También podría gustarte
- Presentación TehmcoDocumento54 páginasPresentación TehmcoLuis Carlos Lagos SalinasAún no hay calificaciones
- Usos de Los HidroxidosDocumento3 páginasUsos de Los HidroxidosSANCHEZ RAMOS EMILY FERNANDA50% (2)
- 6.04 Analisis Costos UnitariosDocumento10 páginas6.04 Analisis Costos UnitariosJorge Aurelio Menacho YanacAún no hay calificaciones
- Evaluacion Icfes, Oxidos y BasesDocumento3 páginasEvaluacion Icfes, Oxidos y BasesLineth Margarita Sanchez Hernandez100% (1)
- William Agustin Jimenez Barreto - Aws-2020-3gDocumento1 páginaWilliam Agustin Jimenez Barreto - Aws-2020-3gWilians Rosales ChavezAún no hay calificaciones
- 5 - WPQ GPROMEC FirmadoDocumento1 página5 - WPQ GPROMEC FirmadoWilians Rosales ChavezAún no hay calificaciones
- Hector Giovanny Belmonte Vallenilla-Wpq-6gDocumento1 páginaHector Giovanny Belmonte Vallenilla-Wpq-6gWilians Rosales ChavezAún no hay calificaciones
- Registro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015Documento2 páginasRegistro de Calificación de Desempeño de Soldador, Operador de Soldadura o Apuntalador (WPQR) Según AWS D1.1/D1.1M Edición 2015antony bolivarAún no hay calificaciones
- Aws d1.1 - Wpq-01329-Jhon Salazar 2g GmawDocumento1 páginaAws d1.1 - Wpq-01329-Jhon Salazar 2g Gmawedu copperAún no hay calificaciones
- Wps-Propuestoinox 2Documento2 páginasWps-Propuestoinox 2MatefermatAún no hay calificaciones
- Hoja 3-4Documento2 páginasHoja 3-4Haug S.A.Aún no hay calificaciones
- WPS 00-1-22 Gmaw-FcawDocumento2 páginasWPS 00-1-22 Gmaw-FcawLUIS ALBERTO YUPANQUI ESCOBARAún no hay calificaciones
- WPS Gtaw 02Documento1 páginaWPS Gtaw 02juniuni18Aún no hay calificaciones
- WPQ de WPS-33Documento4 páginasWPQ de WPS-33MA RCasasAún no hay calificaciones
- HOMOLOGACIÓN SOLDADOR - Roger VillafuerteDocumento3 páginasHOMOLOGACIÓN SOLDADOR - Roger VillafuerteCeledonio Coronel CanoAún no hay calificaciones
- WPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarDocumento2 páginasWPS - La-001-2021 - 6G - Asme Ix - Gtaw - PreliminarAder ParedesAún no hay calificaciones
- .002.1. - Wps-Reparación FiltDocumento1 página.002.1. - Wps-Reparación FiltLuis SotoAún no hay calificaciones
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GDocumento1 páginaWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- CV - Henry Estewart Mena Herrada NuevoDocumento37 páginasCV - Henry Estewart Mena Herrada NuevoLuis R. Napán PizarroAún no hay calificaciones
- Páginas DesdeWPS SML 2 20Documento1 páginaPáginas DesdeWPS SML 2 20ELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- HFV - Fcaw 3G - 2020Documento2 páginasHFV - Fcaw 3G - 2020Eric Cedano PazAún no hay calificaciones
- WPS GTAW - RecomendadoDocumento1 páginaWPS GTAW - RecomendadoLuis CONDORI SOTOAún no hay calificaciones
- Registro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Documento2 páginasRegistro de Calificacion de Desempeño de Soldadura (WPQR) : (De Acuerdo A AWS D1.1:2020)Elvin Dante Vera VillanesAún no hay calificaciones
- FCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeDocumento1 páginaFCAW WPQ 3G AWS D1.1 Eduardo Alvarez QuispeEdgar YauriAún no hay calificaciones
- 12 TN DP3 1Documento1 página12 TN DP3 1CalidadAún no hay calificaciones
- WPQ 202-20-1 PDFDocumento2 páginasWPQ 202-20-1 PDFantony bolivarAún no hay calificaciones
- So 04Documento1 páginaSo 04alex de la cruz yalan0% (1)
- Copia de WpsDocumento2 páginasCopia de WpsWilians Rosales ChavezAún no hay calificaciones
