También podría gustarte
- WPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Documento1 páginaWPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Joe Mario Galindo VasquezAún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- FCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeDocumento1 páginaFCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeEdgar YauriAún no hay calificaciones
- Homologacion de Soldador de Carlos TorresDocumento2 páginasHomologacion de Soldador de Carlos TorresEdgar DiazAún no hay calificaciones
- PQR, WPS-HomologacionesDocumento6 páginasPQR, WPS-HomologacionesVictor Hugo Tuanama Garcia100% (1)
- WPQ-01-02-03 Fcaw-2-GemaDocumento2 páginasWPQ-01-02-03 Fcaw-2-GemaErwin CalvoAún no hay calificaciones
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- 1901 19 Aws Fcaw Cosfym 3G 4GDocumento1 página1901 19 Aws Fcaw Cosfym 3G 4GjairoAún no hay calificaciones
- Wps Calificado Sia Aws d1.2Documento3 páginasWps Calificado Sia Aws d1.2Janet Jacqueline Alvarez Chiara100% (1)
- Log - Soldad - y Credenciales WPQ-MAPA - 14-04-20Documento22 páginasLog - Soldad - y Credenciales WPQ-MAPA - 14-04-20cesar100% (1)
- Wps Gmaw Aws Tam 2019 A36Documento1 páginaWps Gmaw Aws Tam 2019 A36GerardoYanezAún no hay calificaciones
- Formato Homologación SMAW 2014 - SYMEPDocumento2 páginasFormato Homologación SMAW 2014 - SYMEPErick OlavarriaAún no hay calificaciones
- WPQ w204 Gtaw SmawDocumento1 páginaWPQ w204 Gtaw SmawWilmer Rios Diaz100% (1)
- WPS-PQR Rds 1362014-0Documento8 páginasWPS-PQR Rds 1362014-0brunoAún no hay calificaciones
- WPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1Documento1 páginaWPS - 170-20 - Smaw-Precalificado para Calificacion de Soldador-1antony bolivar100% (3)
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Especificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoDocumento3 páginasEspecificacion Del Procedimiento de Soldadura WPS: Código Versión 6 Fecha Wps NoFREDY ARMANDO SANCHEZAún no hay calificaciones
- Asme Ix-Wps-1Documento3 páginasAsme Ix-Wps-1Jhordann EspinozaAún no hay calificaciones
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- WPS Precalificado AURIN FCAWDocumento6 páginasWPS Precalificado AURIN FCAWUltrasonidoIndustrialMonclovaSendycca100% (2)
- PQR Asme Ix NDTWSDocumento2 páginasPQR Asme Ix NDTWSGherlin KuongAún no hay calificaciones
- WPS 01 Smaw SoldaduraDocumento3 páginasWPS 01 Smaw SoldaduraENDECOT SATAún no hay calificaciones
- Homologacion Soldador Kevin Cavero MartinezDocumento1 páginaHomologacion Soldador Kevin Cavero MartinezEdgar DiazAún no hay calificaciones
- WPQ Fcaw LafDocumento1 páginaWPQ Fcaw LafDidier LZAún no hay calificaciones
- WPS - Asme IxDocumento2 páginasWPS - Asme IxNilton Luis0% (1)
- Aws d1.1 Wps Xyz 0Documento5 páginasAws d1.1 Wps Xyz 0Pablo García PeñaAún no hay calificaciones
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- Formato Wps-001 Smaw Rev 1Documento2 páginasFormato Wps-001 Smaw Rev 1Richard VillónAún no hay calificaciones
- WPS 001 ImecoDocumento3 páginasWPS 001 ImecoNicholas SmithAún no hay calificaciones
- Wps Recuperacion de Eje de TransmisionDocumento8 páginasWps Recuperacion de Eje de TransmisionYumiToledoAún no hay calificaciones
- Formato WpsDocumento2 páginasFormato WpsDaniel Campos100% (1)
- WPS Gmaw D1.1 TopeDocumento1 páginaWPS Gmaw D1.1 TopeVerónica Aldana Cubas100% (1)
