También podría gustarte
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Plan de control para la manufactura de pizzaDocumento9 páginasPlan de control para la manufactura de pizzaEsteban Quezada SotoAún no hay calificaciones
- Ppap Cuarta Edicion Mayo 2006Documento47 páginasPpap Cuarta Edicion Mayo 2006armandoaldrettAún no hay calificaciones
- Plan - de - Calidad Mantenimiento de Puente GruaDocumento28 páginasPlan - de - Calidad Mantenimiento de Puente GruaLuis Leoncio Lino RamónAún no hay calificaciones
- Venteos y Procesos de VenteosDocumento8 páginasVenteos y Procesos de VenteosBetho Chuquimia ZAún no hay calificaciones
- Gestion de CalidadDocumento11 páginasGestion de CalidadVasquez Miguel LuisAún no hay calificaciones
- 03 PpapDocumento38 páginas03 PpapIvan MontenegroAún no hay calificaciones
- PPAPDocumento36 páginasPPAPcitaba3045Aún no hay calificaciones
- Procedimiento de Control DimensionalDocumento7 páginasProcedimiento de Control DimensionalGabriel D. RodriguezAún no hay calificaciones
- PPS - SGC.PC.016 ControlCalidSubcont Rev1Documento9 páginasPPS - SGC.PC.016 ControlCalidSubcont Rev1wilian100% (1)
- API Spec Q1 Revisión: Requisitos de Calidad para FabricantesDocumento7 páginasAPI Spec Q1 Revisión: Requisitos de Calidad para Fabricantesluis suarezAún no hay calificaciones
- Plan de Inspeccion y Ensayos PETRADocumento8 páginasPlan de Inspeccion y Ensayos PETRApabloacevedoacevedoAún no hay calificaciones
- PR-03 Plan de Gestión de CalidadDocumento12 páginasPR-03 Plan de Gestión de CalidadAlexandra Consuelo Cruzado Lujan100% (1)
- Manual PPAP sobre proceso de aprobación de producciónDocumento15 páginasManual PPAP sobre proceso de aprobación de producciónDHFLJAAún no hay calificaciones
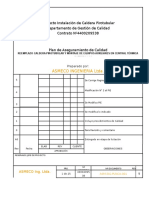
- Instalación caldera pirotubularDocumento27 páginasInstalación caldera pirotubularFranciscoAún no hay calificaciones
- PPS - sgc.PT.009 ProcedFabricSoportes RevADocumento16 páginasPPS - sgc.PT.009 ProcedFabricSoportes RevAMnl C.Aún no hay calificaciones
- IDO-L.18.001-1212-QQP 7500 Rev 00 Plan de Gestión de La CalidadDocumento5 páginasIDO-L.18.001-1212-QQP 7500 Rev 00 Plan de Gestión de La CalidadKevin GonzalesAún no hay calificaciones
- Procesos y Gestion de Manufactura PsoDocumento46 páginasProcesos y Gestion de Manufactura PsoeuseAún no hay calificaciones
- Curso PPAPDocumento60 páginasCurso PPAPElizabeth AlbinedaAún no hay calificaciones
- Procedimientos de Calidad Minera Cerro VerdeDocumento16 páginasProcedimientos de Calidad Minera Cerro Verdeeddy vilcaAún no hay calificaciones
- PPAPDocumento23 páginasPPAPLeonardo Emmanuel Fonseca RodriguezAún no hay calificaciones
- CFP-V-PO-004 Precomisionado de Integridad de Juntas Rev. ADocumento10 páginasCFP-V-PO-004 Precomisionado de Integridad de Juntas Rev. AErickAún no hay calificaciones
- Calidad diseño analizador termogravimétricoDocumento27 páginasCalidad diseño analizador termogravimétricoLuz Martinez LightAún no hay calificaciones
- Ppap Proceso de Aprobacion de Partes ParDocumento52 páginasPpap Proceso de Aprobacion de Partes ParHerbey Isaias Ledezma DurónAún no hay calificaciones
- Cc-Po-213 - Rev 2 - Pruebas de PresionDocumento17 páginasCc-Po-213 - Rev 2 - Pruebas de PresionAngel Vera GarcíaAún no hay calificaciones
- SGC-OP-P-03 Diseño y Desarrollo Ver.01Documento4 páginasSGC-OP-P-03 Diseño y Desarrollo Ver.01jean franco cespedes pasionAún no hay calificaciones
- Mpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalDocumento14 páginasMpd004-P083obr-140-Pr-M-003 - B Procedimiento de Inspeccion de Control DimensionalBenjamin Herrera Vargas50% (2)
- Unidad 2 DISEÑO Y DESARROLLO DEL PRODUCTODocumento19 páginasUnidad 2 DISEÑO Y DESARROLLO DEL PRODUCTOOscar Uriel HerreraAún no hay calificaciones
- Formato Plan de CalidadDocumento12 páginasFormato Plan de CalidadHernán Gallardo ToledoAún no hay calificaciones
- Elaboración DE PROCEDIMIENTOSDocumento6 páginasElaboración DE PROCEDIMIENTOSjuan acostaAún no hay calificaciones
