SISTEMA DE GESTION DE CALIDAD ING&ARQ METAL -PQR
HOJA : 1 de 2
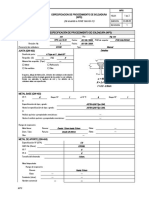
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA (WPS)
AWS D1.1/D1.1M: 2020 REVISION: 01
DATOS GENERALES
Nombre de la Compañía: INGENIERIA & ARQUITECTURA METAL SAC PQR N°: PQR-ING&ARQ-01/21 Revisión N°: 0 Fecha: 17-Jun-2021
Metal base Especificación Tipo/Grado Grupo AWS ESPESOR TAMAÑO(NPS) PROGRAMA DIAMETRO
Material Base ASTM A36 --- I 10 mm(T1) --- --- ---
Soldado a ASTM A36 --- I 10 mm(T1) --- --- ---
Material de respaldo --- --- --- --- --- --- ---
Otros --- --- --- --- --- --- ---
DETALLES DE LA JUNTA DETALLES DE LA JUNTA (Esquema)
Tipo de Ranura JUNTA A TOPE JUNTA A TOPE
Ángulo de Ranura (α) 60°
Apertura de la Raíz (R): 2 mm; +2; -0 mm
Cara de la Raíz ( f ): 2 mm; +2; -0 mm
Ranurado del lado opuesto N.A
T1: 3- 20 mm
Método N.A
α: 60° +10/-5
f: 0-3 mm
TRATAMIENTO TÉRMICO POSTERIOR A LA SOLDADURA (PWHT) R: 0-3 mm, +2/-3
Temperatura N.A
Tiempo de mantención a la temperatura --- Refuerzo máx.: 1.5 mm
Otros ---
PROCEDIMIENTO DE SOLDADURA
Capa(s)de soldadura Raiz Relleno Acabado --- ---
Pasada(s) de soldadura --- --- --- --- ---
Proceso GMAW GMAW GMAW --- ---
Tipo (semiautomático, mecanizado, etc.) Semi automático Semi automático Semi automático --- ---
Posición 3G 3G 3G --- ---
Progresión Vertical Ascendente Ascendente Ascendente --- ---
Metal de aporte (AWS Spec.) A5.18 A5.18 A5.18 --- ---
AWS Clasificación ER70S-6 ER70S-6 ER70S-6 --- ---
Diámetro 1.0 mm 1.0 mm 1.0 mm --- ---
Fabricante /nombre comercial --- --- --- --- ---
Composición del gas de protección 80Ar% 20% CO2 80Ar% 20% CO2 80Ar% 20% CO2 --- ---
Caudal 16 lt/min 16 lt/min 16 lt/min --- ---
Tamaño de la boquilla --- --- --- ---
Temperatura de precalentamiento 10 °C 10 °C 10 °C --- ---
Temperatura entre pasadas maxima 150 °C 150 °C 150 °C --- ---
Características eléctricas --- --- --- ---
Polaridad y tipo de corriente DCEP DCEP DCEP --- ---
Modo de transferencia (GMAW) Cortocircuito Cortocircuito Cortocircuito --- ---
Tipo de Fuente de alimentación (cc, cv, etc. ) CV CV CV --- ---
Amperios 120 120 120 --- ---
Voltios 17 17 17 --- ---
Velocidad del alimentador de alambre (Amps) (Amps) (Amps) --- ---
Velocidad de avance 32 cm/min 32 cm/min 32 cm/min --- ---
Entrada máxima de calor --- --- --- --- ---
Técnica --- --- --- --- ---
Recto u oscilado Ambos Ambos Ambos --- ---
Pasada múltiple o única (por un lado) Múltiple Múltiple Múltiple --- ---
Oscilación (Mecanizado/Automático ) --- --- --- ---
Numero de electrodos 1 1 1 --- ---
Distancia de contacto del tubo a la pieza 9 mm 9 mm 9 mm --- ---
Martillado No No No --- ---
Limpieza entre pasadas Escobillado y/o Escobillado y/o Escobillado y/o --- ---
Esmerilado Esmerilado Esmerilado --- ---
Otros --- --- --- --- ---
Leyenda: PWHT: Tratamiento térmico Post Soldadura P: Plana V: Vertical CJP: Junta de Penetración Completa
CVN: Ensayo de Impacto H: Horizontal SC: Sobre Cabeza PJP: Junta de Penetración Parcial
También podría gustarte
- WPS TuberiaDocumento2 páginasWPS TuberiaOmar BecerrilAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- WPS Precalificado GmawDocumento1 páginaWPS Precalificado Gmawjaime huertas100% (1)