- Certificado Calificacion Soldador ASME IXDocumento1 páginaCertificado Calificacion Soldador ASME IXRjvPoquiAún no hay calificaciones
- Wps Soldadura CarlosDocumento2 páginasWps Soldadura CarlosCarlos ZapataAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- Reg-Tal-009 Lista de Soldadores Calificados (WPQR)Documento1 páginaReg-Tal-009 Lista de Soldadores Calificados (WPQR)Francisco ImazAún no hay calificaciones
- Taller Codigo AWS D1.1 - 2010Documento6 páginasTaller Codigo AWS D1.1 - 2010Williy126Aún no hay calificaciones
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- WPQ Ac (Gmaw)Documento1 páginaWPQ Ac (Gmaw)Mauricio ObrequeAún no hay calificaciones
- EMG150822-Particulas Magneticas FL1606Documento6 páginasEMG150822-Particulas Magneticas FL1606Edinson MataAún no hay calificaciones
- Calificacion y Procedimientos API 1104Documento56 páginasCalificacion y Procedimientos API 1104Abel Valderrama Perez100% (1)
- WPQ Smaw em - 2G, 3G, 4GDocumento1 páginaWPQ Smaw em - 2G, 3G, 4GLuisa Uribe100% (1)
- Wpq-Aws D1.1-4GDocumento1 páginaWpq-Aws D1.1-4GJorge Enrique Montaño Marañon100% (1)
- Wps BlancoDocumento2 páginasWps BlancoChristian GramAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- Ensayo de DoblezDocumento11 páginasEnsayo de DoblezJesus CondoriAún no hay calificaciones
- Listado de Normas de SoldaduraDocumento2 páginasListado de Normas de SoldaduraIvan Pino FigueroaAún no hay calificaciones
- WPS Api 1104Documento1 páginaWPS Api 1104Abel Valderrama Perez100% (2)
- Cisold - Api - 1104 - WPS-PQR-WPQDocumento44 páginasCisold - Api - 1104 - WPS-PQR-WPQDan Carrasco100% (2)
- Ficha Técnica Aceros Grado Estructural A516Documento2 páginasFicha Técnica Aceros Grado Estructural A516Alejandro MartinezAún no hay calificaciones
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAún no hay calificaciones
- Ccallo Chacon Milagros WPSDocumento3 páginasCcallo Chacon Milagros WPSpollito_190100% (2)
- Wps FCAWDocumento3 páginasWps FCAWPlinio PazosAún no hay calificaciones
- WPS 5G Api 1104Documento4 páginasWPS 5G Api 1104johan esleyder santodomingo navarroAún no hay calificaciones
- WPQ 145 - D34Documento1 páginaWPQ 145 - D34Rochy GbAún no hay calificaciones
- Lista de Pqr-Wps (25!05!11)Documento268 páginasLista de Pqr-Wps (25!05!11)juan100% (1)
- Precalificacion WPSDocumento65 páginasPrecalificacion WPSDaniel Simar Herrera MorenoAún no hay calificaciones
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocumento1 páginaWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Aún no hay calificaciones
- HFV - Fcaw 3G - 2020Documento2 páginasHFV - Fcaw 3G - 2020Eric Cedano PazAún no hay calificaciones
- HOMOLOGACIÓN SOLDADOR - Roger VillafuerteDocumento3 páginasHOMOLOGACIÓN SOLDADOR - Roger VillafuerteCeledonio Coronel CanoAún no hay calificaciones
- WPS 09Documento1 páginaWPS 09Eric Cedano PazAún no hay calificaciones
- Procedimiento de Torqueo - Gran Hall BbvaDocumento2 páginasProcedimiento de Torqueo - Gran Hall BbvaEric Cedano PazAún no hay calificaciones
- Soporte para Viga - BrickDocumento1 páginaSoporte para Viga - BrickEric Cedano PazAún no hay calificaciones
- WPS 09Documento1 páginaWPS 09Eric Cedano PazAún no hay calificaciones
- HFV - Fcaw 3G - 2020Documento2 páginasHFV - Fcaw 3G - 2020Eric Cedano PazAún no hay calificaciones