- Transferencia de troqueles y PPAPDocumento19 páginasTransferencia de troqueles y PPAPUlises BifanoAún no hay calificaciones
- Herramientas básicas - PPAP: Procesos de Aprobación de Partes de ProducciónDocumento36 páginasHerramientas básicas - PPAP: Procesos de Aprobación de Partes de ProducciónJonathan Hernandez SanchezAún no hay calificaciones
- PC-OT3323 FabricaciónDocumento8 páginasPC-OT3323 FabricaciónAder ParedesAún no hay calificaciones
- CA-A-6-P-PR-0010. Pruebas FuncionalesDocumento7 páginasCA-A-6-P-PR-0010. Pruebas FuncionalesaldoAún no hay calificaciones
- Requisitos de calidad para proveedores Meltshop PiscoDocumento28 páginasRequisitos de calidad para proveedores Meltshop PiscoAldair CalviAún no hay calificaciones
- Formato Plan de CalidadDocumento12 páginasFormato Plan de CalidadRojo Arrebol83% (18)
- Api Q1 AddDocumento22 páginasApi Q1 AddDonna Gabriela MarcanoAún no hay calificaciones
- PpapDocumento60 páginasPpapMisael EspinosaAún no hay calificaciones
- MPD004-P109OBR-140-PR-QC-044 - 0 Instalacion de Sistema Contra IncendioaprobadoDocumento20 páginasMPD004-P109OBR-140-PR-QC-044 - 0 Instalacion de Sistema Contra IncendioaprobadoElvis Heredia100% (1)
- Presentación TFMDocumento38 páginasPresentación TFMvicAún no hay calificaciones
- Curso Ppap 4 Edic (Quality)Documento76 páginasCurso Ppap 4 Edic (Quality)JUAN REYES100% (1)
- Material Curso PPAP - WEXSOL Abril 2020Documento70 páginasMaterial Curso PPAP - WEXSOL Abril 2020Veronica SaldanaAún no hay calificaciones
- Modernización acería PiscoDocumento8 páginasModernización acería PiscoLuis Enrique Yanallaye ArandaAún no hay calificaciones
- Curso 5° Core ToolDocumento58 páginasCurso 5° Core ToolSimón breslau NoeggerathAún no hay calificaciones
- OSP PG04.07 Control e Inspección de ProcesoDocumento10 páginasOSP PG04.07 Control e Inspección de ProcesoClaudio Antonio Pezoa AburtoAún no hay calificaciones
- Plan de aseguramiento y control de calidad para ampliación de plantaDocumento16 páginasPlan de aseguramiento y control de calidad para ampliación de plantaNicolas Lucen MirandaAún no hay calificaciones
- Plan de Trabajo Estudiante (Quimica) Ucv MJDocumento4 páginasPlan de Trabajo Estudiante (Quimica) Ucv MJRonny PortilloAún no hay calificaciones
- Archivo de Control de CalidadDocumento17 páginasArchivo de Control de CalidadFranck Salazar MontesAún no hay calificaciones
- Instructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Documento9 páginasInstructivo de Inspeccion Por Liquidos Penetrantes ASME B31.4, API 1104Ivan D100% (1)
- 1 Formato Plan de CalidadDocumento12 páginas1 Formato Plan de CalidadJavier MayoAún no hay calificaciones
- Caracterizacion Proceeso de Produccion de Plasticos PDFDocumento2 páginasCaracterizacion Proceeso de Produccion de Plasticos PDFatomo51Aún no hay calificaciones
- Manual PPAPDocumento5 páginasManual PPAPJesska ChavezAún no hay calificaciones
- Pac Cesfam FutronoDocumento31 páginasPac Cesfam Futronojuan pablo figueroa letelierAún no hay calificaciones
- API RP 584 Ventanas de Integridad de ProcesoDocumento12 páginasAPI RP 584 Ventanas de Integridad de Procesoeliecer_446975424100% (1)
- Plan de Gestión de CalidadDocumento4 páginasPlan de Gestión de CalidadJESSYCA KARINA PAITAN AVELLANEDAAún no hay calificaciones
- Plan de ControlDocumento6 páginasPlan de ControlVeronica GarciaAún no hay calificaciones
- Manual PPAPDocumento5 páginasManual PPAPJesska ChavezAún no hay calificaciones
- PC-OT1324Documento13 páginasPC-OT1324Ader ParedesAún no hay calificaciones
- PPS - SGC.PC.008 Identificación Positiva Del Material (PMI) Rev.02 - Sin FirmaDocumento12 páginasPPS - SGC.PC.008 Identificación Positiva Del Material (PMI) Rev.02 - Sin FirmawilianAún no hay calificaciones
- IDO-L.18.001-1212-QQP-7509 Rev00 Procedimiento de Gestión de No ConformidadesDocumento15 páginasIDO-L.18.001-1212-QQP-7509 Rev00 Procedimiento de Gestión de No ConformidadesKevin Gonzales100% (1)
- Elaboracion ProcedimientosDocumento11 páginasElaboracion Procedimientosmarlun89Aún no hay calificaciones