- 2678-2231-D-F-MC-001 - Rev.B (1) VENTEODocumento25 páginas2678-2231-D-F-MC-001 - Rev.B (1) VENTEOLuis CONDORI SOTOAún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- HOMOLOGACIÓN SOLDADOR - Roger VillafuerteDocumento3 páginasHOMOLOGACIÓN SOLDADOR - Roger VillafuerteCeledonio Coronel CanoAún no hay calificaciones
- Ficha Tecnica de EppsDocumento19 páginasFicha Tecnica de EppsEsteban Coronado ChavezAún no hay calificaciones
- PPI Fabricación OT410Documento5 páginasPPI Fabricación OT410Luis CONDORI SOTO100% (1)
- WPS JUNTA A TOPE y en TDocumento2 páginasWPS JUNTA A TOPE y en TCarolina GóngoraAún no hay calificaciones
- DVC Procedimiento de Instalacion de Placa ColaboranteDocumento16 páginasDVC Procedimiento de Instalacion de Placa ColaboranteLuis CONDORI SOTO75% (4)
- WPS SML 5 21Documento2 páginasWPS SML 5 21ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS SML 20 20Documento9 páginasWPS SML 20 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- FCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeDocumento1 páginaFCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeEdgar YauriAún no hay calificaciones
- Pbo - Fcaw 3G - 2020 PDFDocumento2 páginasPbo - Fcaw 3G - 2020 PDFEric Cedano PazAún no hay calificaciones
- WPS para soldadura SMAW de acero A36 en ranura JPC de 1/8”- 1 1/2Documento2 páginasWPS para soldadura SMAW de acero A36 en ranura JPC de 1/8”- 1 1/2Cesar Jimenez100% (2)
- WPS - Smaw-3gDocumento1 páginaWPS - Smaw-3gAlmagesto Quenaya100% (1)
- El PH (Computrom)Documento3 páginasEl PH (Computrom)Branko Mazuelos ZaitaAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- CV Oscar Alfredo Alca RojasDocumento33 páginasCV Oscar Alfredo Alca RojasErick100% (1)
- WPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALDocumento2 páginasWPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALFrancisco JofreAún no hay calificaciones
- WPS-09 Especificación de procedimiento de soldaduraDocumento1 páginaWPS-09 Especificación de procedimiento de soldaduraEric Cedano PazAún no hay calificaciones
- Scps 01225 PQR Relix Gma 2g 001 Aws d1.1Documento2 páginasScps 01225 PQR Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- WPS MB 21 009 - Fcaw - 2FDocumento6 páginasWPS MB 21 009 - Fcaw - 2FJImmy David Espinoza MejiaAún no hay calificaciones
- Emer WPS 003 20 - SmawDocumento1 páginaEmer WPS 003 20 - SmawCesar Astorayme MarochoAún no hay calificaciones
- Fierros Car 4X4-WPS-001-2020Documento2 páginasFierros Car 4X4-WPS-001-2020secomet eirlAún no hay calificaciones
- Sagga A36 A36Documento7 páginasSagga A36 A36SAGGA Projects & EngineeringAún no hay calificaciones
- Sagga A612 A612Documento7 páginasSagga A612 A612SAGGA Projects & EngineeringAún no hay calificaciones
- JCV WPS 001Documento2 páginasJCV WPS 001Cesar Astorayme MarochoAún no hay calificaciones
- Formato Aws d1.1 PQR - WpsDocumento10 páginasFormato Aws d1.1 PQR - Wpsdavid holguinAún no hay calificaciones
- Sagga A36 A612Documento7 páginasSagga A36 A612SAGGA Projects & Engineering100% (1)
- WPS 00-1-22 Gmaw-FcawDocumento2 páginasWPS 00-1-22 Gmaw-FcawLUIS ALBERTO YUPANQUI ESCOBARAún no hay calificaciones
- WPS GMAW Aceros al CarbonoDocumento2 páginasWPS GMAW Aceros al CarbonoCesar Astorayme MarochoAún no hay calificaciones
- Hoja 3-4Documento2 páginasHoja 3-4Haug S.A.Aún no hay calificaciones