- Texto Único de Procedimientos Administrativos (TUPA) de Las 43 Municipalidades de Lima MetropolitanaDocumento8 páginasTexto Único de Procedimientos Administrativos (TUPA) de Las 43 Municipalidades de Lima MetropolitanaEric Cedano PazAún no hay calificaciones
- Fue Nuevo LicenciaDocumento7 páginasFue Nuevo LicenciaDavid SolisAún no hay calificaciones
- Como Colocar o Reemplazar Canaletas en La CasaDocumento8 páginasComo Colocar o Reemplazar Canaletas en La Casaapi-3748961100% (3)
- Plan - 11717 - Requisitos Lic Edificacion - 2010 PDFDocumento8 páginasPlan - 11717 - Requisitos Lic Edificacion - 2010 PDFMariano Jesús Santa María CarlosAún no hay calificaciones
- Matematica4 Semana 13 - Dia 1 Medidas de Tendencia Central II Ccesa007Documento4 páginasMatematica4 Semana 13 - Dia 1 Medidas de Tendencia Central II Ccesa007Demetrio Ccesa RaymeAún no hay calificaciones
- Como Empotrar Una Caja FuerteDocumento8 páginasComo Empotrar Una Caja FuertebseguiAún no hay calificaciones
- Test VocacionalDocumento1 páginaTest VocacionalJoel_Medrano_775150% (8)
- Diplomatura InmobiliarioDocumento1 páginaDiplomatura InmobiliarioEric Cedano PazAún no hay calificaciones
- Equipos Con BateríasDocumento6 páginasEquipos Con BateríasEric Cedano PazAún no hay calificaciones
- Tabla de Dosificaciones y EquivalenciasDocumento13 páginasTabla de Dosificaciones y EquivalenciasCarlos Cuevas Saenz100% (2)
- Seguridad Durante La ConstruccionDocumento85 páginasSeguridad Durante La ConstruccionbbrlytAún no hay calificaciones
- Ppt-Construcciones GeometricasDocumento9 páginasPpt-Construcciones GeometricasEric Cedano PazAún no hay calificaciones
- HE59 Usos de La Coma NMORDocumento7 páginasHE59 Usos de La Coma NMOREric Cedano PazAún no hay calificaciones
- Tekla Structures Manual de Detalle PDFDocumento418 páginasTekla Structures Manual de Detalle PDFErick Abreu RodríguezAún no hay calificaciones
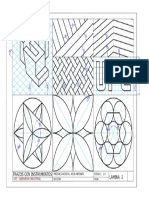
- Lamina 2-Trazos Con Instrumentos de DibujoDocumento1 páginaLamina 2-Trazos Con Instrumentos de DibujoEric Cedano PazAún no hay calificaciones
- Pressed PDFDocumento2 páginasPressed PDFEric Cedano PazAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Guias de GruaDocumento17 páginasGuias de GruaEric Cedano PazAún no hay calificaciones
- Tabla de Dosificaciones y EquivalenciasDocumento13 páginasTabla de Dosificaciones y EquivalenciasCarlos Cuevas Saenz100% (2)
- TarrajeoDocumento3 páginasTarrajeoJean Carlo Olin LlerenaAún no hay calificaciones
- Guias de GruaDocumento17 páginasGuias de GruaEric Cedano PazAún no hay calificaciones
- Catalgo Ferrasa Version Final Septiembre 2012 1Documento8 páginasCatalgo Ferrasa Version Final Septiembre 2012 1Eric Cedano PazAún no hay calificaciones
- 6th Central Pay Commission Salary CalculatorDocumento15 páginas6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Tabla de CargaDocumento2 páginasTabla de CargaEric Cedano PazAún no hay calificaciones
- Is 03Documento1 páginaIs 03Dickson GonzalesAún no hay calificaciones
- Analisis Sub Presupuesto VariosDocumento36 páginasAnalisis Sub Presupuesto VariosBraulio Corrales HuillcaAún no hay calificaciones
- Bricolaje - Albañileria - Construccion de PiscinasDocumento12 páginasBricolaje - Albañileria - Construccion de PiscinasSueiro AlonsoAún no hay calificaciones
- FO-SST-009 Inspeccion Pre Operacional ExtintorDocumento2 páginasFO-SST-009 Inspeccion Pre Operacional Extintorjessica alexandra cabreraAún no hay calificaciones
