También podría gustarte
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Historia de La FundiciónDocumento34 páginasHistoria de La FundiciónJose Acevedo100% (2)
- FAARALDocumento15 páginasFAARALFERNANDA BECERRA100% (1)
- Procesos de Fundicion Tecnologia Industrial BDocumento101 páginasProcesos de Fundicion Tecnologia Industrial BFlory GironAún no hay calificaciones
- Proceso de Fundicion ExposiciònDocumento13 páginasProceso de Fundicion ExposiciònDayanna Michelle BustamanteAún no hay calificaciones
- FUNDICIÓNDocumento31 páginasFUNDICIÓNJuan Pablo Sandoval PérezAún no hay calificaciones
- Procesos de fabricación en ingeniería mecánicaDocumento14 páginasProcesos de fabricación en ingeniería mecánicaRobinson GuerraAún no hay calificaciones
- Operación Unitaria - FundiciónDocumento17 páginasOperación Unitaria - FundiciónOrly SalazarAún no hay calificaciones
- Procesos de FundiciónDocumento34 páginasProcesos de FundiciónOscar Mejias FrndzAún no hay calificaciones
- Informe 3 - Moldeado y ColadaDocumento13 páginasInforme 3 - Moldeado y ColadaLuis QuiñonesAún no hay calificaciones
- UNIDAD 2 FundicionDocumento28 páginasUNIDAD 2 FundicionMauricio Espinosa de los MonterosAún no hay calificaciones
- Proceso de fundición de engranajesDocumento17 páginasProceso de fundición de engranajesLuis Fernando Pedraza ClarosAún no hay calificaciones
- Fundición y ConformadosDocumento11 páginasFundición y ConformadosLaura AcevedoAún no hay calificaciones
- Procesos de FabricacionDocumento7 páginasProcesos de FabricacionH Daniel CastilloAún no hay calificaciones
- Copia de Fundición y Moldeo.Documento8 páginasCopia de Fundición y Moldeo.Sofia BoyeroAún no hay calificaciones
- Procesos de fundición, moldeo y modeladoDocumento48 páginasProcesos de fundición, moldeo y modeladoAshby NarvaezAún no hay calificaciones
- I Unidad Proceso de Fundicion y PirometalurgiaDocumento20 páginasI Unidad Proceso de Fundicion y PirometalurgiaAnnie Black MussaAún no hay calificaciones
- FundicionDocumento9 páginasFundicionJonathan QuirozAún no hay calificaciones
- DOCUMENTODocumento19 páginasDOCUMENTOCESAR LUCAS GARCIAAún no hay calificaciones
- L Concentrado de Cobre Seco Con Una Concentración Del 31Documento25 páginasL Concentrado de Cobre Seco Con Una Concentración Del 31Sherry BeardAún no hay calificaciones
- Fibra de VidrioDocumento20 páginasFibra de VidrioHumberto Pucho ChinoAún no hay calificaciones
- Fundiciones PdfdocxDocumento8 páginasFundiciones PdfdocxPABLO VILAÑEZAún no hay calificaciones
- Proceso de Obtención Del HierroDocumento82 páginasProceso de Obtención Del HierroGonzalo Lagunes75% (8)
- FUNDICIONDocumento60 páginasFUNDICIONSebas BuitragoAún no hay calificaciones
- Tecnologia MecanicaDocumento16 páginasTecnologia MecanicaMaría Soledad De La Rosa Estrada0% (1)
- Fundicion El Cubilote 1-2021Documento77 páginasFundicion El Cubilote 1-2021Cesar Gabriel CalleAún no hay calificaciones
- Fundiciónes InformeDocumento8 páginasFundiciónes InformeMarco Tulio Malagon SalcedoAún no hay calificaciones
- FundicionDocumento13 páginasFundicionMonserrat UribeAún no hay calificaciones
- Trabajo Escrito Procesos de Fundición de MetalesDocumento16 páginasTrabajo Escrito Procesos de Fundición de MetalesYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Procesos de fundiciónDocumento15 páginasProcesos de fundiciónlomejAún no hay calificaciones
- FundiciónDocumento7 páginasFundiciónAlexis VargasAún no hay calificaciones
- Ciencia e Ingeniería de Los MaterialesDocumento32 páginasCiencia e Ingeniería de Los MaterialesMartin Ramirez ValdesAún no hay calificaciones
