También podría gustarte
- Quiz P#1Documento5 páginasQuiz P#1Lady OphiAún no hay calificaciones
- 3 Analisis GranulometricoDocumento14 páginas3 Analisis GranulometricoerickAún no hay calificaciones
- S1 Análisis GranulométricoDocumento12 páginasS1 Análisis Granulométricoクリス・ マリンAún no hay calificaciones
- S.2 Análisis GranulométricoDocumento7 páginasS.2 Análisis GranulométricoLis LunaAún no hay calificaciones
- Analisis Granulometrico de Una Muestra MineralDocumento15 páginasAnalisis Granulometrico de Una Muestra MineralCriss Rojas MaldonadoAún no hay calificaciones
- Informe Nº5 - TamizadoDocumento12 páginasInforme Nº5 - TamizadoCHAHUA GÓMEZ YONEL0% (1)
- Informe L4Documento25 páginasInforme L4Carlos Rios CortesAún no hay calificaciones
- Estudio Granulometrico-1Documento29 páginasEstudio Granulometrico-1Kevin QFAún no hay calificaciones
- Tamano de La Particula Por TamizadoaDocumento29 páginasTamano de La Particula Por TamizadoaKarina AltamiranoAún no hay calificaciones
- Reporte TamizadoDocumento20 páginasReporte TamizadoAdrián JLAún no hay calificaciones
- Tamizado de Granos y Caracterización de Polvos Alimentarios - UntDocumento19 páginasTamizado de Granos y Caracterización de Polvos Alimentarios - Untj-balderasAún no hay calificaciones
- Lmet2260 3titol.aDocumento18 páginasLmet2260 3titol.aluis tito sotoAún no hay calificaciones
- Tamizado y flujo no estacionario en la ULADocumento10 páginasTamizado y flujo no estacionario en la ULAJesus Alejandro Perez PerezAún no hay calificaciones
- GranulometríaDocumento9 páginasGranulometríaElys BritoAún no hay calificaciones
- Informe 1 Proce 2 2017Documento23 páginasInforme 1 Proce 2 2017JazmínARAún no hay calificaciones
- Practica Numero 2. Determinacion Granulometrica de Solidos A GranelDocumento6 páginasPractica Numero 2. Determinacion Granulometrica de Solidos A GranelMARIA CAMILA CAGUAZANGO MARTINEZAún no hay calificaciones
- Zarandas o TamicesDocumento7 páginasZarandas o TamicesFernando CedeñoAún no hay calificaciones
- Análisis de Malla en Seco y HúmedoDocumento5 páginasAnálisis de Malla en Seco y HúmedoAnonymous AeVvg6Aún no hay calificaciones
- Manual de Laboratorio de Mecanica de SueloDocumento28 páginasManual de Laboratorio de Mecanica de SueloRuben MarquinaAún no hay calificaciones
- Guia Tamizado y Molienda 202320Documento7 páginasGuia Tamizado y Molienda 202320Jaime Andres Jaramillo MontoyaAún no hay calificaciones
- Filtracion Ingenieria QuimicaDocumento12 páginasFiltracion Ingenieria QuimicaantoniojaviermaciasAún no hay calificaciones
- Ingenieria de Operaciones Agroindustriales 1Documento2 páginasIngenieria de Operaciones Agroindustriales 1Jerry AlvaradoAún no hay calificaciones
- Practica Lab IQ I - Análisis Granulometrico.Documento13 páginasPractica Lab IQ I - Análisis Granulometrico.Daniel OrdoñezAún no hay calificaciones
- TamizadoDocumento9 páginasTamizadoyoel zamataAún no hay calificaciones
- CRIVADODocumento14 páginasCRIVADOIvan Castillo CruzAún no hay calificaciones
- TAMAÑO DE LA PARTICULA POR TAMIZADOaDocumento29 páginasTAMAÑO DE LA PARTICULA POR TAMIZADOalesly200100% (1)
- Guia Practica de Mineralurgia No. 1 PDFDocumento11 páginasGuia Practica de Mineralurgia No. 1 PDFCatalina SarriaAún no hay calificaciones
- LPM Practica 01 Coneo y Paleo Determinacion GeDocumento8 páginasLPM Practica 01 Coneo y Paleo Determinacion GeValentina MartinezAún no hay calificaciones
- Laboratorio 1 QMC 256 TamizadoDocumento10 páginasLaboratorio 1 QMC 256 TamizadoMaria IsabelAún no hay calificaciones
- Columnas EmpacadasDocumento20 páginasColumnas EmpacadasRicardoAún no hay calificaciones
- Sesion N°1-Miercoles 25-11-20Documento60 páginasSesion N°1-Miercoles 25-11-20CESAR BASURTO CONTRERASAún no hay calificaciones
- Análisis de Distribución de Tamaño de PartículaDocumento9 páginasAnálisis de Distribución de Tamaño de PartículaAnabell R Pariona CordovaAún no hay calificaciones