- Memoria Descriptiva 20210713 180704 354Documento10 páginasMemoria Descriptiva 20210713 180704 354arAún no hay calificaciones
- Cemento Portland Puzolanico Tipo IP MISHKIDocumento3 páginasCemento Portland Puzolanico Tipo IP MISHKIAlex Luis0% (1)
- Metrado Carpinteria Metalica - MamaconaDocumento9 páginasMetrado Carpinteria Metalica - MamaconaFreddy Mejia AzcarateAún no hay calificaciones
- 1 - PlasticosDocumento17 páginas1 - Plasticosjesus bernal fernandezAún no hay calificaciones
- 02 Espec. Tec. Sistema de Agua PotableDocumento59 páginas02 Espec. Tec. Sistema de Agua PotableCOSULTORIA PPAún no hay calificaciones
- 165-TMG 61-21 Lamina 1Documento1 página165-TMG 61-21 Lamina 1Claudio PerezAún no hay calificaciones
- Capitulo 9 Sistema Subdrenaje GeodrenDocumento12 páginasCapitulo 9 Sistema Subdrenaje Geodrenpablo0321Aún no hay calificaciones
- Memoria de Calculo - Polideportivo - BellavistaDocumento41 páginasMemoria de Calculo - Polideportivo - BellavistaAntonio Ruiz TovarAún no hay calificaciones
- Diseño de Mezclas de ConcretoDocumento9 páginasDiseño de Mezclas de ConcretoOscar UrbinaAún no hay calificaciones
- CuestionarioDocumento3 páginasCuestionarioCynthia Guerra100% (1)
- Catalogo Ikea 2018 41913506 PDFDocumento84 páginasCatalogo Ikea 2018 41913506 PDFMatildeRitaAún no hay calificaciones
- 5.5 Memoria Descriptiva Valorizada - Val 3Documento19 páginas5.5 Memoria Descriptiva Valorizada - Val 3Emerson GabrielAún no hay calificaciones
- PRESUPUESTO GLOBAL 6 EN 1 CAÑO ZANCUDO BetaDocumento9 páginasPRESUPUESTO GLOBAL 6 EN 1 CAÑO ZANCUDO Betadenigris1003Aún no hay calificaciones
- Especificaciones Tecnicas Final 1Documento57 páginasEspecificaciones Tecnicas Final 1Estuardo MTorresAún no hay calificaciones
- Detalle de Cordon - Cuneta Rebajado Detalle de Cordon - CunetaDocumento1 páginaDetalle de Cordon - Cuneta Rebajado Detalle de Cordon - CunetaObra XDia100% (1)
- Propiedades MecanicasDocumento41 páginasPropiedades MecanicasJoseIvanAlvaradoCarrascoAún no hay calificaciones
- Propuesta Economica OkDocumento3 páginasPropuesta Economica Okconsorcio rgAún no hay calificaciones
- Tablas de Pesos de Materiales de ConstrucciónDocumento10 páginasTablas de Pesos de Materiales de Construcciónsoterolj90Aún no hay calificaciones
- Primer Examen Parcial 2022 A PDFDocumento4 páginasPrimer Examen Parcial 2022 A PDFOmarAún no hay calificaciones
- Cantidad de ClavosDocumento4 páginasCantidad de ClavosyoerikAún no hay calificaciones
- Catalogo 1 Duragrif 2015Documento67 páginasCatalogo 1 Duragrif 2015Jose Manuel Noriega MalagaAún no hay calificaciones
- Dossier de Calidad de Instalaciones Mecanicas - LlamagasDocumento29 páginasDossier de Calidad de Instalaciones Mecanicas - Llamagaslumvech67% (3)
- Estructura General Asme PDFDocumento6 páginasEstructura General Asme PDFAdrian Matias UrresAún no hay calificaciones
- Tablas ConstrucciónDocumento17 páginasTablas ConstrucciónErik SánchezAún no hay calificaciones
- Pruebas de Laboratio para El Control de Calidad Que Se Realizan A Los CementosDocumento10 páginasPruebas de Laboratio para El Control de Calidad Que Se Realizan A Los CementosMauro Alexander ÁbregoAún no hay calificaciones
- 3.243.01 (1976) PDFDocumento19 páginas3.243.01 (1976) PDFitissa INGENIERIAAún no hay calificaciones