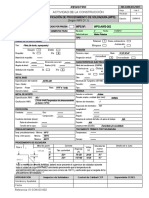
Código: WPS -BM1-ADM-20
GESTIÓN DE ASEGURAMIENTO Y CONTROL DE LA CALIDAD
Fecha: 06/03/20
ESPECIFICACION DE PROCEDIMIENTO DE SOLDADURA (WPS) - RECOMENDADO Versión: 01
AWS D1.1/D1.1M:2020 Página: 01 de 01
PRECALIFICADO CALIFICADO POR PRUEBA
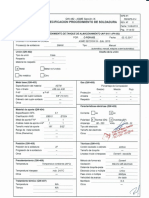
O REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO (PQR)
Número de Identificación WPS-BM1-01-23
Nombre de la Compañía BM1 OBRAS & SERVICIOS INDUSTRIALES S.A.C. Revisión 0 Fecha 15-Mar-22 Por J. Fernandez
Proceso(s) de Soldadura GTAW Autorizado Por Lenner Quispe Fecha 15-Mar-22
Número(s) PQR de Soporte - Tipo Manual X Semiautomático
Mecánico Automático
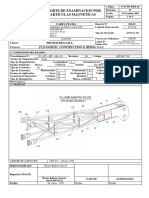
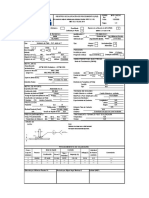
Diseño de junta utilizada
Tipo Ver detalles de juntas Posición
Simple X Doble Soldadura Posición de Ranura ---- Filete Todas
Refuerzo: Si No X Progresión Vertical Ascendente x Descendente
Material de Refuerzo: ---
Abertura de Raíz -- Dimensión de cara de Raíz Características Eléctricas
Angulo de Ranura --- Radio (J - U) -------
Remoción de Raíz: Si No X Modo de Transferencia (GMAW) Corto-Circuito
Método --- Globular Pulsada Spray
Metales de Base Corriente AC DCEP DCEN X
Especificación
GRUPO I y GRUPO II ---------
de Material : Otro
Tipo o Grado Tabla 3.1
Espesor de metal base
De 3 a Ilimitado Según plano
T1 o T2: Filete Electrodo de Tungsteno (GTAW)
Diámetro (Tubo) Ranura ------ Filete ------ Tamaño ------
Tipo -------
Metal de Aporte
Especificación AWS A5.9 Técnica
Clasificación AWS ER 308L Cordón Rectilíneo u Ondulado Ambos, según se requiera
Nombre Comercial SUPERTIG 308L Pase múltiple o Pase simple (por lado) Ambos, según se requiera
Protección Número de Electrodos 1
Fundente -------- Gas ------ Separación de Electrodos Longitudinal --------
Composición ------- Lateral --------
Electrodo-Fundente (Clase) ------- Tasa de Flujo ------- Angulo --------
Tamaño de copa de Gas --------- Tubo de Contacto a Distancia de Trabajo --------
Martilleo ---------
Precalentamiento Limpieza de Interpase: Escobillado y/o esmerilado
3mm <e≤ 20 mm: 0° (Ver nota *a)
20mm<e≤38mm: 10°C
38mm<e ≤65mm: 65°C Tratamiento Post-Soldadura
Temp. Mínimo de Precalentamiento
e>65mm: 110°C
Temp. Mínimo de Interpase T° de Precalentamiento Temperatura ------
Nota *a : Cuando la temperatura del metal base es menor a 0°C, el metal debe
Tiempo -------
precalentarse a un mínimo de 20°C. La T° se mantendrá durante el proceso de
soldadura.
Procedimiento de Soldadura
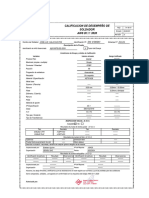
Diseño de junta / Geometría
Posición Plano Horizontal Vertical Sobrecabeza Designa_
T1 o T2 Abertura Tolerancias (mm)
ción de junta
Progresión --- --- Ascendente --- de Raiz Diseño Fit-up
Pase(s) de soldadura 1-n 1-n 1-n 1-n
Máximo tamaño de TC-F12 < 75 mm R=0 +2 ; -0 5 max.
soldadura de filete por 12 mm 8 mm 12 mm 8 mm
pase único
Máximo espesor de
10 mm 8 mm 10 mm 8 mm
pase de raiz
TC-F12a ≥ 75 mm R=0 +2 ; -0 8 max.
