También podría gustarte
- Guía BPM panadería CJUNODocumento24 páginasGuía BPM panadería CJUNODeysi OjedaAún no hay calificaciones
- BPM Panaderia AvanDocumento25 páginasBPM Panaderia AvanDeysi OjedaAún no hay calificaciones
- BPM Panaderia AvanceeeeeeeeeDocumento22 páginasBPM Panaderia AvanceeeeeeeeeDeysi OjedaAún no hay calificaciones
- Manual HaccpDocumento15 páginasManual Haccp05-NH-HU-NAYSHA MEY JIN MEZA PASCUALAún no hay calificaciones
- Cartilla de Buenas Prácticas de ManufacturaDocumento47 páginasCartilla de Buenas Prácticas de ManufacturaSANDRA RAQUEL MORAAún no hay calificaciones
- Manual de Procedimientos para El Restaurante de La Hacienda Del CarmenDocumento41 páginasManual de Procedimientos para El Restaurante de La Hacienda Del CarmenYordy DavilaAún no hay calificaciones
- BPM manual panadería CuscoDocumento23 páginasBPM manual panadería CuscoBrendda Monroy ContrerasAún no hay calificaciones
- BPM LacteosDocumento28 páginasBPM LacteosYch MerbelitaAún no hay calificaciones
- Proyecto Desarrollo de Un Programa de Higiene e Inocuidad en La Elaboración de Quesos CampesinosDocumento36 páginasProyecto Desarrollo de Un Programa de Higiene e Inocuidad en La Elaboración de Quesos CampesinosEdwin garcesAún no hay calificaciones
- Calidad en Alimentos para Elaboracion de EmbutidosDocumento42 páginasCalidad en Alimentos para Elaboracion de EmbutidosNoemi GutiérrezAún no hay calificaciones
- Protocolo de Bioseguridad para El Sector Economico PanaderoDocumento12 páginasProtocolo de Bioseguridad para El Sector Economico PanaderoMateo Paz TrejosAún no hay calificaciones
- BPM 2019 CorregidoDocumento54 páginasBPM 2019 CorregidocarolinaAún no hay calificaciones
- Manual de Buenas Practicas de Manufactura - CAFE BISIESTODocumento51 páginasManual de Buenas Practicas de Manufactura - CAFE BISIESTOfelipe veraAún no hay calificaciones
- Poes para FruverDocumento37 páginasPoes para FruverMaria Paula CarvajalAún no hay calificaciones
- BPM y BPHDocumento26 páginasBPM y BPHDavid TorrezAún no hay calificaciones
- ÍndiceDocumento39 páginasÍndicemanuel castroAún no hay calificaciones
- Manual Buenas Prácticas de Manufactura para CafeteríaDocumento79 páginasManual Buenas Prácticas de Manufactura para CafeteríaAlejo Giraldo EcheverriAún no hay calificaciones
- Manual BPM y PohsDocumento45 páginasManual BPM y PohsalexanderAún no hay calificaciones
- Monitoreo Ambiental PDFDocumento151 páginasMonitoreo Ambiental PDFYessicaElenaAún no hay calificaciones
- Guia AceitunasDocumento44 páginasGuia Aceitunasravxall88Aún no hay calificaciones
- Seguridad - Control SanitarioDocumento15 páginasSeguridad - Control SanitarioYonatan AvendañoAún no hay calificaciones
- BPM DamperDocumento18 páginasBPM DamperRosio Sandoval100% (2)
- Monografía Buenas Prácticas de Manufactura FarmacéuticaDocumento18 páginasMonografía Buenas Prácticas de Manufactura FarmacéuticaEdward Mori Macedo100% (1)
- Cartilla BPMDocumento40 páginasCartilla BPMfederandresAún no hay calificaciones
- POES en Alimentos de Origen AnimalDocumento22 páginasPOES en Alimentos de Origen AnimalLuis LopezAún no hay calificaciones
- Trabajo Colaborativo BPMDocumento23 páginasTrabajo Colaborativo BPMPaula Moreno RAún no hay calificaciones
- Poes AosDocumento32 páginasPoes AosalexanderAún no hay calificaciones
- Manual BPMDocumento30 páginasManual BPMZilke Mattos100% (1)
- Modulo4 Clase2 Implementacion - HACCPDocumento27 páginasModulo4 Clase2 Implementacion - HACCPyuri manriqueAún no hay calificaciones
- Aplicación de Buenas Prácticas de Manufactura A Empresa de Helados ArtesanalDocumento18 páginasAplicación de Buenas Prácticas de Manufactura A Empresa de Helados ArtesanalIsa T ZA100% (1)
