También podría gustarte
- WPS SMAW ASTM A36Documento3 páginasWPS SMAW ASTM A36ENDECOT SATAún no hay calificaciones
- Nota de Ingreso Al AlmacenDocumento6 páginasNota de Ingreso Al AlmacenYanpierre Acosta33% (6)
- Formato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...Documento3 páginasFormato PQR Excel Original QW 483 para Diligenciar - Copia (2) ...carlos canoAún no hay calificaciones
- WPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Documento2 páginasWPS Precalificado WPS-PREQ-MOR-AWS - 005 Rev1Gonzalo EscobarAún no hay calificaciones
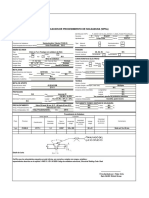
- Especificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Documento1 páginaEspecificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Luis SotoAún no hay calificaciones
- WPS Gmaw 001Documento1 páginaWPS Gmaw 001Armando MendietaAún no hay calificaciones
- Procedimiento de soldadura FCAW A36Documento2 páginasProcedimiento de soldadura FCAW A36Carlos ZapataAún no hay calificaciones
- Homologacion de Soldador de Carlos TorresDocumento2 páginasHomologacion de Soldador de Carlos TorresEdgar DiazAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- WPS - Asme IxDocumento2 páginasWPS - Asme IxNilton Luis0% (1)
- RT-01-19 Informe radiográfico soldadura platina 1/2Documento2 páginasRT-01-19 Informe radiográfico soldadura platina 1/2Aidee Leon AlmeidaAún no hay calificaciones
- WPS Asme MCM HC 001Documento2 páginasWPS Asme MCM HC 001MCM PROYECTOS E ING CONSTRUCCIONESAún no hay calificaciones
- Calificación de Procedimiento de SoldaduraDocumento4 páginasCalificación de Procedimiento de SoldaduraJorgeAún no hay calificaciones
- WPQ - Fcaw-5g-Aws D1.3 W80Documento1 páginaWPQ - Fcaw-5g-Aws D1.3 W80JImmy David Espinoza MejiaAún no hay calificaciones
- Zappa GTAWDocumento31 páginasZappa GTAWArnaldo Luis Cantone100% (1)
- WPQ Ac (Gmaw)Documento1 páginaWPQ Ac (Gmaw)Mauricio ObrequeAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- Cálculo y Estimación de Costos de Soldadura-EnviadoDocumento20 páginasCálculo y Estimación de Costos de Soldadura-EnviadoRicardo André Ambicho PinedoAún no hay calificaciones
- Wps EjemploDocumento1 páginaWps EjemploJonatan Goicochea BaconAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS SML 2 20Documento5 páginasWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Curso Ruso Intermedio AvanzadoDocumento10 páginasCurso Ruso Intermedio Avanzado012345550% (2)
- Inspección visual soldaduraDocumento9 páginasInspección visual soldaduraJesus CondoriAún no hay calificaciones
- PQR HojaDocumento2 páginasPQR Hojacarlos caiza100% (1)
- Informe Liquidos Penetrantes (PT) 04-06-2018 PDFDocumento16 páginasInforme Liquidos Penetrantes (PT) 04-06-2018 PDFCeledonio Coronel CanoAún no hay calificaciones
- PT Palomier T&T C&M PLM 001 2022Documento1 páginaPT Palomier T&T C&M PLM 001 2022IAN GRUPAún no hay calificaciones
- 1901 19 Aws Fcaw Cosfym 3G 4GDocumento1 página1901 19 Aws Fcaw Cosfym 3G 4GjairoAún no hay calificaciones
- WPS API-1104-Proyecto Remplazo de Tuberias El FurrialDocumento3 páginasWPS API-1104-Proyecto Remplazo de Tuberias El Furrialmarvin montes100% (1)
- WPQ QW484 B EspañolDocumento2 páginasWPQ QW484 B Españolgeny965809100% (1)
- 163332687-Formato PQRDocumento1 página163332687-Formato PQRFrancisco Javier CamarenaAún no hay calificaciones
- QW-482 Welding Procedure Specification (WPS)Documento2 páginasQW-482 Welding Procedure Specification (WPS)JORDY ROBINSON CAICHIHUA VERGARAAún no hay calificaciones