Máximo espesor de Perpendicularidad entre miembros
--- --- --- ---
pase de relleno debe ser ±10°.
Voltios (V) --- --- --- ---
Amperios (Amp.) 130-300 130-300 130-300 130-300 L-F12 < 75 mm R=0 +2 ; -0 5 max.
Velocidad de Avance
19-31 19-31 19-31 19-31
(cm/min)
Diametro de electrodo 1.6 mm 1.6 mm 1.6 mm 1.6 mm
Clasificación AWS ER 308L ER 308L ER 308L ER 308L L-F12a ≥ 75 mm R=0 +2 ; -0 8 max.
Diámetro máximo de
- - - -
electrodo
Aprobado por: TC-F12
Revisado por: Luis Condori Soto
luis.condori.soto@gmail.com / luis.condori@insmec.net
Pág. 1 de 1
También podría gustarte
- Ip-Wps 1 - 0Documento1 páginaIp-Wps 1 - 0RichardAún no hay calificaciones
- Ip-Wps 2 - 0Documento1 páginaIp-Wps 2 - 0RichardAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- Especificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Documento1 páginaEspecificación de procedimiento de soldadura SMAW para bridas según norma AWS D1.1Luis SotoAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- Compañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Documento1 páginaCompañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Wilians Rosales ChavezAún no hay calificaciones
- WPS Gmaw Acc 001Documento3 páginasWPS Gmaw Acc 001Wilians Rosales Chavez100% (1)
- 12 TN DP3 1Documento1 página12 TN DP3 1CalidadAún no hay calificaciones
- 003-3-2 Procedimiento de Soldadura - WPS 2 - CELSADocumento1 página003-3-2 Procedimiento de Soldadura - WPS 2 - CELSARichardAún no hay calificaciones
- WPS MB 21 009 - Fcaw - 2FDocumento6 páginasWPS MB 21 009 - Fcaw - 2FJImmy David Espinoza MejiaAún no hay calificaciones
- Hector Giovanny Belmonte Vallenilla-Wpq-6gDocumento1 páginaHector Giovanny Belmonte Vallenilla-Wpq-6gWilians Rosales ChavezAún no hay calificaciones
- 5 - WPQ GPROMEC FirmadoDocumento1 página5 - WPQ GPROMEC FirmadoWilians Rosales ChavezAún no hay calificaciones
- L57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. ADocumento3 páginasL57-INM-100-S-PC-0005 PROCEDIMIENTO DE SOLDADURA - WPS Rev. Ajose jarol mirano soplaAún no hay calificaciones
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- Formato para La Especificacion Del Procedimiento de Soldadura WpsDocumento1 páginaFormato para La Especificacion Del Procedimiento de Soldadura WpsJorge Luis Correa Orduz100% (1)
- WPS-09 Especificación de procedimiento de soldaduraDocumento1 páginaWPS-09 Especificación de procedimiento de soldaduraEric Cedano PazAún no hay calificaciones
- William Agustin Jimenez Barreto - Aws-2020-3gDocumento1 páginaWilliam Agustin Jimenez Barreto - Aws-2020-3gWilians Rosales ChavezAún no hay calificaciones
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroDocumento4 páginasREGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroRivera Vilca Mx RogerAún no hay calificaciones
- Wps-Calificado - Sia-002Documento1 páginaWps-Calificado - Sia-002Logan Arcos IzaguirreAún no hay calificaciones
- AaaDocumento1 páginaAaaDuverlyOrlandoMattaVásquezAún no hay calificaciones
- CV - Henry Estewart Mena Herrada NuevoDocumento37 páginasCV - Henry Estewart Mena Herrada NuevoLuis R. Napán PizarroAún no hay calificaciones
- Wps-35 Fcaw-G Aws d1.1 2020Documento1 páginaWps-35 Fcaw-G Aws d1.1 2020MA RCasasAún no hay calificaciones
- Wps-Calificado - Sia-001Documento1 páginaWps-Calificado - Sia-001Logan Arcos IzaguirreAún no hay calificaciones
- WPS Aws D1.1 Placa 3GDocumento1 páginaWPS Aws D1.1 Placa 3GQAQC 238100% (2)