- Horno de FundicionDocumento6 páginasHorno de FundicionManolo BeniqueAún no hay calificaciones
- Proceso de fundición en arena verdeDocumento5 páginasProceso de fundición en arena verdePablo Gonzalez DiazAún no hay calificaciones
- Procesos de Fundición y Vaciado de Metales Ferrosos y No FerrososDocumento22 páginasProcesos de Fundición y Vaciado de Metales Ferrosos y No FerrososGonzález Hernández Juan PabloAún no hay calificaciones
- FUNDICIÒNDocumento32 páginasFUNDICIÒNBrey Hernandez MartinezAún no hay calificaciones
- Reporte de Investigacion Procesos de Fabricacion 123Documento21 páginasReporte de Investigacion Procesos de Fabricacion 123Jarhet Tun MayAún no hay calificaciones
- Cap - 11 - Procesos de Fundición de MetalesDocumento35 páginasCap - 11 - Procesos de Fundición de MetalesMerlínAún no hay calificaciones
- Practica 3Documento12 páginasPractica 3Maria Guadalupe VasquezAún no hay calificaciones
- Procesos de FundicionDocumento7 páginasProcesos de FundicionCarlos Rodas ZapanaAún no hay calificaciones
- Informe de Visita Técnica A Fundidora MejíaDocumento8 páginasInforme de Visita Técnica A Fundidora MejíaFeLipe MaldOnadoAún no hay calificaciones
- Proceso de Fundicion y MoldeoDocumento22 páginasProceso de Fundicion y MoldeoLuis Jose Zambrano NavaAún no hay calificaciones
- INFORME FUNDICIÓN de ALUMINIO (Copia en Conflicto de MacBook-Pro-De-VIviana-Silva 2015-01-29)Documento14 páginasINFORME FUNDICIÓN de ALUMINIO (Copia en Conflicto de MacBook-Pro-De-VIviana-Silva 2015-01-29)Daniel RodríguezAún no hay calificaciones
- Fundicion IndustrialDocumento11 páginasFundicion IndustrialpergutiAún no hay calificaciones
- Fundicion de MetalesDocumento21 páginasFundicion de MetalesGabriel MartínezAún no hay calificaciones
- Curso Casting Diego Bravomalo PDFDocumento89 páginasCurso Casting Diego Bravomalo PDFdiegoAún no hay calificaciones
- Ensayo 2.1 Introducción A La FundiciónDocumento6 páginasEnsayo 2.1 Introducción A La FundiciónENRIQUE SANCHEZAún no hay calificaciones
- Diseño moldes fundición desechables UTHDocumento7 páginasDiseño moldes fundición desechables UTHCarlos millaAún no hay calificaciones
- Lectura ProcesosDocumento4 páginasLectura ProcesosMaria LuciaAún no hay calificaciones
- Procesos de FundicionDocumento32 páginasProcesos de FundicionMarco BardalesAún no hay calificaciones
- UntitledDocumento8 páginasUntitledEduardo TapiaAún no hay calificaciones
- Capitulo 2 - Procesos y Equipos para La Fundición de MetalesDocumento16 páginasCapitulo 2 - Procesos y Equipos para La Fundición de MetalesVaca MarceloAún no hay calificaciones
- Fundición Faaral: Visita a la empresa metalúrgicaDocumento30 páginasFundición Faaral: Visita a la empresa metalúrgicaTania ASAún no hay calificaciones
- Informe N1 B.guevara H.altamiranoDocumento15 páginasInforme N1 B.guevara H.altamiranoBryan GuevaraAún no hay calificaciones
- Molde arena zinc fundiciónDocumento6 páginasMolde arena zinc fundiciónkevinAún no hay calificaciones
- UNIDAD 1 Procesos de Fabricacion PDFDocumento20 páginasUNIDAD 1 Procesos de Fabricacion PDFanon_67482476100% (1)
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasDe EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasAún no hay calificaciones
- Soldadura en el montaje de tuberías. FMEC0108De EverandSoldadura en el montaje de tuberías. FMEC0108Aún no hay calificaciones
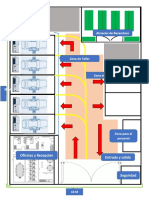
- Layout InformeDocumento4 páginasLayout InformeAlvaro Zapata RicaldeAún no hay calificaciones