- WPS SML 20 20Documento9 páginasWPS SML 20 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Enfermer I ADocumento9 páginasEnfermer I ANancy RodriguezAún no hay calificaciones
- Wps Urteaga Tuberia-DynoDocumento2 páginasWps Urteaga Tuberia-DynoH Adrian BarriosAún no hay calificaciones
- Wps GTAWDocumento1 páginaWps GTAWStalin AriasAún no hay calificaciones
- CT WPS Smaw 004Documento2 páginasCT WPS Smaw 004jean carlosAún no hay calificaciones
- P - 200721-0015 - GG - (AWSD1.1 2020) - FCAW-PrecalificadoDocumento1 páginaP - 200721-0015 - GG - (AWSD1.1 2020) - FCAW-PrecalificadoFrancisco VasquezAún no hay calificaciones
- WPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFDocumento1 páginaWPQ No. 11 AWS D1.1-2015 MUÑOA BUITRON, DENNYS DAVID PDFddmb2008Aún no hay calificaciones
- Calificación soldador ASMEDocumento4 páginasCalificación soldador ASMEGerardoYanezAún no hay calificaciones
- Informe SMAW 3Documento13 páginasInforme SMAW 3Jhon undaAún no hay calificaciones
- WPS-001-Especificación de soldaduraDocumento4 páginasWPS-001-Especificación de soldadurajohan esleyder santodomingo navarroAún no hay calificaciones
- ARO Izaje de Paneles Sandwich CON TELEHANDLERDocumento263 páginasARO Izaje de Paneles Sandwich CON TELEHANDLERdaylinAún no hay calificaciones
- Lacan JaspersDocumento8 páginasLacan JaspersMili FrezAún no hay calificaciones
- WPS SML 4 20Documento1 páginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Reporte de Doblez INF - Wip-030-18Documento1 páginaReporte de Doblez INF - Wip-030-18Danfer De la CruzAún no hay calificaciones
- Procedimiento de soldadura para tuberías de acero ASTM A53 GR.BDocumento2 páginasProcedimiento de soldadura para tuberías de acero ASTM A53 GR.Bdenys.castanedatAún no hay calificaciones
- EMG150822-Particulas Magneticas FL1606Documento6 páginasEMG150822-Particulas Magneticas FL1606Edinson MataAún no hay calificaciones
- PQR UnimetDocumento7 páginasPQR UnimetCarlos Lluen AquinoAún no hay calificaciones
- Tipo de Soldadura Traslape 2023 PDFDocumento1 páginaTipo de Soldadura Traslape 2023 PDFAVILES NARVAEZ TITO FERMINAún no hay calificaciones
- WPS Majestic PDFDocumento1 páginaWPS Majestic PDFJorge Valencia PérezAún no hay calificaciones
- C001-EEMM-FR-10. Control de TorqueDocumento1 páginaC001-EEMM-FR-10. Control de TorqueWilfredo RamirezAún no hay calificaciones
- Formato WpsDocumento2 páginasFormato WpsDaniel Campos100% (1)
- Wps 1-2Documento2 páginasWps 1-2Christian GramAún no hay calificaciones
- BorradorDocumento10 páginasBorradorRodmi Torres PeraltaAún no hay calificaciones
- Cómo Calcular El Consumo de La SoldaduraDocumento3 páginasCómo Calcular El Consumo de La SoldaduraBraulio Olivares VargasAún no hay calificaciones
- WPS - Smaw-Paecia-01-2021 TopeDocumento1 páginaWPS - Smaw-Paecia-01-2021 TopeCarlos BAún no hay calificaciones
- E70t 4Documento1 páginaE70t 4Albe Cibia100% (1)
- Pruebas de tensión, doblez y soldaduraDocumento2 páginasPruebas de tensión, doblez y soldaduraivanbfAún no hay calificaciones
- Procedimiento Wps 2012 CaldasDocumento2 páginasProcedimiento Wps 2012 CaldasFernandoRTarazonaAún no hay calificaciones
- Rooc BalbinDocumento2 páginasRooc BalbinCarlos Lluen AquinoAún no hay calificaciones
- WPQ Rha API 1104t 01Documento1 páginaWPQ Rha API 1104t 01Kevvin Danniel DazzaAún no hay calificaciones
- Informe CYPMA WPTR 399Documento3 páginasInforme CYPMA WPTR 399Erick VazquezAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- Wps de SoldaduraDocumento2 páginasWps de SoldaduraVictor Almanza50% (2)
- WPS Gmaw D1.1 TopeDocumento1 páginaWPS Gmaw D1.1 TopeVerónica Aldana Cubas100% (1)