- CD 2869Documento203 páginasCD 2869Amber GrantAún no hay calificaciones
- Brochure - Valves For Oil & Gas Industries (ES) .Documento28 páginasBrochure - Valves For Oil & Gas Industries (ES) .Elizabeth Villarroel TorricoAún no hay calificaciones
- PigDocumento6 páginasPigEduardo Roldan100% (1)
- Cuestionario de Autoevaluación de La Unidad IDocumento3 páginasCuestionario de Autoevaluación de La Unidad IJuan SanchezAún no hay calificaciones
- Manual Bloques PDFDocumento20 páginasManual Bloques PDFMarcelo MesoAún no hay calificaciones
- 738-748 TSP1 - 2023-2Documento3 páginas738-748 TSP1 - 2023-2NayibyAún no hay calificaciones
- Ensayo Jeremy BenthamDocumento3 páginasEnsayo Jeremy Benthamluz Magaly lanza NietoAún no hay calificaciones
- Tarea 1.2 Nurs 1000Documento7 páginasTarea 1.2 Nurs 1000Carline Linares Cruz100% (5)
- Catalogo Dbi Sala BajaDocumento212 páginasCatalogo Dbi Sala BajaLuis Eduardo Ferro Cotes100% (1)
- Hacia Una Antropologia Desde La Epifanía Del Rostro en Emmanuel LévinasDocumento56 páginasHacia Una Antropologia Desde La Epifanía Del Rostro en Emmanuel Lévinasmanueldc100% (20)
- Calibración de Material Volumétrico - Práctica 1 HarrisDocumento14 páginasCalibración de Material Volumétrico - Práctica 1 HarrisJuan Luis Ramírez Agudelo100% (2)
- Tipos de Cajas de Cambio Automáticas: ObjetivosDocumento6 páginasTipos de Cajas de Cambio Automáticas: Objetivosjose palaciosAún no hay calificaciones
- Qué Es El Catastro MunicipalDocumento3 páginasQué Es El Catastro MunicipalEylin Chucle CarbajalAún no hay calificaciones
- Resumen Del Sistema IndirectoDocumento7 páginasResumen Del Sistema IndirectoStefany Salguedo NdnAún no hay calificaciones
- Evaluaciones Plan de Marketin 6 SemestreDocumento37 páginasEvaluaciones Plan de Marketin 6 Semestreadolfo vega100% (4)
- 4 JunioDocumento21 páginas4 JunioAna Jacqueline Rodriguez MartinezAún no hay calificaciones
- Cálculo EMF líneas aéreasDocumento2 páginasCálculo EMF líneas aéreasEnrique MirandaAún no hay calificaciones
- Encuesta para Construcción de MensajeDocumento28 páginasEncuesta para Construcción de MensajeAlfonso RamosAún no hay calificaciones
- Leer La HoraDocumento52 páginasLeer La HoraFranciscoAún no hay calificaciones
- Charlas de 5 MinutosDocumento12 páginasCharlas de 5 MinutosALADINHEAún no hay calificaciones
- Glosario de Productos AcadémicosDocumento10 páginasGlosario de Productos AcadémicosAnnahi BcAún no hay calificaciones
- 04 Educacion para La SaludDocumento21 páginas04 Educacion para La SaludCarmenTatianaCadimaMarañon100% (1)
- Microsoft Project 2Documento32 páginasMicrosoft Project 2andrea galindoAún no hay calificaciones
- Semana 19 de DPCCDocumento2 páginasSemana 19 de DPCCMelissa Blas CuevaAún no hay calificaciones
- Problemas en Prestación de Servicios de SaludDocumento7 páginasProblemas en Prestación de Servicios de Saludapi-3817904100% (2)
- Descargo Sancion - Simple 2023Documento266 páginasDescargo Sancion - Simple 2023nayda marleny perez espinoAún no hay calificaciones
- Problematicas SocialesDocumento15 páginasProblematicas SocialesAna Luisa Morales BrionesAún no hay calificaciones
- Actividad 2 - Estadistica AplicadaDocumento3 páginasActividad 2 - Estadistica AplicadaCLAUDIA STEFANNY TORRES ADRIAZOLAAún no hay calificaciones
- Como Convertir Un Archivo PDF A Word para EditarDocumento2 páginasComo Convertir Un Archivo PDF A Word para EditarBrandonAún no hay calificaciones
- DEMANDA ASOCIACION COUNTRY CLUB EL BOSQUE - Exp 016605-2012 30.01.2013Documento21 páginasDEMANDA ASOCIACION COUNTRY CLUB EL BOSQUE - Exp 016605-2012 30.01.2013Francis FYAún no hay calificaciones
- Principios de ElectromagnetismoDocumento7 páginasPrincipios de ElectromagnetismoAlcantara Ordoñez CitlalliAún no hay calificaciones
- Trabajo 2 Corte - Tatiana QuinteroDocumento8 páginasTrabajo 2 Corte - Tatiana Quinterotatiana quinteroAún no hay calificaciones
- Fórmulas para Cuantificar La Compensación EconómicaDocumento14 páginasFórmulas para Cuantificar La Compensación EconómicaHelenAvalosAún no hay calificaciones