad 2022Documento2 páginasInstru Inv U2 Ad 2022gerardo vega francoAún no hay calificaciones
- Apuntes Ing. de Calidad U1Documento38 páginasApuntes Ing. de Calidad U1gerardo vega francoAún no hay calificaciones
- CUANTITATIVOSDocumento5 páginasCUANTITATIVOSgerardo vega francoAún no hay calificaciones
- T3A1 RazonesFinancieras JuanDanielCarrilloMarinDocumento4 páginasT3A1 RazonesFinancieras JuanDanielCarrilloMaringerardo vega francoAún no hay calificaciones
- Evaluación Del DesempeñoDocumento8 páginasEvaluación Del Desempeñogerardo vega francoAún no hay calificaciones
- T4A1 InfografíaGERARDOVEGAFRANCODocumento1 páginaT4A1 InfografíaGERARDOVEGAFRANCOgerardo vega francoAún no hay calificaciones
- Gerardo Vega Act.1Documento9 páginasGerardo Vega Act.1gerardo vega francoAún no hay calificaciones
- Linea de Tiempo - U1 - GestionDocumento2 páginasLinea de Tiempo - U1 - Gestiongerardo vega francoAún no hay calificaciones
- Ejercicio de Planeacion Agregada JaimeDocumento3 páginasEjercicio de Planeacion Agregada Jaimegerardo vega francoAún no hay calificaciones
- Innovaciones disruptivasDocumento21 páginasInnovaciones disruptivasgerardo vega francoAún no hay calificaciones
- Movimientos Del MTM 2Documento18 páginasMovimientos Del MTM 2gerardo vega francoAún no hay calificaciones
- DAFODocumento2 páginasDAFOgerardo vega francoAún no hay calificaciones
- Ejercicio A Resolver Presupuesto de Efectivo T 1 y 2 IINDDocumento2 páginasEjercicio A Resolver Presupuesto de Efectivo T 1 y 2 IINDgerardo vega franco0% (3)
- Instru Inv U3 GestionDocumento2 páginasInstru Inv U3 Gestiongerardo vega francoAún no hay calificaciones
- T3 A1 Razones FinancierastareaDocumento192 páginasT3 A1 Razones Financierastareagerardo vega francoAún no hay calificaciones
- Instru Inv Casos de Exitou2 GestionDocumento2 páginasInstru Inv Casos de Exitou2 Gestiongerardo vega francoAún no hay calificaciones
- Premios internacionales y nacionalesDocumento2 páginasPremios internacionales y nacionalesgerardo vega francoAún no hay calificaciones
- Ejercicio A Resolver Presupuesto de Efectivo T 1 y 2 IINDDocumento2 páginasEjercicio A Resolver Presupuesto de Efectivo T 1 y 2 IINDgerardo vega franco0% (3)
- Instru Inv U3 GestionDocumento2 páginasInstru Inv U3 Gestiongerardo vega francoAún no hay calificaciones
- T1A1 EjerciciosPMaestroDocumento9 páginasT1A1 EjerciciosPMaestrogerardo vega francoAún no hay calificaciones
- 005 PrincipiosYNormasDocumento33 páginas005 PrincipiosYNormasYenny NeloAún no hay calificaciones
- Instru Inv U4 GestionDocumento2 páginasInstru Inv U4 Gestiongerardo vega francoAún no hay calificaciones
- Instru Inv U4 GestionDocumento2 páginasInstru Inv U4 Gestiongerardo vega francoAún no hay calificaciones
- Imagen 2021-03-14 194408Documento1 páginaImagen 2021-03-14 194408gerardo vega francoAún no hay calificaciones
- KINGBLOCK 09 TOTAL PR - DEM-E.2018-0205-V1-IE.1.355.796-Unacem S.A.A.-2018-MU-M9TDocumento15 páginasKINGBLOCK 09 TOTAL PR - DEM-E.2018-0205-V1-IE.1.355.796-Unacem S.A.A.-2018-MU-M9TJuan Flores AlejosAún no hay calificaciones
- 2009-02-12 - Región La Pampa - 885Documento8 páginas2009-02-12 - Región La Pampa - 885OndRechTacLetMovAún no hay calificaciones