- Tecprecol ProcedimientoDocumento2 páginasTecprecol ProcedimientoYorlandAún no hay calificaciones
- JMD-3G Fcaw-D2021-006Documento2 páginasJMD-3G Fcaw-D2021-006alfre.bravo.landaAún no hay calificaciones
- WPS 011-PROMET.. SandroDocumento1 páginaWPS 011-PROMET.. SandroCarlos Lluen AquinoAún no hay calificaciones
- Sistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X CalificadoDocumento1 páginaSistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X Calificadoantony bolivarAún no hay calificaciones
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- WPS - 11 - Rev 0 - GMAWDocumento1 páginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroAún no hay calificaciones
- JVC-3G Fcaw-D2021-005Documento1 páginaJVC-3G Fcaw-D2021-005alfre.bravo.landaAún no hay calificaciones
- AWS 2F SmawDocumento3 páginasAWS 2F SmawChaparro Chili Luis WalterAún no hay calificaciones
- 001-23 Plumin Mantis 3612R 24-05-23Documento5 páginas001-23 Plumin Mantis 3612R 24-05-23Anonymous uRKPsbUBzAún no hay calificaciones
- PQR Calificado Sia 001Documento1 páginaPQR Calificado Sia 001Logan Arcos IzaguirreAún no hay calificaciones
- Construcción cobertura metálica estadio MoqueguaDocumento3 páginasConstrucción cobertura metálica estadio MoqueguajeancarloAún no hay calificaciones
- WPQ JOSE SALAS 3GDocumento2 páginasWPQ JOSE SALAS 3Gim20yearsoldAún no hay calificaciones
- Joa-3g Fcaw-D2021-003Documento1 páginaJoa-3g Fcaw-D2021-003alfre.bravo.landaAún no hay calificaciones
- Procedimiento de soldadura SMAW A36 aceroDocumento2 páginasProcedimiento de soldadura SMAW A36 acerojuanAún no hay calificaciones
- WPSsDocumento1 páginaWPSsjeissonAún no hay calificaciones
- CCT-3G Fcaw-D2021-004Documento1 páginaCCT-3G Fcaw-D2021-004alfre.bravo.landaAún no hay calificaciones
- Registros de calificación de procedimientos de soldadura GMAW aluminioDocumento3 páginasRegistros de calificación de procedimientos de soldadura GMAW aluminioJanet Jacqueline Alvarez Chiara100% (1)
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- WPS - GMAW Poblete y CastilloDocumento1 páginaWPS - GMAW Poblete y CastilloPOBLETE Y CASTILLO LIMITADAAún no hay calificaciones
- FQC-3G Fcaw-D2021-001Documento1 páginaFQC-3G Fcaw-D2021-001alfre.bravo.landaAún no hay calificaciones
- GW Ut 261Documento1 páginaGW Ut 261Carlos Lluen AquinoAún no hay calificaciones
- WPQ 01Documento1 páginaWPQ 01Juan VilchezAún no hay calificaciones
- So 04Documento1 páginaSo 04alex de la cruz yalan0% (1)
- Fromato WPS PersanDocumento1 páginaFromato WPS PersanBrandon PérezAún no hay calificaciones
- FDM-3G Fcaw-D2021-002Documento1 páginaFDM-3G Fcaw-D2021-002alfre.bravo.landaAún no hay calificaciones
- WPQ 3G EST SAUL FERNANDEZ GALINDODocumento2 páginasWPQ 3G EST SAUL FERNANDEZ GALINDOim20yearsoldAún no hay calificaciones
- WPS SML 4 20Documento1 páginaWPS SML 4 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Wps de SoldaduraDocumento1 páginaWps de SoldaduraDuberlis Ledesmas ArroyoAún no hay calificaciones
- WPS SMAW 2G y 3G JT 001Documento2 páginasWPS SMAW 2G y 3G JT 001Tita AstudilloAún no hay calificaciones
- WPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALDocumento2 páginasWPS - 1g) - AWS (MAURICIO MASIAS) PROCEDIMIENTO ARCO MANUALFrancisco JofreAún no hay calificaciones
- WPS SMAW 1GDocumento1 páginaWPS SMAW 1GJorge Neyra MacedoAún no hay calificaciones
- PQR3Documento1 páginaPQR3Luis CONDORI SOTOAún no hay calificaciones
- Wps Smaw 106Documento1 páginaWps Smaw 106Frankho Ramos100% (1)
