También podría gustarte
- Ejercicios Muy Practicos Cuellos de Botella Pueden Ser Tipo ClaseDocumento20 páginasEjercicios Muy Practicos Cuellos de Botella Pueden Ser Tipo ClaseEddy Emanuel González PuertaAún no hay calificaciones
- PREGUNTA 2 y 4 - Semana 5Documento3 páginasPREGUNTA 2 y 4 - Semana 5Milesca EC100% (2)
- Cálculo Del Cuello de Botella de Un Proceso ProductivoDocumento3 páginasCálculo Del Cuello de Botella de Un Proceso ProductivoCesar FernandezAún no hay calificaciones
- Cuellos de BotellaDocumento30 páginasCuellos de BotellaZulay Yesenia Ramírez León0% (1)
- Practica Calificada 1Documento5 páginasPractica Calificada 1Oscar Zayerz MartinezAún no hay calificaciones
- Kristen's Cookie Company (Rev)Documento8 páginasKristen's Cookie Company (Rev)Anthony Huaylla Muñoz100% (1)
- Caso Kristen - UltimoDocumento17 páginasCaso Kristen - Ultimocsaldana25100% (2)
- Kristen Cookies Company - G2Documento8 páginasKristen Cookies Company - G2EmyBenaventeAún no hay calificaciones
- Caso NCC DesarrolloDocumento3 páginasCaso NCC DesarrolloGliseth LmcAún no hay calificaciones
- Caso Kristen Cookie Company ESANDocumento8 páginasCaso Kristen Cookie Company ESANCesar E. Honorio Castañeda100% (2)
- Estudio de Fermentacion ControladaDocumento11 páginasEstudio de Fermentacion ControladaEudislaAún no hay calificaciones
- Francisco Tejero - Asesoría Tecnica en Panificación - Puntos Críticos en La Fermentación ControladaDocumento7 páginasFrancisco Tejero - Asesoría Tecnica en Panificación - Puntos Críticos en La Fermentación ControladaFernando CruzAún no hay calificaciones
- Caso Kristen CookieDocumento10 páginasCaso Kristen CookieMariné Muñoz100% (1)
- Examen Final v3 Jose EcheverriaDocumento25 páginasExamen Final v3 Jose EcheverriaAntonio EcheverriaAún no hay calificaciones
- Tarea Caso Kristen S VFDocumento11 páginasTarea Caso Kristen S VFHe Yu AnAún no hay calificaciones
- Operación de Una PanificadoraDocumento9 páginasOperación de Una PanificadoraAnthony Toro CarrilloAún no hay calificaciones
- Unidad de Procesos Administrativos y Relaciones LaboralesDocumento9 páginasUnidad de Procesos Administrativos y Relaciones LaboralesORLANDO MONTOYA CARDONAAún no hay calificaciones
- Caso ProcesosDocumento6 páginasCaso ProcesosAlex DíazAún no hay calificaciones
- Trabajo Grupal N4 Caso Kristen Cookies-1Documento5 páginasTrabajo Grupal N4 Caso Kristen Cookies-1Jennifer A. GarciaAún no hay calificaciones
- 02 - Analisis de Procesos I-AlumnosDocumento21 páginas02 - Analisis de Procesos I-AlumnosAngel GonzalezAún no hay calificaciones
- Analisis de Procesos KRISTENDocumento25 páginasAnalisis de Procesos KRISTENROSMI MONTEROAún no hay calificaciones
- Taller #1 (Analisis)Documento6 páginasTaller #1 (Analisis)Roberto CastañoAún no hay calificaciones
- Tema5 CuellodeBotellaDocumento7 páginasTema5 CuellodeBotellaAlberto SabásAún no hay calificaciones
- Unidad 3 Optimización de Los ProcesosDocumento4 páginasUnidad 3 Optimización de Los Procesosarleth312Aún no hay calificaciones
- Apuntes p10Documento22 páginasApuntes p10AgustinAlvarezAlvarezAún no hay calificaciones
- Caso PlanificadoraDocumento5 páginasCaso PlanificadoraAlejandro Arispe PlazaAún no hay calificaciones
- Estandarizacion Del Ciclo de EnvasadoDocumento15 páginasEstandarizacion Del Ciclo de EnvasadoJulio MendozaAún no hay calificaciones
- Qué Debe Hacerse Antes de OrdeñarDocumento11 páginasQué Debe Hacerse Antes de OrdeñarEmmanuel A. Sessarego DávilaAún no hay calificaciones
- Procesos - PotaDocumento22 páginasProcesos - PotaJonathan AtocheAún no hay calificaciones
- Fermentacion 1 (Puntos Criticos en La Fermentacion ControladaDocumento5 páginasFermentacion 1 (Puntos Criticos en La Fermentacion ControladaLuis MartinAún no hay calificaciones
- Foro 1. Identificaci N de Cuellos de BotellaDocumento4 páginasForo 1. Identificaci N de Cuellos de BotellaManolo OlanAún no hay calificaciones
- GEROPEDocumento5 páginasGEROPEPaola GuzmanAún no hay calificaciones
- CAPITULO III, Parte IDocumento23 páginasCAPITULO III, Parte IvladimirAún no hay calificaciones
- TALLERadminoperacionesDocumento1 páginaTALLERadminoperacionesNo Soy IioAún no hay calificaciones
- Diseno de Una Linea Procesadora de PastaDocumento8 páginasDiseno de Una Linea Procesadora de PastaEdwin Poma F.Aún no hay calificaciones
