0% encontró este documento útil (0 votos)
865 vistas2 páginasWPS Tuberia
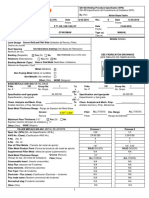
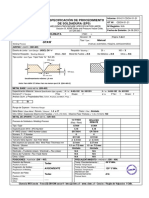
Este documento especifica los procedimientos de soldadura manual con electrodo revestido (SMAW) para soldar aceros al carbono y bajos aleados. Describe los materiales base y de aporte, posiciones de soldadura, precalentamiento, protección y características eléctricas. La especificación aplica para soldaduras de bisel y filete de 3.17 a 11.08 mm de espesor en todas las posiciones.
Cargado por
Omar BecerrilDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd
0% encontró este documento útil (0 votos)
865 vistas2 páginasWPS Tuberia
Este documento especifica los procedimientos de soldadura manual con electrodo revestido (SMAW) para soldar aceros al carbono y bajos aleados. Describe los materiales base y de aporte, posiciones de soldadura, precalentamiento, protección y características eléctricas. La especificación aplica para soldaduras de bisel y filete de 3.17 a 11.08 mm de espesor en todas las posiciones.
Cargado por
Omar BecerrilDerechos de autor
© © All Rights Reserved
Nos tomamos en serio los derechos de los contenidos. Si sospechas que se trata de tu contenido, reclámalo aquí.
Formatos disponibles
Descarga como PDF, TXT o lee en línea desde Scribd