- Registro de Calificación de Soldador SMAWDocumento2 páginasRegistro de Calificación de Soldador SMAWantony bolivarAún no hay calificaciones
- Scps 01225 Wps Relix Gma 2g 001 Aws d1.1Documento1 páginaScps 01225 Wps Relix Gma 2g 001 Aws d1.1edu copperAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- WPS SML 4 20Documento1 páginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Aws d1.1 - Wpq-01329-Jhon Salazar 2g GmawDocumento1 páginaAws d1.1 - Wpq-01329-Jhon Salazar 2g Gmawedu copperAún no hay calificaciones
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDocumento2 páginas001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaAún no hay calificaciones
- WPQ SMAW 6G-NHCh93-2023Documento2 páginasWPQ SMAW 6G-NHCh93-2023William ŽfAún no hay calificaciones
- HFV - Fcaw 3G - 2020Documento2 páginasHFV - Fcaw 3G - 2020Eric Cedano PazAún no hay calificaciones
- Formato Aws d1.1 PQR - Wps AcostaDocumento10 páginasFormato Aws d1.1 PQR - Wps Acostadavid holguinAún no hay calificaciones
- Wps-Propuestoinox 2Documento2 páginasWps-Propuestoinox 2MatefermatAún no hay calificaciones
- W - GLPDocumento1 páginaW - GLPMauricio ObrequeAún no hay calificaciones
- Compañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Documento1 páginaCompañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Wilians Rosales ChavezAún no hay calificaciones
- PQR SDP 02Documento6 páginasPQR SDP 02Elvin Dante Vera VillanesAún no hay calificaciones
- Formato de WPSDocumento6 páginasFormato de WPSruth ParedesAún no hay calificaciones
- Informe de La Especificacion de Soldadura WPSDocumento8 páginasInforme de La Especificacion de Soldadura WPSjrAún no hay calificaciones
- Formato VTDocumento5 páginasFormato VTBenjamin GonzalesAún no hay calificaciones
- RCS Aws D1.1 Gmaw 2F MS - Flores JorgeDocumento4 páginasRCS Aws D1.1 Gmaw 2F MS - Flores JorgeJORGE RODRIGUEZAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- Soldadura estructural acero WPSDocumento19 páginasSoldadura estructural acero WPSSantiago Cuichán VelascoAún no hay calificaciones
- WPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarDocumento2 páginasWPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarAder ParedesAún no hay calificaciones
- 2018 AwsDocumento1 página2018 AwsDiego EliasAún no hay calificaciones
- WPQ JOSE SALAS 3GDocumento2 páginasWPQ JOSE SALAS 3Gim20yearsoldAún no hay calificaciones
- Segundo Raymundo, Ylatoma Chavez (3G-4G) 2Documento27 páginasSegundo Raymundo, Ylatoma Chavez (3G-4G) 2Alex CutteAún no hay calificaciones
- Termodinámica WPS especificación procedimiento soldaduraDocumento3 páginasTermodinámica WPS especificación procedimiento soldadurajhoinyAún no hay calificaciones
- So 04Documento1 páginaSo 04alex de la cruz yalan0% (1)
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocumento2 páginasProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatAún no hay calificaciones
- WPQ 3G EST SAUL FERNANDEZ GALINDODocumento2 páginasWPQ 3G EST SAUL FERNANDEZ GALINDOim20yearsoldAún no hay calificaciones
- 5 - WPQ GPROMEC FirmadoDocumento1 página5 - WPQ GPROMEC FirmadoWilians Rosales ChavezAún no hay calificaciones
- Procedimiento de soldadura SMAW para acero ASTM A 514Documento2 páginasProcedimiento de soldadura SMAW para acero ASTM A 514carlosAún no hay calificaciones