- Laboratorio N°1 de MuestreoDocumento16 páginasLaboratorio N°1 de MuestreoerikAún no hay calificaciones
- LAB N°2 y N°3 LOS AGREGADOS 2022Documento39 páginasLAB N°2 y N°3 LOS AGREGADOS 2022brayan david Lliuya SaldañaAún no hay calificaciones
- Granulometría-Tamaño de PartículaDocumento51 páginasGranulometría-Tamaño de Partículastefan brocca yatacoAún no hay calificaciones
- LTC2Documento10 páginasLTC2DAVID EULOGIO TAPIA FERNANDEZAún no hay calificaciones
- Ensayo de GranulometriaDocumento17 páginasEnsayo de GranulometriaDaniela VegaAún no hay calificaciones
- Análisis de tamizado de carbón vegetalDocumento28 páginasAnálisis de tamizado de carbón vegetalMarcos MongiAún no hay calificaciones
- Resumen FarmaciaDocumento27 páginasResumen FarmaciaMikaela RivadeneiraAún no hay calificaciones
- Guia N°1-Agregado Fino y GruesoDocumento18 páginasGuia N°1-Agregado Fino y GruesoEmerson Mendez Galindo100% (1)
- ACFrOgAUY1mSm8OWZfox240hCT23Xy0X Zj2bFVrAsyRLv1rM1komrSpdhx 02LNr47U1YEOQPd0SGPt1d2IQej08QZOMpn5 XCqnaBNnhNbLMc60LQaZctPMzYb83OlHMV0mUPAAzJ9dwFODokS PDFDocumento3 páginasACFrOgAUY1mSm8OWZfox240hCT23Xy0X Zj2bFVrAsyRLv1rM1komrSpdhx 02LNr47U1YEOQPd0SGPt1d2IQej08QZOMpn5 XCqnaBNnhNbLMc60LQaZctPMzYb83OlHMV0mUPAAzJ9dwFODokS PDFpaolaAún no hay calificaciones
- 2 AG y RReduccionDocumento49 páginas2 AG y RReduccionMaria Paz Araya JorqueraAún no hay calificaciones
- Analisis Granulometrico Grupo 5Documento13 páginasAnalisis Granulometrico Grupo 5Hanz Jesus LEON BAZANAún no hay calificaciones
- Practica 01 - OPM 2023-BDocumento5 páginasPractica 01 - OPM 2023-BalexisAún no hay calificaciones
- GlanulometriaDocumento8 páginasGlanulometriaCaicuto Hernandez IsAún no hay calificaciones
- Investigacion Tamices LaboratorioDocumento18 páginasInvestigacion Tamices LaboratoriojccholeleAún no hay calificaciones
- TamizadoDocumento13 páginasTamizadoMauricio Febres EspinosaAún no hay calificaciones
- TamizadoDocumento17 páginasTamizadoAlain Llanqui ChocataAún no hay calificaciones
- Tema #5 FiltraciónDocumento39 páginasTema #5 FiltraciónMISAELAún no hay calificaciones
- Tec Concreto 1Documento18 páginasTec Concreto 1Sofia CamilaAún no hay calificaciones
- Infografía Sobre Los Conceptos Generales Del Laboratorio Granulométrico.Documento25 páginasInfografía Sobre Los Conceptos Generales Del Laboratorio Granulométrico.Frank ChavezAún no hay calificaciones
- Preinforme de TamizadoDocumento4 páginasPreinforme de TamizadodevasquezpAún no hay calificaciones
- Análisis granulométricoDocumento9 páginasAnálisis granulométricoEmmanuelle Garcia de AlbaAún no hay calificaciones
- Tall 02 Rcoaguila 2023 1 1Documento12 páginasTall 02 Rcoaguila 2023 1 1Elizabeth MolloAún no hay calificaciones
- Propiedades sólidosDocumento25 páginasPropiedades sólidosManuel MarquezAún no hay calificaciones
- UF0285 - Tratamiento de residuos urbanos o municipales.De EverandUF0285 - Tratamiento de residuos urbanos o municipales.Aún no hay calificaciones
- UF1909 - Toma de muestras de contaminantes atmosféricosDe EverandUF1909 - Toma de muestras de contaminantes atmosféricosAún no hay calificaciones
- Solution of Mathisson-Papapetrou-Dixon equations: for spinning test particles in a Kerr metricDe EverandSolution of Mathisson-Papapetrou-Dixon equations: for spinning test particles in a Kerr metricAún no hay calificaciones
- Ejercicio 1. Primer ParcialDocumento1 páginaEjercicio 1. Primer ParcialLady OphiAún no hay calificaciones
- Análisis granulométrico de arena de olivino mediante tamizadoDocumento4 páginasAnálisis granulométrico de arena de olivino mediante tamizadoLady OphiAún no hay calificaciones
- Quiz P#2Documento5 páginasQuiz P#2Lady OphiAún no hay calificaciones
- Quiz P#2Documento5 páginasQuiz P#2Lady OphiAún no hay calificaciones
- QUIZ#5 PeletizaciónDocumento5 páginasQUIZ#5 PeletizaciónLady OphiAún no hay calificaciones
- Quiz P#3Documento3 páginasQuiz P#3Lady OphiAún no hay calificaciones