- RCS Aws D1.1 Gmaw 2F MS - Flores JorgeDocumento4 páginasRCS Aws D1.1 Gmaw 2F MS - Flores JorgeJORGE RODRIGUEZAún no hay calificaciones
- UntitledDocumento2 páginasUntitledElvin Dante Vera VillanesAún no hay calificaciones
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- Wps No Ramp-Inox-smaw-001Documento5 páginasWps No Ramp-Inox-smaw-001Pedro Martin Carvajal JiménezAún no hay calificaciones
- 3687 W WP 000002 - 1 PDFDocumento13 páginas3687 W WP 000002 - 1 PDFlucianaAún no hay calificaciones
- WPS5Documento2 páginasWPS5Eduardo LLERENA LOPEZAún no hay calificaciones
- WPS - 01-16Documento2 páginasWPS - 01-16denys.castanedatAún no hay calificaciones
- WPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Documento1 páginaWPQ Aguilar Porras Smaw 6g 2022. Ingevap 1Joe Mario Galindo VasquezAún no hay calificaciones
- Ctimbyc-F-Cal-057 Libreta de Soldadura 4 Cru-110-Coralillo 1x Dual-A2a2-nDocumento2 páginasCtimbyc-F-Cal-057 Libreta de Soldadura 4 Cru-110-Coralillo 1x Dual-A2a2-nsergio guacanemeAún no hay calificaciones
- Procedimiento Wps 2012 CaldasDocumento2 páginasProcedimiento Wps 2012 CaldasFernandoRTarazonaAún no hay calificaciones
- Homologacion 6G Valerio Villanueva MorenoDocumento1 páginaHomologacion 6G Valerio Villanueva MorenoDiego ChávezAún no hay calificaciones
- WPQ JJVMDocumento1 páginaWPQ JJVMJohn Jairo Villegas MartinezAún no hay calificaciones
- NIT-EP COSFYM-ASME-CS-001-2022 (EFM002 POS-6G) Rev.0Documento1 páginaNIT-EP COSFYM-ASME-CS-001-2022 (EFM002 POS-6G) Rev.0Julio CalderonAún no hay calificaciones
- JVC-3G Fcaw-D2021-005Documento1 páginaJVC-3G Fcaw-D2021-005alfre.bravo.landaAún no hay calificaciones
- Formato Calificacion de ProcedimientoDocumento3 páginasFormato Calificacion de ProcedimientoJose Miguel GarciaAún no hay calificaciones
- Joa-3g Fcaw-D2021-003Documento1 páginaJoa-3g Fcaw-D2021-003alfre.bravo.landaAún no hay calificaciones
- AaaDocumento1 páginaAaaDuverlyOrlandoMattaVásquezAún no hay calificaciones
- WPS MB 21 009 - Fcaw - 2FDocumento6 páginasWPS MB 21 009 - Fcaw - 2FJImmy David Espinoza MejiaAún no hay calificaciones
- WPQ FCAW-W03 BryanDocumento1 páginaWPQ FCAW-W03 BryanWilliam Alexander Suntaxi PaucarAún no hay calificaciones
- CCT-3G Fcaw-D2021-004Documento1 páginaCCT-3G Fcaw-D2021-004alfre.bravo.landaAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- PQR3Documento1 páginaPQR3Luis CONDORI SOTOAún no hay calificaciones
- JMD-3G Fcaw-D2021-006Documento2 páginasJMD-3G Fcaw-D2021-006alfre.bravo.landaAún no hay calificaciones
- GW MT 167Documento1 páginaGW MT 167CalidadAún no hay calificaciones
- CV Oscar Alfredo Alca RojasDocumento33 páginasCV Oscar Alfredo Alca RojasErick100% (1)
- WRT WPS 02Documento2 páginasWRT WPS 02Carlo LaraAún no hay calificaciones
- WPQ FCAW-W02 KevinDocumento1 páginaWPQ FCAW-W02 KevinWilliam Alexander Suntaxi PaucarAún no hay calificaciones
- FQC-3G Fcaw-D2021-001Documento1 páginaFQC-3G Fcaw-D2021-001alfre.bravo.landaAún no hay calificaciones
- WPS D1.1 A36 - E71t11Documento2 páginasWPS D1.1 A36 - E71t11Johann Alexander Caballero Bohorquez100% (1)
- 001-SGT-WPS-6G-SMAW-Rev.01xlsxDocumento2 páginas001-SGT-WPS-6G-SMAW-Rev.01xlsxVictor Hugo Tuanama GarciaAún no hay calificaciones
- Jesus ADocumento1 páginaJesus APedro MartinezAún no hay calificaciones
- WPQ Jose Salas 3GDocumento2 páginasWPQ Jose Salas 3Gim20yearsoldAún no hay calificaciones
- Formato VTDocumento5 páginasFormato VTBenjamin GonzalesAún no hay calificaciones
- NS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Documento18 páginasNS - 6100 - CN - WPS - Exo - MMK - Qa - 160001 WPS - 0Haug S.A.Aún no hay calificaciones
