También podría gustarte
- Tarea 5 Control de CalidadDocumento5 páginasTarea 5 Control de CalidadStephany FiguereoAún no hay calificaciones
- Filas de Spera PDFDocumento19 páginasFilas de Spera PDFAnonymous HRFnUY5Aún no hay calificaciones
- Control de Inspeccion de CalidadDocumento8 páginasControl de Inspeccion de CalidadLeidimar MalaveAún no hay calificaciones
- Gcap U3 Ea CacgDocumento5 páginasGcap U3 Ea CacgCarloss CasstilloAún no hay calificaciones
- Ejercicio de Gráfico de ControlDocumento2 páginasEjercicio de Gráfico de ControlSarita CortezAún no hay calificaciones
- Control de procesos de fabricación de amortiguadoresDocumento11 páginasControl de procesos de fabricación de amortiguadoresAlexis Andres Morales HidalgoAún no hay calificaciones
- Informe Academico 7 - Grupo6Documento13 páginasInforme Academico 7 - Grupo6Renzo Garcia ZamoraAún no hay calificaciones
- Ejercicio #5, Capitulo #8, Control Estadistico de CalidadDocumento5 páginasEjercicio #5, Capitulo #8, Control Estadistico de CalidadLeonel Archila100% (1)
- 3.2 Cartas de Control Por Atributos PDFDocumento51 páginas3.2 Cartas de Control Por Atributos PDFMarilyn Steffanie Calderón LópezAún no hay calificaciones
- Ejercicio de HistogramaDocumento7 páginasEjercicio de Histogramalenin lapoAún no hay calificaciones
- CALIBRACIONDocumento9 páginasCALIBRACIONRoberto Carlos Molero AbadAún no hay calificaciones
- Cp-0045-2020-Comercializadora S & e Perú S.a.c.-16342029-Rc-Mp-01 Rev. 2 y Hc-mp-01 Rev.03Documento2 páginasCp-0045-2020-Comercializadora S & e Perú S.a.c.-16342029-Rc-Mp-01 Rev. 2 y Hc-mp-01 Rev.03RANDY SANTIAGOAún no hay calificaciones
- S06.s1 Herramientas de CalidadDocumento28 páginasS06.s1 Herramientas de Calidadfrodriguezp30Aún no hay calificaciones
- Gráfica Teoría AnálisisDocumento6 páginasGráfica Teoría AnálisisStephany PalechorAún no hay calificaciones
- NCh00042 1953Documento66 páginasNCh00042 1953serafiny46Aún no hay calificaciones
- Calidad EjercicioDocumento5 páginasCalidad Ejercicionatanael117Aún no hay calificaciones
- Solucion Del Capitulo 8Documento26 páginasSolucion Del Capitulo 8Eber LoliAún no hay calificaciones
- Paso 3 Analisis de La InformacionDocumento14 páginasPaso 3 Analisis de La InformacionRubiel CandamilAún no hay calificaciones
- CEP Semana2Documento9 páginasCEP Semana2Pablo UrraAún no hay calificaciones
- Tarea 1 - Gráficas de ControlDocumento4 páginasTarea 1 - Gráficas de ControlViviana OrdoñezAún no hay calificaciones
- ExamenParcialNo1-Viviana GlarzaDocumento7 páginasExamenParcialNo1-Viviana GlarzaViviana GalarzaAún no hay calificaciones
- Análisis calibre frijolDocumento4 páginasAnálisis calibre frijolFiorella AguileraAún no hay calificaciones
- Tarea 2Documento7 páginasTarea 2Marianela Ramírez Aragonés100% (1)
- Ejercicio 04Documento5 páginasEjercicio 04taniaAún no hay calificaciones
- Prob 3 CecDocumento47 páginasProb 3 CecLuis PeyrotAún no hay calificaciones
- Paso 3 Analisis de La InformacionDocumento14 páginasPaso 3 Analisis de La InformacionJLOAún no hay calificaciones
- Evaluación Parcial 3-2020 Cañar PabloDocumento7 páginasEvaluación Parcial 3-2020 Cañar PabloDANIEL SHIGUANGOAún no hay calificaciones
- Fase 3 Aplicar Herramientas de An Lisis para El Control Estad Stico de La CalidadDocumento20 páginasFase 3 Aplicar Herramientas de An Lisis para El Control Estad Stico de La CalidadÂld-âîr ÂûrêlîjûsAún no hay calificaciones
- Sistema Dodge Romig muestreo aceptación lote atributosDocumento20 páginasSistema Dodge Romig muestreo aceptación lote atributosjorge jair corona perez100% (1)
- Leccion Basica de Metrologia Sistema Internacional de Unidades SI Nov 2018Documento21 páginasLeccion Basica de Metrologia Sistema Internacional de Unidades SI Nov 2018ranger0090Aún no hay calificaciones
- Gráfica Por Atributos - CasoZ AraDocumento5 páginasGráfica Por Atributos - CasoZ AraNayla Choy RomeroAún no hay calificaciones