- Reducción de tamaño de minerales: trituración, molienda y muestreoDocumento3 páginasReducción de tamaño de minerales: trituración, molienda y muestreoLady OphiAún no hay calificaciones
- Formulacio Orgánica PetersonDocumento246 páginasFormulacio Orgánica PetersonjenalonAún no hay calificaciones
- Impacto Ambiental Semana 4Documento12 páginasImpacto Ambiental Semana 4erwin100% (1)
- Informe de SalinidadDocumento15 páginasInforme de SalinidadPaula Alvarez MolinaAún no hay calificaciones
- PEPTIDOSDocumento39 páginasPEPTIDOSOLGA VEGAAún no hay calificaciones
- Informe Salida A CampoDocumento11 páginasInforme Salida A CampoHector TenorioAún no hay calificaciones
- Cerro VanguardiaDocumento4 páginasCerro VanguardiaErika Maura Saire QuispeAún no hay calificaciones
- Mantenimiento de Plantas HidroeléctricasDocumento48 páginasMantenimiento de Plantas Hidroeléctricasvelisa815986Aún no hay calificaciones
- Obtención y análisis de alcoholes mediante destilaciónDocumento15 páginasObtención y análisis de alcoholes mediante destilaciónJhoel PatricioAún no hay calificaciones
- Experiment OsDocumento2 páginasExperiment OsJesús LeonardoAún no hay calificaciones
- Guzmán, Mónica Seguridad en El Uso de AspartameDocumento3 páginasGuzmán, Mónica Seguridad en El Uso de AspartameEloísa FloresAún no hay calificaciones
- Marmol Granito Piso EstampadoDocumento72 páginasMarmol Granito Piso EstampadoAbrahanVicenteChinchayAún no hay calificaciones
- Carbonato de Sodio, Sales de Sodio y Hidoxido de SodioDocumento12 páginasCarbonato de Sodio, Sales de Sodio y Hidoxido de SodioMAYRA HURTADO MARCANOAún no hay calificaciones
- Electrogalvanismo odontologíaDocumento24 páginasElectrogalvanismo odontologíaMiriancita ManriqueAún no hay calificaciones
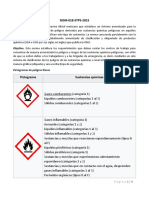
- NOM-018-STPS-2015 clasifica peligros sustancias químicasDocumento4 páginasNOM-018-STPS-2015 clasifica peligros sustancias químicasMiguel Mendez HerreraAún no hay calificaciones
- Trabajo de Investigación - Servicios AuxiliaresDocumento14 páginasTrabajo de Investigación - Servicios AuxiliaresCristopher SergioAún no hay calificaciones
- Pintura AcrilicaDocumento7 páginasPintura AcrilicaPedro Mejia BolivarAún no hay calificaciones
- Proyecto alcachofa Arequipa PerúDocumento66 páginasProyecto alcachofa Arequipa PerúBruno Gamero0% (1)
- Juntas RotatoriasDocumento56 páginasJuntas RotatoriasKalid OrtizAún no hay calificaciones
- Oxidos MetalicosDocumento8 páginasOxidos MetalicosALAN ESPINOSA LOPEZAún no hay calificaciones
- F Sico Qu Mica de Superficies 29-04-02 05Documento7 páginasF Sico Qu Mica de Superficies 29-04-02 05Alejandro TipaAún no hay calificaciones
- Ingenieria Aplicada de Yacimientos Petroliferos PDFDocumento281 páginasIngenieria Aplicada de Yacimientos Petroliferos PDFCONDESALOBOAún no hay calificaciones
- Instrumentos en Ventilacion MineraDocumento14 páginasInstrumentos en Ventilacion Mineraluis fuentesAún no hay calificaciones
- Informe de Laboratorio #7Documento2 páginasInforme de Laboratorio #7Victor Torres SantamariaAún no hay calificaciones
- Preinforme 6Documento4 páginasPreinforme 6Iris GarciaAún no hay calificaciones
- Quimica 1Documento10 páginasQuimica 1Jose Adalberto Sarricolea ValenciaAún no hay calificaciones
- Taller de Balanceo de Ecuaciones PDFDocumento1 páginaTaller de Balanceo de Ecuaciones PDFAlexander Navarro SalazarAún no hay calificaciones
- Gunbarrel tanques: principios y diseño de separación de agua y aceiteDocumento9 páginasGunbarrel tanques: principios y diseño de separación de agua y aceiteJuniior GarzonAún no hay calificaciones
- VolumenesEjecutados LaIslaDocumento80 páginasVolumenesEjecutados LaIslaOmar RodriguezAún no hay calificaciones
- Glandula LagrimalDocumento25 páginasGlandula LagrimalFiorella BenitezAún no hay calificaciones
- Dialnet ProblemasDeContaminacionYSaludEnLaEpocaColonial 4602105 PDFDocumento13 páginasDialnet ProblemasDeContaminacionYSaludEnLaEpocaColonial 4602105 PDFMariaAún no hay calificaciones