- Plan de Saneamiento BásicoDocumento45 páginasPlan de Saneamiento BásicoDiana Castro100% (3)
- Plan de Monitoreo PDFDocumento68 páginasPlan de Monitoreo PDFJorge CarrascalAún no hay calificaciones
- Elaboración de masas y pastas de pastelería-repostería. HOTR0509De EverandElaboración de masas y pastas de pastelería-repostería. HOTR0509Aún no hay calificaciones
- Ministerio de Salud: "Guía para Prevenir La Transmisión de La Covid-19, en Establecimientos Comerciales de Alimentos"Documento18 páginasMinisterio de Salud: "Guía para Prevenir La Transmisión de La Covid-19, en Establecimientos Comerciales de Alimentos"Joaquin MenocalAún no hay calificaciones
- TCC Buenas Practivas de ManufacturaDocumento23 páginasTCC Buenas Practivas de Manufacturajose davidAún no hay calificaciones
- Maribel Gonzales VasquezDocumento9 páginasMaribel Gonzales VasquezBel GVAún no hay calificaciones
- Jorge Romero FinalDocumento22 páginasJorge Romero FinalIbarra Chamaca Ana CeciliaAún no hay calificaciones
- 2plan de Saneamiento Basico para La Panaderia El CristalDocumento26 páginas2plan de Saneamiento Basico para La Panaderia El Cristalanderson mejiiasAún no hay calificaciones
- CONTENIDO (Recuperado Automáticamente)Documento10 páginasCONTENIDO (Recuperado Automáticamente)Rey Chavez Daniel PedroAún no hay calificaciones
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0109Aún no hay calificaciones
- Investigacion Trabajo FinalDocumento34 páginasInvestigacion Trabajo FinalJorge Luis Tuya ZambranoAún no hay calificaciones
- BPM LacteosDocumento17 páginasBPM LacteosJulio HannowerAún no hay calificaciones
- Manual BPM Reylacteos - Version1Documento68 páginasManual BPM Reylacteos - Version1alex farkAún no hay calificaciones
- Calidad HACCPDocumento29 páginasCalidad HACCPAnonymous FBqPf5CGAún no hay calificaciones
- Trabajo de HarinaDocumento14 páginasTrabajo de HarinaCristianAún no hay calificaciones
- Programa de Higiene y Saneamiento de PhasDocumento27 páginasPrograma de Higiene y Saneamiento de PhasDina Fredina RodriguezAún no hay calificaciones
- Perfil para PresentarDocumento36 páginasPerfil para PresentarKaren SoledadAún no hay calificaciones
- Actividad 1 Cartilla Del ManipuladorDocumento28 páginasActividad 1 Cartilla Del Manipuladoralejandro pradaAún no hay calificaciones
- Harry Potter y La Piedra Filosofal Resumen GeneralDocumento251 páginasHarry Potter y La Piedra Filosofal Resumen GeneralAnarely Saucedo GarciaAún no hay calificaciones
- Proyecto de Producción Adolfo Vienrich 2Documento23 páginasProyecto de Producción Adolfo Vienrich 2Gustavo BlassAún no hay calificaciones
- Aplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0108De EverandAplicación de normas y condiciones higiénico-sanitarias en restauración. HOTR0108Aún no hay calificaciones
- Haccp 4Documento93 páginasHaccp 4Yoe Guer100% (1)
- POEDocumento30 páginasPOEVH SMAún no hay calificaciones
- BPM en Planta de QuesoDocumento34 páginasBPM en Planta de QuesoLYSELVI SAROSHINIE VALQUI HUAMAN100% (1)
- 15020Documento117 páginas15020amimetrologiaAún no hay calificaciones
- Implementación del sistema HACCP en la elaboración de pan fortificadoDocumento77 páginasImplementación del sistema HACCP en la elaboración de pan fortificadoRafael Melendez ArimuyaAún no hay calificaciones
- Actualización Del Plan Básico de Saneamiento de La Organización La Merced Sede La AuroraDocumento15 páginasActualización Del Plan Básico de Saneamiento de La Organización La Merced Sede La AuroraDanny DCAún no hay calificaciones