- SEG. EXAMEN INVESTIGACION OPERATIVA I (Grupo 5A)Documento4 páginasSEG. EXAMEN INVESTIGACION OPERATIVA I (Grupo 5A)Alvaro Zapata RicaldeAún no hay calificaciones
- Tarea OperativaDocumento5 páginasTarea OperativaAlvaro Zapata RicaldeAún no hay calificaciones
- CONCLUSIONES y BibliografiaDocumento2 páginasCONCLUSIONES y BibliografiaAlvaro Zapata RicaldeAún no hay calificaciones
- Practica 2Documento5 páginasPractica 2Alvaro Zapata RicaldeAún no hay calificaciones
- PlanoDocumento1 páginaPlanoAlvaro Zapata RicaldeAún no hay calificaciones
- Historia y tipos de fundiciónDocumento15 páginasHistoria y tipos de fundiciónAlvaro Zapata RicaldeAún no hay calificaciones
- LAB. 2 Ensayo de ImpactoDocumento45 páginasLAB. 2 Ensayo de ImpactoAlvaro Zapata RicaldeAún no hay calificaciones
- CONDENSADORESDocumento1 páginaCONDENSADORESAlvaro Zapata RicaldeAún no hay calificaciones
- Materiales cerámicos tradicionales y avanzadosDocumento36 páginasMateriales cerámicos tradicionales y avanzadosAlvaro Zapata RicaldeAún no hay calificaciones
- Leyes de Newton Laboratorio Física IDocumento7 páginasLeyes de Newton Laboratorio Física IAlvaro Zapata RicaldeAún no hay calificaciones
- Ingresos MolinoDocumento41 páginasIngresos MolinoAlvaro Zapata RicaldeAún no hay calificaciones
- Actividad 06Documento1 páginaActividad 06Alvaro Zapata RicaldeAún no hay calificaciones
- ExpoDocumento1 páginaExpoAlvaro Zapata RicaldeAún no hay calificaciones
- Materiales cerámicos tradicionales y avanzadosDocumento36 páginasMateriales cerámicos tradicionales y avanzadosAlvaro Zapata RicaldeAún no hay calificaciones
- CLINICADocumento4 páginasCLINICAAlvaro Zapata RicaldeAún no hay calificaciones
- Materiales cerámicos tradicionales y avanzadosDocumento36 páginasMateriales cerámicos tradicionales y avanzadosAlvaro Zapata RicaldeAún no hay calificaciones
- Lab. Física I: Ing. Industrial CuscoDocumento9 páginasLab. Física I: Ing. Industrial CuscoAlvaro Zapata RicaldeAún no hay calificaciones
- Materiales cerámicos tradicionales y avanzadosDocumento36 páginasMateriales cerámicos tradicionales y avanzadosAlvaro Zapata RicaldeAún no hay calificaciones
- Metales Preciosos PresentacionDocumento65 páginasMetales Preciosos PresentacionAlvaro Zapata RicaldeAún no hay calificaciones
- Metales Preciosos PresentacionDocumento64 páginasMetales Preciosos PresentacionAlvaro Zapata RicaldeAún no hay calificaciones
- Materiales cerámicos en ingeniería industrialDocumento27 páginasMateriales cerámicos en ingeniería industrialAlvaro Zapata RicaldeAún no hay calificaciones
- FACHADADocumento15 páginasFACHADAAlvaro Zapata RicaldeAún no hay calificaciones
- FACHADADocumento15 páginasFACHADAAlvaro Zapata RicaldeAún no hay calificaciones
- Reporteec Ficharuc 10703080796 20211028203718Documento3 páginasReporteec Ficharuc 10703080796 20211028203718Alvaro Zapata RicaldeAún no hay calificaciones
- Impacto de Los Precios de Los Metales 2004 - 2014Documento19 páginasImpacto de Los Precios de Los Metales 2004 - 2014Vivian Fabiola Huanca MendezAún no hay calificaciones
- Lab 6 F - 1 Mov. Parabolico Fisica-IDocumento4 páginasLab 6 F - 1 Mov. Parabolico Fisica-IAlvaro Zapata RicaldeAún no hay calificaciones
- SerchaDocumento3 páginasSerchaAlvaro Zapata RicaldeAún no hay calificaciones
- Laboratorio FisicaDocumento4 páginasLaboratorio FisicaAlvaro Zapata RicaldeAún no hay calificaciones
- Análisis Agua 40 CaracterísticasDocumento8 páginasAnálisis Agua 40 CaracterísticasDaKa GongoraAún no hay calificaciones
- (Template) Guia de Refuerzo La Nutricion 7Documento26 páginas(Template) Guia de Refuerzo La Nutricion 7Luis DavidAún no hay calificaciones