- A10 GoyenecheRMA PL1 Piederey 220922 0830Documento9 páginasA10 GoyenecheRMA PL1 Piederey 220922 0830Marlyn GoyenecheAún no hay calificaciones
- Entrega 1 - FisicaPlantas SUB GRUPO 23Documento12 páginasEntrega 1 - FisicaPlantas SUB GRUPO 23Carlos alberto Castaño PalacioAún no hay calificaciones
- Examen de UNIDAD II (Respuestas)Documento3 páginasExamen de UNIDAD II (Respuestas)Cesar Alejandro Piña DiazAún no hay calificaciones
- Estudio de Caso Empresa Confecciones Belo HorizonteDocumento22 páginasEstudio de Caso Empresa Confecciones Belo HorizonteZuleimaPaolaGarciaSuarezAún no hay calificaciones
- Estudio de caso empresa confecciones Belo HorizonteDocumento22 páginasEstudio de caso empresa confecciones Belo HorizonteZuleimaPaolaGarciaSuarezAún no hay calificaciones
- Ejemplo Nº3 (2) - Clase 04 MarzoDocumento55 páginasEjemplo Nº3 (2) - Clase 04 MarzoIvan HoyosAún no hay calificaciones
- TP Reales Correccion 1Documento23 páginasTP Reales Correccion 1Nicolas MoravecAún no hay calificaciones
- Validacion de Software PDFDocumento2 páginasValidacion de Software PDFandy alvaradoAún no hay calificaciones
- Pa2. Tema 3. Leslie Isarit Cañaveral GómezDocumento11 páginasPa2. Tema 3. Leslie Isarit Cañaveral Gómezpollo alvaradoAún no hay calificaciones
- Velazquez Torija Yaneli Lizzet. Ejercicios de La Unidad IiiDocumento15 páginasVelazquez Torija Yaneli Lizzet. Ejercicios de La Unidad IiiyaneliAún no hay calificaciones
- Control de Procesos Estadísticos Iacc Control 02Documento12 páginasControl de Procesos Estadísticos Iacc Control 02Roberto Hurtado100% (3)
- Carta Control Válvulas Proceso FundiciónDocumento7 páginasCarta Control Válvulas Proceso FundiciónFernandoAún no hay calificaciones
- PRACTICA N°1 - (Origin)Documento6 páginasPRACTICA N°1 - (Origin)Eddy Cadena GrandaAún no hay calificaciones
- Taller 6. Cartas de Control para AtributosDocumento16 páginasTaller 6. Cartas de Control para AtributosNatalia VitolaAún no hay calificaciones
- 2019 09 16 CERTIFICADO DE CALIBRACIÓN TELUROMETRO Kyoritsu 4105A SERIE W8219248Documento1 página2019 09 16 CERTIFICADO DE CALIBRACIÓN TELUROMETRO Kyoritsu 4105A SERIE W8219248Victor Bances67% (3)
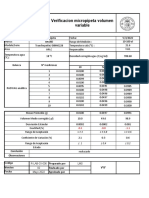
- R-LAB-CII-005 Verificación Micropipetas Rev02 Abril 2022Documento10 páginasR-LAB-CII-005 Verificación Micropipetas Rev02 Abril 2022Veronica WeberAún no hay calificaciones
- Taller 6 - CalidadDocumento7 páginasTaller 6 - CalidadISCO100% (1)
- Procedimiento Torque PREMIUM TECHDocumento11 páginasProcedimiento Torque PREMIUM TECHFabio PAún no hay calificaciones
- Informe No.8 - Consolidación Unidimensional de SuelosDocumento14 páginasInforme No.8 - Consolidación Unidimensional de SuelosFonseca DanielAún no hay calificaciones
- Angulo de Friccion y Cohesion de El SueloDocumento17 páginasAngulo de Friccion y Cohesion de El SuelodannyAún no hay calificaciones
- Laboratorio #6 Control de Calidad 2017Documento38 páginasLaboratorio #6 Control de Calidad 2017aleAún no hay calificaciones
- Ejemplo Grafico de Control P - NPDocumento14 páginasEjemplo Grafico de Control P - NPPablø HoffmanAún no hay calificaciones
- VF Practica de calibraciónDocumento9 páginasVF Practica de calibraciónKristell Gala Perez MancoAún no hay calificaciones
- Pc04 Econometria I I - 2021 - Caf Chapilliquen GarridoDocumento9 páginasPc04 Econometria I I - 2021 - Caf Chapilliquen GarridoJHONNY CHAPILLIQUEN GARRIDOAún no hay calificaciones
- Control Estadistico 2 PruebaDocumento3 páginasControl Estadistico 2 PruebaCristian MsbAún no hay calificaciones
- Validacion de SoftwareDocumento3 páginasValidacion de Softwareandy alvaradoAún no hay calificaciones
- SuperfinosDocumento4 páginasSuperfinosTomas Santiago Hanccoccallo PauccaraAún no hay calificaciones