- Check List de Calidad Estructuras MetalicaDocumento1 páginaCheck List de Calidad Estructuras MetalicaLuis CONDORI SOTOAún no hay calificaciones
- Servicio de bartender profesional con diferentes opciones y preciosDocumento8 páginasServicio de bartender profesional con diferentes opciones y preciosLuis CONDORI SOTOAún no hay calificaciones
- WPQ-CVH SMAW 6G-WPS 059 Rev 02Documento2 páginasWPQ-CVH SMAW 6G-WPS 059 Rev 02Luis CONDORI SOTOAún no hay calificaciones
- Detalles Del pedido-LINTERNADocumento1 páginaDetalles Del pedido-LINTERNALuis CONDORI SOTOAún no hay calificaciones
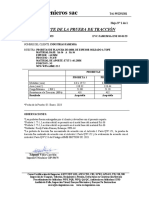
- Traccion FAMEMSADocumento1 páginaTraccion FAMEMSALuis CONDORI SOTOAún no hay calificaciones
- GF-GGO-FM-03 Requerimiento de Información - RDI # - TITULODocumento2 páginasGF-GGO-FM-03 Requerimiento de Información - RDI # - TITULOLuis CONDORI SOTOAún no hay calificaciones
- Cotización para elaboración de WPS y PQR para Industria FamemsaDocumento1 páginaCotización para elaboración de WPS y PQR para Industria FamemsaLuis CONDORI SOTOAún no hay calificaciones
- DVC Procedimiento de Instalacion de Placa ColaboranteDocumento16 páginasDVC Procedimiento de Instalacion de Placa ColaboranteLuis CONDORI SOTO75% (4)
- 2678-2231-D-F-MC-001 - Rev.B (1) VENTEODocumento25 páginas2678-2231-D-F-MC-001 - Rev.B (1) VENTEOLuis CONDORI SOTOAún no hay calificaciones
- Operaciones-Industrial-Universidad-San-IgnacioDocumento4 páginasOperaciones-Industrial-Universidad-San-IgnacioLuis CONDORI SOTOAún no hay calificaciones
- 2678-2231-D-F-MC-002 - Rev.B NIVELESDocumento12 páginas2678-2231-D-F-MC-002 - Rev.B NIVELESLuis CONDORI SOTOAún no hay calificaciones
- Pago Aduanas Smart-ExDocumento1 páginaPago Aduanas Smart-ExLuis CONDORI SOTOAún no hay calificaciones
- Cronograma mantenimiento tanque skimmerDocumento10 páginasCronograma mantenimiento tanque skimmerLuis CONDORI SOTOAún no hay calificaciones
- Detalles Del pedido-LENTES CATDocumento1 páginaDetalles Del pedido-LENTES CATLuis CONDORI SOTOAún no hay calificaciones
- Voucher RIO 2023Documento2 páginasVoucher RIO 2023Luis CONDORI SOTOAún no hay calificaciones
- TRFM46134Documento2 páginasTRFM46134Luis CONDORI SOTOAún no hay calificaciones
- PPI Fabricación OT410Documento5 páginasPPI Fabricación OT410Luis CONDORI SOTO100% (1)
- Order Details SONIM ECOM Smartex 01Documento3 páginasOrder Details SONIM ECOM Smartex 01Luis CONDORI SOTOAún no hay calificaciones
- WPS 85Documento1 páginaWPS 85Luis CONDORI SOTOAún no hay calificaciones
- PQR2Documento2 páginasPQR2Luis CONDORI SOTOAún no hay calificaciones
- Balance de Materia Con Reacción QuímicaDocumento17 páginasBalance de Materia Con Reacción QuímicaErnesto Enrique Ramón DíazAún no hay calificaciones
- WPS - Smaw 2F 6010+e7024Documento4 páginasWPS - Smaw 2F 6010+e7024Luis CONDORI SOTOAún no hay calificaciones
- DHL - Formato para CotizaciónDocumento1 páginaDHL - Formato para CotizaciónLuis CONDORI SOTOAún no hay calificaciones
- PQR3Documento1 páginaPQR3Luis CONDORI SOTOAún no hay calificaciones
- Problemas Balance de Materia en Sistemas No Reaccionantes Prof. Ronal PortalesDocumento5 páginasProblemas Balance de Materia en Sistemas No Reaccionantes Prof. Ronal PortalesLuis CONDORI SOTOAún no hay calificaciones
- PTN-G02 - Rev 0Documento1 páginaPTN-G02 - Rev 0Luis CONDORI SOTOAún no hay calificaciones
- PTN-G01 - Rev 0Documento1 páginaPTN-G01 - Rev 0Luis CONDORI SOTOAún no hay calificaciones