- Propiedades ópticas y cinéticas de sistemas coloidalesDocumento5 páginasPropiedades ópticas y cinéticas de sistemas coloidalesSebastian FernandezAún no hay calificaciones
- Ácido carbónico débil del experimento 4Documento2 páginasÁcido carbónico débil del experimento 4Giampier MPAún no hay calificaciones
- Completa El Cuadro SiguienteDocumento3 páginasCompleta El Cuadro SiguienteLiz Valery Roque TintaAún no hay calificaciones
- Informe 1 - G2Documento16 páginasInforme 1 - G2Felix Lopez MurgaAún no hay calificaciones
- Porfidos Cupriferos PDFDocumento37 páginasPorfidos Cupriferos PDFBenancio CastroAún no hay calificaciones
- Tema 5. Los Materiales Compuestos. 20-21YBVDocumento20 páginasTema 5. Los Materiales Compuestos. 20-21YBVAitor GarciaAún no hay calificaciones
- Operaciones Unitarias de Minado A Cielo AbiertoDocumento54 páginasOperaciones Unitarias de Minado A Cielo AbiertoFabian Medina Mendez100% (8)
- IndexDocumento8 páginasIndexMartin Alejandro Cifuentes RojasAún no hay calificaciones
- Unidad 4 MC y Dominacion de Los Residuos PeligrosoDocumento6 páginasUnidad 4 MC y Dominacion de Los Residuos PeligrosoCarolina VillatoroAún no hay calificaciones
- Fibrologia Acetato-TriacetatoDocumento23 páginasFibrologia Acetato-TriacetatoJimmyXam50% (2)
- Billetes y Monedas de ColombiaDocumento6 páginasBilletes y Monedas de Colombiatania celyAún no hay calificaciones
- FICHAS FusionadasDocumento157 páginasFICHAS FusionadasDANIEL CLEMENTE CENTENO MURCIAAún no hay calificaciones
- Cocina Solar Materiales y HerramientasDocumento1 páginaCocina Solar Materiales y HerramientasCharlee RoblesAún no hay calificaciones
- P2 3º Parcial PDFDocumento2 páginasP2 3º Parcial PDFXimena Linares LauraAún no hay calificaciones
- Guía 2 Del III Período. Métodos de Balanceo de Ecuaciones.Documento7 páginasGuía 2 Del III Período. Métodos de Balanceo de Ecuaciones.Yadira RomeroAún no hay calificaciones
- Ficha de Segmento AdhesivosDocumento1 páginaFicha de Segmento AdhesivosluisAún no hay calificaciones
- Gerencia Estratégica Actividad 3Documento20 páginasGerencia Estratégica Actividad 3Laura Fernanda Sierra RodriguezAún no hay calificaciones
- Practica N 1 - LaboratorioDocumento10 páginasPractica N 1 - LaboratorioSolange ViteriAún no hay calificaciones
- Remediación ElectrocineticDocumento2 páginasRemediación ElectrocineticArmando RiveraAún no hay calificaciones
- Manual 3D TRASAR Torres Puesta en MarchaDocumento68 páginasManual 3D TRASAR Torres Puesta en Marchacarlos calero100% (1)
- GRUPO EPC. Las Unidades Móviles de Fabricación de ExplosivosDocumento19 páginasGRUPO EPC. Las Unidades Móviles de Fabricación de ExplosivosCHRISTIAM ANTONY FLORES ZAMBRANOAún no hay calificaciones
- B Oxidacion Expo Insaturados UuDocumento17 páginasB Oxidacion Expo Insaturados UuKarin Vargas BazánAún no hay calificaciones
- Uso e Importancia de Los MineralesDocumento11 páginasUso e Importancia de Los MineralesChris VeranoAún no hay calificaciones
- C2-Adaptaciones de Los Microorganismos A Las Condiciones AmbientalesDocumento24 páginasC2-Adaptaciones de Los Microorganismos A Las Condiciones AmbientalesRenatto Taniguchi SalvatierraAún no hay calificaciones
- Apuntes de BioquímicaDocumento485 páginasApuntes de Bioquímicalucina arredondoAún no hay calificaciones
- Tecnología de La Evaporación de La LecheDocumento43 páginasTecnología de La Evaporación de La LechewilsonAún no hay calificaciones
- Instructivo SimuladorDocumento1 páginaInstructivo SimuladorCalis ThenicsAún no hay calificaciones