- Calculos IncertidumbreDocumento5 páginasCalculos IncertidumbreAngie Pamplona MontesAún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- El ProductoDocumento14 páginasEl ProductoAlejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Muestreo de AceptacionDocumento8 páginasALEJANDRO BRITO Muestreo de AceptacionAlejandro BritoAún no hay calificaciones
- Alejandro Brito Vision Gerencia de CalidadDocumento7 páginasAlejandro Brito Vision Gerencia de CalidadAlejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Analisis EstadisticosDocumento6 páginasALEJANDRO BRITO Analisis EstadisticosAlejandro BritoAún no hay calificaciones
- ALEJANDRO - BRITO - Analisis - de - Graficicos de - ControlDocumento6 páginasALEJANDRO - BRITO - Analisis - de - Graficicos de - ControlAlejandro BritoAún no hay calificaciones
- La Gestión Del Proceso de Diseño y Desarrollo de ProductoDocumento7 páginasLa Gestión Del Proceso de Diseño y Desarrollo de ProductoanaitzagAún no hay calificaciones
- DiapositivasDocumento32 páginasDiapositivasAlejandro BritoAún no hay calificaciones
- Examen 20%Documento10 páginasExamen 20%Alejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Muestreo de AceptacionDocumento8 páginasALEJANDRO BRITO Muestreo de AceptacionAlejandro BritoAún no hay calificaciones
- Alejandro Brito Vision Gerencia de CalidadDocumento7 páginasAlejandro Brito Vision Gerencia de CalidadAlejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Analisis EstadisticosDocumento6 páginasALEJANDRO BRITO Analisis EstadisticosAlejandro BritoAún no hay calificaciones
- Mate 3 Guia Primer Parcial PDFDocumento53 páginasMate 3 Guia Primer Parcial PDFAlejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Estudio de La CalidadDocumento4 páginasALEJANDRO BRITO Estudio de La CalidadAlejandro BritoAún no hay calificaciones
- ALEJANDRO BRITO Estudio de La CalidadDocumento4 páginasALEJANDRO BRITO Estudio de La CalidadAlejandro BritoAún no hay calificaciones
- Alejandro - Brito - Gerencia - de - CalidadDocumento11 páginasAlejandro - Brito - Gerencia - de - CalidadAlejandro BritoAún no hay calificaciones
- Alejandro - Brito - Gerencia - de - CalidadDocumento11 páginasAlejandro - Brito - Gerencia - de - CalidadAlejandro BritoAún no hay calificaciones
- Introduccion Al Analisis VolumétricoDocumento5 páginasIntroduccion Al Analisis VolumétricoAlejandro BritoAún no hay calificaciones
- Métodos Potenciométricos: Electrodos de Referencia y Electrodos IndicadoresDocumento12 páginasMétodos Potenciométricos: Electrodos de Referencia y Electrodos IndicadoresAkiré Aki100% (1)
- Reacciones de Oxidación-ReducciónDocumento3 páginasReacciones de Oxidación-ReducciónAlejandro BritoAún no hay calificaciones
- Mate 3 Guia Primer Parcial Parte1 PDFDocumento26 páginasMate 3 Guia Primer Parcial Parte1 PDFAlejandro BritoAún no hay calificaciones
- Informe de Termoquimica UDODocumento32 páginasInforme de Termoquimica UDOAlejandro BritoAún no hay calificaciones
- Valoracion PotencDocumento12 páginasValoracion PotencJannett TrujilloAún no hay calificaciones
- Jugo de DuraznoDocumento14 páginasJugo de DuraznoAlejandro BritoAún no hay calificaciones
- Método de Las Tangentes para La Determinación Del Punto de Final en Valoraciones PotenciométricasDocumento7 páginasMétodo de Las Tangentes para La Determinación Del Punto de Final en Valoraciones PotenciométricasAlejandro BritoAún no hay calificaciones
- Du Reza AguaDocumento18 páginasDu Reza AguaBriian Michael Fuentes SanchezAún no hay calificaciones
- Normas Apa UlaDocumento5 páginasNormas Apa UlaMaruin Eneil Joiro DiazAún no hay calificaciones
- INFORMEDocumento9 páginasINFORMEFernando Villanueva LópezAún no hay calificaciones
- Método de La Primera Derivada para La Determinación Del Punto de Final en Valoraciones PotenciométricasDocumento8 páginasMétodo de La Primera Derivada para La Determinación Del Punto de Final en Valoraciones PotenciométricasDaf Acu100% (1)