- Wps Especificacion Del Procedimiento de SoldaduraDocumento1 páginaWps Especificacion Del Procedimiento de SoldaduraJonatan Goicochea BaconAún no hay calificaciones
- Welding BookDocumento1 páginaWelding BookELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Diagnostico LogísticoDocumento4 páginasDiagnostico LogísticoELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- SM FR Qaqc 001 Recepcion de MaterialesDocumento1 páginaSM FR Qaqc 001 Recepcion de MaterialesELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Trazabilidad acero insertos planchaDocumento1 páginaTrazabilidad acero insertos planchaELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Ensayo AyllonDocumento3 páginasEnsayo AyllonELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- SM FR Qaqc 002 Recepcion de SuministrosDocumento1 páginaSM FR Qaqc 002 Recepcion de SuministrosELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Sm-Fr-Qaqc-016 - Lista de Registros AplicablesDocumento1 páginaSm-Fr-Qaqc-016 - Lista de Registros AplicablesELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- MSDS Pinturas en Spray - ABRODocumento6 páginasMSDS Pinturas en Spray - ABRORosa Miluska Nuñez RamirezAún no hay calificaciones
- THINNER STANDARD CPPQ - HS-111 Thinner Standard v.2Documento5 páginasTHINNER STANDARD CPPQ - HS-111 Thinner Standard v.2ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Thinner - Acrilico - Automotriz - Reforzado - Ac-350 - Anypsa Maestro - FDSDocumento2 páginasThinner - Acrilico - Automotriz - Reforzado - Ac-350 - Anypsa Maestro - FDSELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- WPS SML 1 20Documento6 páginasWPS SML 1 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 2.2 Normatividad General de Residuos SolidosDocumento19 páginas2.2 Normatividad General de Residuos SolidosELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 3.2 Estudio de Caracterización de RSDocumento54 páginas3.2 Estudio de Caracterización de RSELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Residuos sólidos y medio ambiente globalDocumento30 páginasResiduos sólidos y medio ambiente globalELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 2.3 Ley General de Residuos SolidosDocumento16 páginas2.3 Ley General de Residuos SolidosELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 3.3 Segregacion de RSDocumento44 páginas3.3 Segregacion de RSELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- 3.1 Regimen Legal Obligaciones y Sanciones RSDocumento11 páginas3.1 Regimen Legal Obligaciones y Sanciones RSELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Relogia de Geles Obtenidos A Partir de Fuentes Biologicas Del PeruDocumento8 páginasRelogia de Geles Obtenidos A Partir de Fuentes Biologicas Del PeruELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- INTRODUCCIÓN A LAS ESTRUCTURAS SANDWICH - Capitulo7Documento15 páginasINTRODUCCIÓN A LAS ESTRUCTURAS SANDWICH - Capitulo7Javier Berríos CalderónAún no hay calificaciones
- Balotario Compositos 1 Examen 3Documento9 páginasBalotario Compositos 1 Examen 3ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Calidad de Agua SuperficialDocumento16 páginasCalidad de Agua SuperficialELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- EXPOSICION EIAsd PROYECTO FERROBAMBA - GRUPO 3 MODIFICADODocumento75 páginasEXPOSICION EIAsd PROYECTO FERROBAMBA - GRUPO 3 MODIFICADOELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- MasterbachtsDocumento8 páginasMasterbachtsELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- BIOINDICADORESDocumento12 páginasBIOINDICADORESELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Eca Aire PDFDocumento4 páginasEca Aire PDFKadir Mas MatosAún no hay calificaciones