- Proceso de Soldadura SAWDocumento41 páginasProceso de Soldadura SAWmiltonangulomorrisAún no hay calificaciones
- EvaporadoresDocumento14 páginasEvaporadoresLuis CONDORI SOTOAún no hay calificaciones
- Aplicacion de Bernoulli en AviacionDocumento7 páginasAplicacion de Bernoulli en AviacionrebecaAún no hay calificaciones
- Tfm-1464-Cabrera RomeroDocumento96 páginasTfm-1464-Cabrera RomeroClara CortizoAún no hay calificaciones
- Grados de LibertadDocumento8 páginasGrados de LibertadJafet SánchezAún no hay calificaciones
- CÓDIGOS DE FALLASDocumento6 páginasCÓDIGOS DE FALLASAxel Russo100% (1)
- Recalentadores y SobrecalentadoresDocumento4 páginasRecalentadores y SobrecalentadoresFabio Barcelo100% (1)
- Esfuerzo Normal-TangencialDocumento31 páginasEsfuerzo Normal-TangencialLOLI LEON SHIRLEY SHANTALAún no hay calificaciones
- Diseño Estructural AlcantarillaDocumento94 páginasDiseño Estructural AlcantarillaGregory Ary Carranza SolanoAún no hay calificaciones
- TESIScastrosanchezDocumento130 páginasTESIScastrosanchezJosé Miguel Rodríguez GonzálezAún no hay calificaciones
- Glosario de TerminosDocumento2 páginasGlosario de TerminosjorgepintobAún no hay calificaciones
- 6068TJ32 Manual PartesDocumento2 páginas6068TJ32 Manual Parteserick huancaya bartraAún no hay calificaciones
- INSTRUMENTACIONDocumento117 páginasINSTRUMENTACIONdsdAún no hay calificaciones
- Destilación binaria McCabe Thiele ExcelDocumento12 páginasDestilación binaria McCabe Thiele Excelcarlostk16Aún no hay calificaciones
- ASMEDocumento13 páginasASMEHeiner PalaciosAún no hay calificaciones
- COMPLETO Presentacion Capitulo 10Documento88 páginasCOMPLETO Presentacion Capitulo 10Brandin RoveloAún no hay calificaciones
- Transmision CVTDocumento51 páginasTransmision CVT301903019093% (15)
- Transferencia de masa y difusión: conceptos claveDocumento16 páginasTransferencia de masa y difusión: conceptos claveSoledad ColmenarezAún no hay calificaciones
- Joel Iber Mamani CallisayaDocumento11 páginasJoel Iber Mamani CallisayaJae KairoAún no hay calificaciones
- Motores de CompetenciaDocumento3 páginasMotores de CompetenciaLuisGerardAún no hay calificaciones
- Informe AerodinamicaDocumento18 páginasInforme AerodinamicaLuisa Fernanda Rodríguez0% (2)
- Pendulo Fisico Guia Informe Del Magister Ivan FuentesDocumento19 páginasPendulo Fisico Guia Informe Del Magister Ivan FuentesAlex CurosakiAún no hay calificaciones
- Fallas caja cambiosDocumento3 páginasFallas caja cambiosdanielAún no hay calificaciones
- Actuadores y Transductores 1Documento7 páginasActuadores y Transductores 1Pedro Frez Torres100% (1)
- Informacion MinasDocumento20 páginasInformacion MinasRaul Suca CjunoAún no hay calificaciones
- Examen Final SIS 3620Documento2 páginasExamen Final SIS 3620Pablo LedezmaAún no hay calificaciones
- Inspección SPCCDocumento3 páginasInspección SPCCPRADOS JOAAún no hay calificaciones
- 2 2 Fuerzas Sobre Superficies Sumergidas Planas y CurvasDocumento3 páginas2 2 Fuerzas Sobre Superficies Sumergidas Planas y CurvasMarcio Laurente0% (1)
- Diseño de Perfil Y Ala Analisis en Xflr5: Christiam Casas G., Santiago Guzmán MDocumento12 páginasDiseño de Perfil Y Ala Analisis en Xflr5: Christiam Casas G., Santiago Guzmán MCristian CasasAún no hay calificaciones
- 74952-9100.cabrestante CNM08.Documento ComercialDocumento3 páginas74952-9100.cabrestante CNM08.Documento ComercialYoser Alejandro Rodríguez ÁlvarezAún no hay calificaciones