- Control de procesos y seguridad e higiene. INAV0109De EverandControl de procesos y seguridad e higiene. INAV0109Aún no hay calificaciones
- Elaboración de curados y salazones cárnicos. INAI0108De EverandElaboración de curados y salazones cárnicos. INAI0108Aún no hay calificaciones
- Seguridad e Higiene en un obrador de panadería y bollería. INAF0108De EverandSeguridad e Higiene en un obrador de panadería y bollería. INAF0108Aún no hay calificaciones
- Clases de AutofinanciaciónDocumento1 páginaClases de AutofinanciaciónDeysi OjedaAún no hay calificaciones
- Responsabilidad SocialllllDocumento1 páginaResponsabilidad SocialllllDeysi OjedaAún no hay calificaciones
- Valor de OrientaciónDocumento3 páginasValor de OrientaciónDeysi OjedaAún no hay calificaciones
- Ventilación MineraDocumento1 páginaVentilación MineraDeysi OjedaAún no hay calificaciones
- Leyes MoralesDocumento1 páginaLeyes MoralesDeysi OjedaAún no hay calificaciones
- Obra Civil - Colocacion de Acero de Refuerzo.Documento57 páginasObra Civil - Colocacion de Acero de Refuerzo.Deysi OjedaAún no hay calificaciones
- MatrizRiesgosLaboratorioDocumento4 páginasMatrizRiesgosLaboratorioDeysi OjedaAún no hay calificaciones
- Bicentenario PERUDocumento1 páginaBicentenario PERUDeysi OjedaAún no hay calificaciones
- Esquema para Guia de Buenas Practicas de ManufacturaDocumento5 páginasEsquema para Guia de Buenas Practicas de ManufacturaDeysi OjedaAún no hay calificaciones
- Seguridad en Líneas de TransmisiónDocumento1 páginaSeguridad en Líneas de TransmisiónDeysi OjedaAún no hay calificaciones
- Unidad V - Máquinas, Conductores y Técnicas de SeguridadDocumento122 páginasUnidad V - Máquinas, Conductores y Técnicas de SeguridadDeysi OjedaAún no hay calificaciones
- MBA Programa capacitaciónDocumento14 páginasMBA Programa capacitaciónDeysi OjedaAún no hay calificaciones
- Unidad III - Diapo 06 - Potencia en C.A. y Factor de PotenciaDocumento31 páginasUnidad III - Diapo 06 - Potencia en C.A. y Factor de PotenciaDeysi OjedaAún no hay calificaciones
- PLANES DE ACCIÓN PARA EMERGENCIASDocumento13 páginasPLANES DE ACCIÓN PARA EMERGENCIASDeysi OjedaAún no hay calificaciones
- La Contaminación en LasDocumento2 páginasLa Contaminación en LasDeysi OjedaAún no hay calificaciones
- Bicentenario PERUDocumento1 páginaBicentenario PERUDeysi OjedaAún no hay calificaciones
- Luchemos Por Más Seguridad en Las CallesDocumento1 páginaLuchemos Por Más Seguridad en Las CallesDeysi OjedaAún no hay calificaciones
- En CuestaDocumento2 páginasEn CuestaDeysi OjedaAún no hay calificaciones
- Datos Generales Del TrabajadorDocumento1 páginaDatos Generales Del TrabajadorDeysi OjedaAún no hay calificaciones
- Coleccion de Problemas IVDocumento5 páginasColeccion de Problemas IVKriztian J. AroniAún no hay calificaciones
- Ejercicos FasoresDocumento15 páginasEjercicos FasoresLorenz ReyesAún no hay calificaciones
- Ejercicios Resueltos Y Explicados de Circuitos Monofasicos PDFDocumento212 páginasEjercicios Resueltos Y Explicados de Circuitos Monofasicos PDFAldoyGloria CorredoresAún no hay calificaciones
- PCC 33333Documento1 páginaPCC 33333Deysi OjedaAún no hay calificaciones
- Tarea 1-1Documento6 páginasTarea 1-1Deysi OjedaAún no hay calificaciones
- PCC33333 FromuDocumento1 páginaPCC33333 FromuDeysi OjedaAún no hay calificaciones
- PC2 FormuDocumento1 páginaPC2 FormuDeysi OjedaAún no hay calificaciones
- Mister Tornillo: MTO910424MN8Documento1 páginaMister Tornillo: MTO910424MN8Louis Felipe Barrios BritoAún no hay calificaciones
- Competencias y PlanificacionDocumento6 páginasCompetencias y PlanificacionsupersecretosAún no hay calificaciones
- Planificación Segundo Semestre OctavoDocumento6 páginasPlanificación Segundo Semestre OctavoEsmerita Román ArriagadaAún no hay calificaciones