- Complejimetria PDFDocumento7 páginasComplejimetria PDFAlejandro BritoAún no hay calificaciones
- Clase N°5 Estática Aplicada OCIV310 2023Documento22 páginasClase N°5 Estática Aplicada OCIV310 2023setapiaAún no hay calificaciones
- Especificaciones Técnicas ÚLTIMO CORREGIDODocumento60 páginasEspecificaciones Técnicas ÚLTIMO CORREGIDODAVID JOSUE ROJAS CUYAAún no hay calificaciones
- Curriculum JJHDocumento2 páginasCurriculum JJHjonso180323Aún no hay calificaciones
- Cierre Tercer Trimestre 2020Documento56 páginasCierre Tercer Trimestre 2020Jhan Carlos TorresAún no hay calificaciones
- 2020-07-Monitoreo Continuo FreestyleDocumento2 páginas2020-07-Monitoreo Continuo FreestyleKathyCedillo1995Aún no hay calificaciones
- Relevadores Digitales IDocumento14 páginasRelevadores Digitales IJorge DelaurensAún no hay calificaciones
- Del SEO Al ContenidoDocumento14 páginasDel SEO Al ContenidoRodrigo Eduardo Zúñiga100% (1)
- Matematica II (1813)Documento5 páginasMatematica II (1813)Mili MCAún no hay calificaciones
- c3 Mantenimiento IndustrialDocumento22 páginasc3 Mantenimiento IndustrialDocenteMarcelaOyarceAún no hay calificaciones
- Formatos ImssDocumento227 páginasFormatos ImssNancy Marlem Rojas Trejo71% (7)
- Izaje de CargasDocumento78 páginasIzaje de Cargasjader0% (1)
- Ciclo de La CapacitaciónDocumento1 páginaCiclo de La CapacitaciónDanny LopezAún no hay calificaciones
- Convertidores Ad-DaDocumento37 páginasConvertidores Ad-DaAns neucrossAún no hay calificaciones
- Capacitacion Siagie EBR 15JUN23 IE PRIVADOSDocumento37 páginasCapacitacion Siagie EBR 15JUN23 IE PRIVADOSErika SAAún no hay calificaciones
- Aci 308r 01 Guide To Curing Concrete PDF FreeDocumento31 páginasAci 308r 01 Guide To Curing Concrete PDF FreeSergio Augusto Ayala SilvaAún no hay calificaciones
- RúbricaDocumento7 páginasRúbricaKaren Diana Ramirez GonzalezAún no hay calificaciones
- El Aire AcondicionadoDocumento1 páginaEl Aire AcondicionadoFranklin CoronadoAún no hay calificaciones
- Tarea 1. Jhandry TapiaDocumento2 páginasTarea 1. Jhandry TapiaJHANDRY JUAN TAPIA SARANGOAún no hay calificaciones
- Organización E-SDocumento10 páginasOrganización E-SManuel MonteroAún no hay calificaciones
- Item Descripcion UN. Precio Mano de Obra 0.1 Instalacion SanitariaDocumento1 páginaItem Descripcion UN. Precio Mano de Obra 0.1 Instalacion SanitariaErick Alexis Nuñez PozoAún no hay calificaciones
- ExperimentosDocumento5 páginasExperimentosCuadrado Regino Valeria 1101 j.mAún no hay calificaciones
- Planificación Sistema Control Acceso 7 TareasDocumento1 páginaPlanificación Sistema Control Acceso 7 TareasJuan Carlos DavidAún no hay calificaciones
- Diapositivas Adobe Illustrator 02Documento32 páginasDiapositivas Adobe Illustrator 02miki cabrera cabreraAún no hay calificaciones
- Manual de usuario del sistema de control presupuestarioDocumento70 páginasManual de usuario del sistema de control presupuestarioGisel RojasAún no hay calificaciones
- Cuadro Valores UnitariosDocumento2 páginasCuadro Valores Unitariosrilamor3Aún no hay calificaciones
- Macros en ExcelDocumento18 páginasMacros en ExcelRicardo Echeverría B.Aún no hay calificaciones
- Ciclo Vi - Auditoria TributariaDocumento10 páginasCiclo Vi - Auditoria TributariaRoxana QuispeAún no hay calificaciones
- Regresión del consumo privado y PBI peruano 2000-2013Documento20 páginasRegresión del consumo privado y PBI peruano 2000-2013Aaron SancarrancoAún no hay calificaciones
- PT-ARQ-09 PasteleroDocumento2 páginasPT-ARQ-09 PasteleroDaivit Marino RamosAún no hay calificaciones
- NTC5042 Calentadores Tipo Acumulador Que Emplean Gas para La Produccion de Agua CalienteDocumento119 páginasNTC5042 Calentadores Tipo Acumulador Que Emplean Gas para La Produccion de Agua CalienteAlexander Silva T100% (1)