- Evidencia 4Documento27 páginasEvidencia 4andres zapataAún no hay calificaciones
- Compuerta or de 3 EntradasDocumento9 páginasCompuerta or de 3 EntradasLuis AlarconAún no hay calificaciones
- Matrix Multiplication by Blocks Presentation EsDocumento21 páginasMatrix Multiplication by Blocks Presentation Esgustavo cevallosAún no hay calificaciones
- CR805 2020Documento2 páginasCR805 2020Mr. IDAún no hay calificaciones
- Las 10 principales líneas navieras del mundoDocumento4 páginasLas 10 principales líneas navieras del mundoAdrianAún no hay calificaciones
- TDR Mantenimiento Rutinario Por Ni de Servicio de La CarreteraDocumento11 páginasTDR Mantenimiento Rutinario Por Ni de Servicio de La CarreteraJS Guillén RJAún no hay calificaciones
- Manual de Diseño ElectricoDocumento44 páginasManual de Diseño ElectricoALBERTO ASTASIOAún no hay calificaciones
- Plan Circuital 1 PDFDocumento39 páginasPlan Circuital 1 PDFelkarboneroAún no hay calificaciones
- Uso de Proyecciones de PreparaciónDocumento4 páginasUso de Proyecciones de PreparaciónYesid Javier AlvaradoAún no hay calificaciones
- Reglamento General Convocatoria 2023 MECENAZGODocumento31 páginasReglamento General Convocatoria 2023 MECENAZGOcami asconaAún no hay calificaciones
- Capítulo 6Documento5 páginasCapítulo 6Galiel SotomayorAún no hay calificaciones
- Iso 14001 - Molinos Inka S.A.Documento22 páginasIso 14001 - Molinos Inka S.A.JavierAún no hay calificaciones
- Guia Seleccionar El LoteDocumento11 páginasGuia Seleccionar El Lotefairuc cardona100% (1)
- Sistema Circulatorio en Los Vasos SanguineosDocumento3 páginasSistema Circulatorio en Los Vasos SanguineosjonnelAún no hay calificaciones
- SGIre0001 - Reglamento General Transito SMCV - v01Documento36 páginasSGIre0001 - Reglamento General Transito SMCV - v01ricardorolAún no hay calificaciones
- Evolución Sistemas OperativosDocumento19 páginasEvolución Sistemas Operativosangelito29Aún no hay calificaciones
- requisitosRETCC ConDocumento3 páginasrequisitosRETCC ConHender Samuel Teran EspinozaAún no hay calificaciones
- Compromiso de Convivencia y Condicionalidad Con EscuelaDocumento1 páginaCompromiso de Convivencia y Condicionalidad Con EscuelaJosi Barbara GodoyAún no hay calificaciones
- Trimble - Trimble Access - Manual UsuarioDocumento467 páginasTrimble - Trimble Access - Manual UsuarioManuel Tovar100% (1)
- Texto Poetico 2°Documento8 páginasTexto Poetico 2°wilber sivana vargasAún no hay calificaciones
- El desarrollo motor del neonato en los primeros 10 díasDocumento153 páginasEl desarrollo motor del neonato en los primeros 10 díasFedora Margarita Santander CeronAún no hay calificaciones
- Traduccion de Manual de Thrust BlockDocumento17 páginasTraduccion de Manual de Thrust BlockRony LagosAún no hay calificaciones
- Quemaduras Pato QXDocumento80 páginasQuemaduras Pato QXCristobal Gomez HernandezAún no hay calificaciones
- Laberinto Silabas SimplesDocumento27 páginasLaberinto Silabas SimplesMasha CruzAún no hay calificaciones
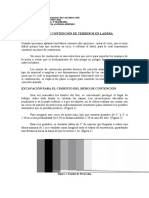
- Muro de Contencion de Terrenos en LaderaDocumento6 páginasMuro de Contencion de Terrenos en LaderaAna LuciaAún no hay calificaciones