- WPQ-CVH SMAW 6G-WPS 059 Rev 02Documento2 páginasWPQ-CVH SMAW 6G-WPS 059 Rev 02Luis CONDORI SOTOAún no hay calificaciones
- Servicio de bartender profesional con diferentes opciones y preciosDocumento8 páginasServicio de bartender profesional con diferentes opciones y preciosLuis CONDORI SOTOAún no hay calificaciones
- WPS GTAW - RecomendadoDocumento1 páginaWPS GTAW - RecomendadoLuis CONDORI SOTOAún no hay calificaciones
- Cotización para elaboración de WPS y PQR para Industria FamemsaDocumento1 páginaCotización para elaboración de WPS y PQR para Industria FamemsaLuis CONDORI SOTOAún no hay calificaciones
- Voucher RIO 2023Documento2 páginasVoucher RIO 2023Luis CONDORI SOTOAún no hay calificaciones
- Operaciones-Industrial-Universidad-San-IgnacioDocumento4 páginasOperaciones-Industrial-Universidad-San-IgnacioLuis CONDORI SOTOAún no hay calificaciones
- Check List de Calidad Estructuras MetalicaDocumento1 páginaCheck List de Calidad Estructuras MetalicaLuis CONDORI SOTOAún no hay calificaciones
- GF-GGO-FM-03 Requerimiento de Información - RDI # - TITULODocumento2 páginasGF-GGO-FM-03 Requerimiento de Información - RDI # - TITULOLuis CONDORI SOTOAún no hay calificaciones
- Traccion FAMEMSADocumento1 páginaTraccion FAMEMSALuis CONDORI SOTOAún no hay calificaciones
- Pago Aduanas Smart-ExDocumento1 páginaPago Aduanas Smart-ExLuis CONDORI SOTOAún no hay calificaciones
- 2678-2231-D-F-MC-002 - Rev.B NIVELESDocumento12 páginas2678-2231-D-F-MC-002 - Rev.B NIVELESLuis CONDORI SOTOAún no hay calificaciones
- Detalles Del pedido-LINTERNADocumento1 páginaDetalles Del pedido-LINTERNALuis CONDORI SOTOAún no hay calificaciones
- Detalles Del pedido-LENTES CATDocumento1 páginaDetalles Del pedido-LENTES CATLuis CONDORI SOTOAún no hay calificaciones
- Cronograma mantenimiento tanque skimmerDocumento10 páginasCronograma mantenimiento tanque skimmerLuis CONDORI SOTOAún no hay calificaciones
- Order Details SONIM ECOM Smartex 01Documento3 páginasOrder Details SONIM ECOM Smartex 01Luis CONDORI SOTOAún no hay calificaciones
- WPS 85Documento1 páginaWPS 85Luis CONDORI SOTOAún no hay calificaciones
- PQR2Documento2 páginasPQR2Luis CONDORI SOTOAún no hay calificaciones
- Balance de Materia Con Reacción QuímicaDocumento17 páginasBalance de Materia Con Reacción QuímicaErnesto Enrique Ramón DíazAún no hay calificaciones
- WPS - Smaw 2F 6010+e7024Documento4 páginasWPS - Smaw 2F 6010+e7024Luis CONDORI SOTOAún no hay calificaciones
- DHL - Formato para CotizaciónDocumento1 páginaDHL - Formato para CotizaciónLuis CONDORI SOTOAún no hay calificaciones
- TRFM46134Documento2 páginasTRFM46134Luis CONDORI SOTOAún no hay calificaciones
- Problemas Balance de Materia en Sistemas No Reaccionantes Prof. Ronal PortalesDocumento5 páginasProblemas Balance de Materia en Sistemas No Reaccionantes Prof. Ronal PortalesLuis CONDORI SOTOAún no hay calificaciones
- PTN-G02 - Rev 0Documento1 páginaPTN-G02 - Rev 0Luis CONDORI SOTOAún no hay calificaciones
- PTN-G01 - Rev 0Documento1 páginaPTN-G01 - Rev 0Luis CONDORI SOTOAún no hay calificaciones
- Proceso de Soldadura SAWDocumento41 páginasProceso de Soldadura SAWmiltonangulomorrisAún no hay calificaciones
- EvaporadoresDocumento14 páginasEvaporadoresLuis CONDORI SOTOAún no hay calificaciones