- WPQ-016 - Natividad Huaripata-Asme Ix - 2GDocumento2 páginasWPQ-016 - Natividad Huaripata-Asme Ix - 2GWilliam ŽfAún no hay calificaciones
- Desmontaje y montaje de elementos de aluminio. TMVL0309De EverandDesmontaje y montaje de elementos de aluminio. TMVL0309Aún no hay calificaciones
- Lista - Maquinas - de - Soldar - Planta 1Documento7 páginasLista - Maquinas - de - Soldar - Planta 1Wilians Rosales ChavezAún no hay calificaciones
- PT Stell IngenieriaDocumento96 páginasPT Stell IngenieriaWilians Rosales ChavezAún no hay calificaciones
- Detalle de Gancho de Sujecion Azotea, TIPO ADocumento1 páginaDetalle de Gancho de Sujecion Azotea, TIPO AWilians Rosales ChavezAún no hay calificaciones
- Total Parcial: 118.00: Datos Del ProveedorDocumento1 páginaTotal Parcial: 118.00: Datos Del ProveedorWilians Rosales ChavezAún no hay calificaciones
- 8 Doblez SEFEMEDocumento1 página8 Doblez SEFEMEWilians Rosales ChavezAún no hay calificaciones
- CC - Pro-03 - Reg-02 - Registro de Calificacion de SoldadoresDocumento104 páginasCC - Pro-03 - Reg-02 - Registro de Calificacion de SoldadoresWilians Rosales ChavezAún no hay calificaciones
- PT-HV Contratista SaDocumento12 páginasPT-HV Contratista SaWilians Rosales ChavezAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- Indi-Vt-001-22 - Procedimiento VT Api650 - 2022Documento12 páginasIndi-Vt-001-22 - Procedimiento VT Api650 - 2022Wilians Rosales ChavezAún no hay calificaciones
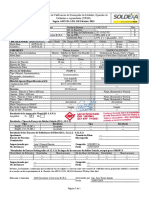
- Compañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Documento1 páginaCompañia: ENDIICSAC Norma o Especificación: AWS D1.1-D1.1M-2020 Structural Welding Code-Steel WPQ Nro.: WPQ-001-21Wilians Rosales ChavezAún no hay calificaciones
- 1-Registro PT - VigasDocumento4 páginas1-Registro PT - VigasWilians Rosales ChavezAún no hay calificaciones
- Indi-Vt-003-22 - Procedimiento VT Asme B31.3 - 2022Documento21 páginasIndi-Vt-003-22 - Procedimiento VT Asme B31.3 - 2022Wilians Rosales ChavezAún no hay calificaciones
- CVEva Rosario CastañedaDocumento1 páginaCVEva Rosario CastañedaWilians Rosales ChavezAún no hay calificaciones
- Indi-Vt-002-22 - Procedimiento VT Aws d1.1 - 2022Documento18 páginasIndi-Vt-002-22 - Procedimiento VT Aws d1.1 - 2022Wilians Rosales ChavezAún no hay calificaciones
- FCAWDocumento64 páginasFCAWWilians Rosales ChavezAún no hay calificaciones
- Dec-Pro-Mec-12 - No ConformidadDocumento8 páginasDec-Pro-Mec-12 - No ConformidadWilians Rosales ChavezAún no hay calificaciones
- Dec-Pro-Mec-11 - Prueba NeumaticaDocumento5 páginasDec-Pro-Mec-11 - Prueba NeumaticaWilians Rosales ChavezAún no hay calificaciones
- 1-Registro PT - Cono HeliceDocumento1 página1-Registro PT - Cono HeliceWilians Rosales ChavezAún no hay calificaciones
- MQ15 781 Itp 3340 Ga0001 - B1Documento21 páginasMQ15 781 Itp 3340 Ga0001 - B1Wilians Rosales ChavezAún no hay calificaciones
- Plan de Calidad - Iscaycruz Rev BDocumento22 páginasPlan de Calidad - Iscaycruz Rev BWilians Rosales ChavezAún no hay calificaciones
- Indi-Pn-001-22 Procedimiento de Prueba NeumaticaDocumento6 páginasIndi-Pn-001-22 Procedimiento de Prueba NeumaticaWilians Rosales ChavezAún no hay calificaciones
- 1.5 Cor-Cc-Pr-17 Control de No ConformidadesDocumento4 páginas1.5 Cor-Cc-Pr-17 Control de No ConformidadesWilians Rosales ChavezAún no hay calificaciones
- Examen - Pt-CertificateDocumento2 páginasExamen - Pt-CertificateWilians Rosales ChavezAún no hay calificaciones