- Hacia Una Pedagogía Del Cuerpo VividoDocumento9 páginasHacia Una Pedagogía Del Cuerpo VividoFlor AuroraAún no hay calificaciones
- s15 Sec 2 Guia Matematica Dia 3 4Documento6 páginass15 Sec 2 Guia Matematica Dia 3 4Zinthia Rosal Calderon MontoyaAún no hay calificaciones
- BITACORA 10 Yesica CubillosDocumento2 páginasBITACORA 10 Yesica CubillosMAILYAún no hay calificaciones
- Lizárraga Alva, Marcelo RomeoDocumento1 páginaLizárraga Alva, Marcelo RomeoTELMA LUCIA GRANDEZ MEJIAAún no hay calificaciones
- Temporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosDocumento3 páginasTemporizadores ENYA Serie - Retardos, Impulsos y Ciclos SimétricosClaudio Patricio Zarate VidalAún no hay calificaciones
- Cromatografia Pozo Sabalo X 2Documento7 páginasCromatografia Pozo Sabalo X 2yoselin loayza quispeAún no hay calificaciones
- Ficha Snip 3 Pavletich 2016 - 2Documento17 páginasFicha Snip 3 Pavletich 2016 - 2InaSimonGonzalesAún no hay calificaciones
- 4 X 4Documento14 páginas4 X 4Ruben Robles MarinAún no hay calificaciones
- ALCOHOLIMETROSDocumento4 páginasALCOHOLIMETROSOscar Jaime Lopez MartinezAún no hay calificaciones
- Taller 2Documento9 páginasTaller 2Andrés Mauricio Gálvez RamírezAún no hay calificaciones
- Lme1 PDocumento34 páginasLme1 PIlse CastilloAún no hay calificaciones
- Pasos para Enamorar A Una Mujer Mayor PDFDocumento4 páginasPasos para Enamorar A Una Mujer Mayor PDFSorenneutrexAún no hay calificaciones
- CiudadrepresentadaDocumento13 páginasCiudadrepresentadaJulio Motörhead GuascaAún no hay calificaciones
- Respuestas Del Cuestionario 6Documento1 páginaRespuestas Del Cuestionario 6AlexisAvilaVazquezAún no hay calificaciones
- Laboratorio 6Documento8 páginasLaboratorio 6Salua zazir Carmona CarrmonaAún no hay calificaciones
- AntropometriaDocumento27 páginasAntropometriaAdriana Gómez MorenoAún no hay calificaciones
- Actividad 6 Cuadro SinopticoDocumento4 páginasActividad 6 Cuadro SinopticoMarisol100% (1)
- Factores Que Afectan Al FotobiorreactorDocumento24 páginasFactores Que Afectan Al FotobiorreactorRamses BecerraAún no hay calificaciones
- Metodología de la enseñanza y las condiciones vitales de la educaciónDocumento34 páginasMetodología de la enseñanza y las condiciones vitales de la educaciónSimón FelizAún no hay calificaciones
- Perfil: Postulado en El Aviso Asesor Comercial Inmobiliario - Lima, Angelo ObesoDocumento2 páginasPerfil: Postulado en El Aviso Asesor Comercial Inmobiliario - Lima, Angelo ObesoMichelle CasasAún no hay calificaciones
- Formatos Solicitud Proceso Ordinario de Traslado 2014Documento7 páginasFormatos Solicitud Proceso Ordinario de Traslado 2014Carlos ChamorroAún no hay calificaciones
- Las 5 Mejores Empresas para Trabajar en Manabi - Fabula de La Hormiguita - Joaquin Gomez El Empleado PerfectoDocumento13 páginasLas 5 Mejores Empresas para Trabajar en Manabi - Fabula de La Hormiguita - Joaquin Gomez El Empleado PerfectocristhianchumoAún no hay calificaciones
- DCD 5 CCNN. 9no A 2017 2018Documento3 páginasDCD 5 CCNN. 9no A 2017 2018MariaFernandaAún no hay calificaciones
- Planteamiento Del Problema Olga ZapataDocumento1 páginaPlanteamiento Del Problema Olga Zapataolga zapataAún no hay calificaciones
- Proforma Infantil 2023Documento2 páginasProforma Infantil 2023Deiby SuclupeAún no hay calificaciones
- Manual de Normas Diseno Interior Buses PDFDocumento74 páginasManual de Normas Diseno Interior Buses PDFMATIASAún no hay calificaciones