- EjercicioDocumento4 páginasEjercicioSarah CortésAún no hay calificaciones
- PinturaDocumento10 páginasPinturaDiego MendozaAún no hay calificaciones
- Catalogo de IndaluxDocumento5 páginasCatalogo de IndaluxAnonymous hVlHBtoHTAún no hay calificaciones
- Trabajo Quimica AplicadaDocumento26 páginasTrabajo Quimica AplicadaSergioAún no hay calificaciones
- Tarea de EnzimologiaDocumento4 páginasTarea de EnzimologiaBertha Felix TarazonaAún no hay calificaciones
- Guia de Sesion 06 Morfo - 2Documento6 páginasGuia de Sesion 06 Morfo - 2Yasmin RimariAún no hay calificaciones
- Obtención de BenzoinaDocumento18 páginasObtención de BenzoinaDiana JulietaAún no hay calificaciones
- FT Tapabocas Civil (GMD)Documento1 páginaFT Tapabocas Civil (GMD)Yully MarcelaAún no hay calificaciones
- PR - Radiacion UvDocumento9 páginasPR - Radiacion Uvprevención TDD2Aún no hay calificaciones
- Qué Es El Movimiento BrownianoDocumento5 páginasQué Es El Movimiento BrownianoCarlos MiguelAún no hay calificaciones
- GeoqBas Ej01bDocumento2 páginasGeoqBas Ej01bVictor LozanoAún no hay calificaciones
- Evidencia 9 Limpieza y Desinfección de Equipos y Áreas-2Documento5 páginasEvidencia 9 Limpieza y Desinfección de Equipos y Áreas-2Jorge Enrique Ayala HernándezAún no hay calificaciones
- Actividad 4. Materiales de Lab OratorioDocumento10 páginasActividad 4. Materiales de Lab OratorioELIEZER ROJASAún no hay calificaciones
- Practica 4 FinalDocumento10 páginasPractica 4 FinalMitzuko Rivera HernandezAún no hay calificaciones
- Parches Piezoeléctricos Janus Impresos en 3D para La Eliminación de Bacterias Sonodinámicas y La Cicatrización de HeridasDocumento20 páginasParches Piezoeléctricos Janus Impresos en 3D para La Eliminación de Bacterias Sonodinámicas y La Cicatrización de HeridasabiAún no hay calificaciones
- Tratamiento Fisico Quimicos Del SueloDocumento33 páginasTratamiento Fisico Quimicos Del SueloyadirelianaolallaAún no hay calificaciones
- Ficha Técnica Epoxica Z 31Documento3 páginasFicha Técnica Epoxica Z 31rosario barrigaAún no hay calificaciones
- La Tecnología AusmeltDocumento3 páginasLa Tecnología AusmeltMiguelAún no hay calificaciones
- Ud Fundamentos Guias de Laboratorio 2022-1Documento27 páginasUd Fundamentos Guias de Laboratorio 2022-1Daniel Esteban Lopez HernandezAún no hay calificaciones
- Determinación de Calcio y Magnesio PDFDocumento6 páginasDeterminación de Calcio y Magnesio PDFEstefanía SerendipiaAún no hay calificaciones
- 2425 8698 1 PB PDFDocumento9 páginas2425 8698 1 PB PDFDiego Villalba CalderonAún no hay calificaciones
- Química OrgánicaDocumento16 páginasQuímica OrgánicaAlexander RochaAún no hay calificaciones
- Analisis de Los GasesDocumento6 páginasAnalisis de Los GasesMiguel Ángel AltamiranoAún no hay calificaciones
- R 404aDocumento13 páginasR 404aKevin GualpaAún no hay calificaciones
- Oxidos de AzufreDocumento19 páginasOxidos de AzufreJonathan Yesid Roa JaimesAún no hay calificaciones
- Examen Test CT3 23-01-2023 ResueltoDocumento3 páginasExamen Test CT3 23-01-2023 ResueltoquicobadiaAún no hay calificaciones
- Composición aguas naturalesDocumento16 páginasComposición aguas naturalesChristian Riveros Lizana100% (1)
- Mecanismos de RetencionDocumento2 páginasMecanismos de RetencionDennis MartinezAún no hay calificaciones