- Acta de Conformidad de Pago - Certificarte Peru S.A.C.Documento1 páginaActa de Conformidad de Pago - Certificarte Peru S.A.C.Wilians Rosales ChavezAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- WPS PrecalificadopracticaDocumento1 páginaWPS PrecalificadopracticaWilians Rosales ChavezAún no hay calificaciones
- Practica Escrita ENDIICSAC Rev.1Documento16 páginasPractica Escrita ENDIICSAC Rev.1Wilians Rosales ChavezAún no hay calificaciones
- Finstral Ventanas de PVC y PVC Aluminio Top 72Documento10 páginasFinstral Ventanas de PVC y PVC Aluminio Top 72Christian Moliner RibellesAún no hay calificaciones
- Metrado de ArquitecturaDocumento2 páginasMetrado de ArquitecturaLISBETH ASUNCIONA CORDOVA AGURTOAún no hay calificaciones
- CATALOGO EPI 2021 - CompressedDocumento45 páginasCATALOGO EPI 2021 - CompressedOsvaldo Fernandez ParquetAún no hay calificaciones
- Tema 7 Biodeterioro de Plásticos y CauchosDocumento12 páginasTema 7 Biodeterioro de Plásticos y CauchosJoseph VenegasAún no hay calificaciones
- Propiedades de La Materia y de Los MaterialesDocumento19 páginasPropiedades de La Materia y de Los MaterialesMarian ElizabethAún no hay calificaciones
- 3a5002 7 Ecj 00 RD 044 PDFDocumento1 página3a5002 7 Ecj 00 RD 044 PDFRichitzoAún no hay calificaciones
- Taller de Balanceo de EcuacionesDocumento1 páginaTaller de Balanceo de EcuacionesAlexander Navarro SalazarAún no hay calificaciones
- Bonding Agent CB999 TDS ESPDocumento2 páginasBonding Agent CB999 TDS ESPLeonardo PimentelAún no hay calificaciones
- FAQ Ablandamiento Agua PDFDocumento2 páginasFAQ Ablandamiento Agua PDFIsmael MercadoAún no hay calificaciones
- Planta Molienda CementoDocumento294 páginasPlanta Molienda CementoomarAún no hay calificaciones
- Julio RojasDocumento23 páginasJulio RojasCarlos MamaniAún no hay calificaciones
- Aplicación de LubricantesDocumento67 páginasAplicación de LubricantesANGELA ARACELLY PAREDES PEREZAún no hay calificaciones
- Métodos de CalentamientoDocumento6 páginasMétodos de CalentamientoJüan RojasAún no hay calificaciones
- C. Presupuestal Ne045Documento29 páginasC. Presupuestal Ne045Marcia Yadira Huanca MamaniAún no hay calificaciones
- Segundo Avance UPNDocumento4 páginasSegundo Avance UPNGuevara Barrantes PieroAún no hay calificaciones
- 2 Laboratorio de Tecnología Del ConcretoDocumento21 páginas2 Laboratorio de Tecnología Del ConcretoFrank Abarca SaavedraAún no hay calificaciones
- Kover L-806 PDFDocumento2 páginasKover L-806 PDFmanuelAún no hay calificaciones
- Número de OxidaciónDocumento1 páginaNúmero de Oxidaciónraquel nasheAún no hay calificaciones
- Guias de Quimica1 Usacc PDFDocumento11 páginasGuias de Quimica1 Usacc PDFAlessandro ObregonAún no hay calificaciones
- COTRADORDocumento2 páginasCOTRADORCindy BriseñoAún no hay calificaciones
- Sesión 8 - SolidificaciónDocumento57 páginasSesión 8 - SolidificaciónNICOLAS BERNALAún no hay calificaciones
- Sistema de Lijado en SecoDocumento11 páginasSistema de Lijado en SecoDavid Martinez0% (1)
- Mbdp05-0000-Pem-Ist-005 - 0-Anexo e - Plan Com - Organización, Dotación y Descripción ResponsabilidadesDocumento24 páginasMbdp05-0000-Pem-Ist-005 - 0-Anexo e - Plan Com - Organización, Dotación y Descripción ResponsabilidadesClaudio Nicolas Pizarro EspinozaAún no hay calificaciones
- PROFORMA CONSTRUC. Vial Yacuambi Malumacom CIA LTDA.Documento2 páginasPROFORMA CONSTRUC. Vial Yacuambi Malumacom CIA LTDA.Anthony TeneAún no hay calificaciones
- Botas de SeguridadDocumento1 páginaBotas de SeguridadVodka Arte y tècnica S.A.SAún no hay calificaciones