- M19 Dinámica en La Naturaleza: El Movimiento 2023Documento60 páginasM19 Dinámica en La Naturaleza: El Movimiento 2023Diego GuzmanAún no hay calificaciones
- Solucion - GUIA - 6 - 2021 - SEM IDocumento4 páginasSolucion - GUIA - 6 - 2021 - SEM IMatias OrellanaAún no hay calificaciones
- Proyecto de HectorDocumento17 páginasProyecto de HectorHector JhbAún no hay calificaciones
- Aprendamos en MovimientoDocumento5 páginasAprendamos en MovimientoEsthelita Granda Abad MegA100% (2)
- Modelos de Negocio - Casos de EstudioDocumento6 páginasModelos de Negocio - Casos de EstudioFer GonzálezAún no hay calificaciones
- Declaracion Jurada (Ministerio de Cultura)Documento2 páginasDeclaracion Jurada (Ministerio de Cultura)Guillermo Enrique Vidalon Sirlupu100% (1)
- Constitución Ecuménica de Las Iglesias, Varios Autores. Concilium, 2001Documento88 páginasConstitución Ecuménica de Las Iglesias, Varios Autores. Concilium, 2001Loida SardinasAún no hay calificaciones
- LenguajeEnsambladorManejoArchivosDocumento9 páginasLenguajeEnsambladorManejoArchivosCopito Max GarciaCastroAún no hay calificaciones
- Ada796e4 Certificado en Nutrición DeportivaDocumento7 páginasAda796e4 Certificado en Nutrición DeportivaManuAún no hay calificaciones
- Argumento InductivoDocumento2 páginasArgumento InductivoAdrian Ojeda75% (4)
- Me 1Documento78 páginasMe 1prueba nox100% (1)
- Biografía Del Dr. Abel Pacheco de La Espriella-Presidente de Costa Rica-May-2002Documento3 páginasBiografía Del Dr. Abel Pacheco de La Espriella-Presidente de Costa Rica-May-2002Naty PeñaAún no hay calificaciones
- Enfermedades Paras It Arias en ReptilesDocumento22 páginasEnfermedades Paras It Arias en ReptilesClaudia Andrea Ferrando LarrañagaAún no hay calificaciones
- Cuestionario Calor FisicoquimicaDocumento3 páginasCuestionario Calor FisicoquimicaOMAR VALENCIAAún no hay calificaciones
- Caddy 2017 (Abs)Documento7 páginasCaddy 2017 (Abs)Rbrt CruzAún no hay calificaciones
- La Doble Sorpresa Del Italiano ExtractoDocumento12 páginasLa Doble Sorpresa Del Italiano ExtractoGaby SalinasAún no hay calificaciones
- Presupuestadas: Cif AplicadosDocumento6 páginasPresupuestadas: Cif Aplicadosbrenda katerine gaitan gutierrezAún no hay calificaciones
- Clase 8 Comandos - Linux EjercicioDocumento5 páginasClase 8 Comandos - Linux EjercicioIvonne SuriaAún no hay calificaciones
- Tesis 4-FranklimDocumento266 páginasTesis 4-FranklimLuis Lopez GonzalesAún no hay calificaciones
- Kimi To Boku No Saigo No Senjo, Aruiha Sekai Ga Hajimaru Seisen - Secret Fies 1Documento180 páginasKimi To Boku No Saigo No Senjo, Aruiha Sekai Ga Hajimaru Seisen - Secret Fies 1venadielisvenadielsAún no hay calificaciones
- Resumen Ley 126-02Documento7 páginasResumen Ley 126-02Ramiro A. Matos100% (11)
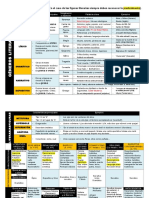
- Teoría literaria: géneros y figuras destacadasDocumento8 páginasTeoría literaria: géneros y figuras destacadasAlex SernaAún no hay calificaciones
- Calificaciones Septimo BasicoDocumento27 páginasCalificaciones Septimo Basicolynsta21Aún no hay calificaciones
- 9-Informe de Laboratorio - Movimiento Armónico SimpleDocumento5 páginas9-Informe de Laboratorio - Movimiento Armónico Simpleandrea delgadoAún no hay calificaciones
- La LopnaDocumento7 páginasLa LopnaOzwaldo Rioz V'zAún no hay calificaciones
- Manual Del Justiciable Materia CivilDocumento127 páginasManual Del Justiciable Materia CivilIrving Vargas100% (2)
- Estructura de La Materia y Estructura AtomicaDocumento9 páginasEstructura de La Materia y Estructura AtomicaAbel V. SolanoAún no hay calificaciones