- Secado de Una BananaDocumento9 páginasSecado de Una BananaSandra Abigail Garcia VelascoAún no hay calificaciones
- Masa Madre Centeno Dreistufen-SauerteigführungDocumento1 páginaMasa Madre Centeno Dreistufen-SauerteigführungMaria del Carmen GarciaAún no hay calificaciones
- LECHESDocumento7 páginasLECHESGianVillafverteAún no hay calificaciones
- MediosdedesempeñoDocumento8 páginasMediosdedesempeñodeysi del cidAún no hay calificaciones
- El Funcionamiento de Las Cámaras de FermentaciónDocumento7 páginasEl Funcionamiento de Las Cámaras de FermentaciónD'Aguiar SantamaríaAún no hay calificaciones
- Caso Langostinos Cocidos. Gamba NaturalDocumento4 páginasCaso Langostinos Cocidos. Gamba Naturaljorge100% (1)
- Tema 05 - Refrigeracion de La Leche en GranjaDocumento11 páginasTema 05 - Refrigeracion de La Leche en GranjaAnonymous aOiuIe6igAún no hay calificaciones
- Diseño de Una Línea Procesadora de Pasta de Cacao ArtesanalDocumento8 páginasDiseño de Una Línea Procesadora de Pasta de Cacao ArtesanalLuis Miguel Correa100% (1)
- Tarea 2 Gestión de Operaciones I Caso PanificadoraDocumento12 páginasTarea 2 Gestión de Operaciones I Caso PanificadoraCaucottignacio CaucottAún no hay calificaciones
- Concepto de IQBDocumento2 páginasConcepto de IQBEver Hernández OlivasAún no hay calificaciones
- 6 Grandes Perdidas en La EmpresaDocumento5 páginas6 Grandes Perdidas en La EmpresaJimmy DelgadoAún no hay calificaciones
- Evaluación de Condiciones de Trabajo ErgonómicasDocumento3 páginasEvaluación de Condiciones de Trabajo Ergonómicasroberto encalada0% (2)
- Actividad 4 Administracion de La ProduccionDocumento9 páginasActividad 4 Administracion de La ProduccionClaudio Rosas PérezAún no hay calificaciones
- Analisis de Resultados Procesos de FabricacionDocumento6 páginasAnalisis de Resultados Procesos de FabricacionBlanca PerezAún no hay calificaciones
- ArequipeDocumento5 páginasArequipeAntonio SanchezAún no hay calificaciones
- Ejercicios de Calculo de ProductividadDocumento6 páginasEjercicios de Calculo de ProductividadRicardo Riquelme FernandezAún no hay calificaciones
- Los Procedimientos Del Método de Secado en HornoDocumento22 páginasLos Procedimientos Del Método de Secado en HornoCarol GuzmánAún no hay calificaciones
- Guía Ejercicios de Calculo de ProductividadDocumento6 páginasGuía Ejercicios de Calculo de ProductividadNelsonFelipeValenciaGarcíaAún no hay calificaciones
- Procedimientos de ProduccionDocumento8 páginasProcedimientos de ProduccionRoberto MamaniAún no hay calificaciones
- Preparación de La Mezcla Elabore El Diagrama de Flujo de Este ProcesoDocumento13 páginasPreparación de La Mezcla Elabore El Diagrama de Flujo de Este ProcesoJuan Carlos Melendez OvallesAún no hay calificaciones
- Tesis Doctoral - Parte10Documento4 páginasTesis Doctoral - Parte10vahor5Aún no hay calificaciones
- CajaDocumento4 páginasCajaRodolfo RiquelmeAún no hay calificaciones
- Recetario para Olla de Cocimiento Lento: Cinco ingredientes o menos: Olla de barroDe EverandRecetario para Olla de Cocimiento Lento: Cinco ingredientes o menos: Olla de barroAún no hay calificaciones
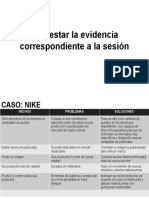
- Evidencia Caso de Estudio NikeDocumento2 páginasEvidencia Caso de Estudio NikeRolando Walle GarciaAún no hay calificaciones
- Control EstadísticoDocumento2 páginasControl EstadísticoRolando Walle GarciaAún no hay calificaciones
- Actividad 3, PracticaDocumento9 páginasActividad 3, PracticaRolando Walle GarciaAún no hay calificaciones
- Comunicado 009 Medicion Pobreza 2020Documento40 páginasComunicado 009 Medicion Pobreza 2020Rolando Walle GarciaAún no hay calificaciones
- Actividad 3, Practica-1Documento6 páginasActividad 3, Practica-1Rolando Walle GarciaAún no hay calificaciones
- Actividad 3, PracticaDocumento9 páginasActividad 3, PracticaRolando Walle GarciaAún no hay calificaciones
- Invacion de UcraniaDocumento4 páginasInvacion de UcraniaRolando Walle GarciaAún no hay calificaciones
- NegociacionesDocumento5 páginasNegociacionesRolando Walle GarciaAún no hay calificaciones
- Programa (Recuperado Automáticamente)Documento3 páginasPrograma (Recuperado Automáticamente)Rolando Walle GarciaAún no hay calificaciones
- Copa Del MundoDocumento3 páginasCopa Del MundoRolando Walle GarciaAún no hay calificaciones
- Animales RarosDocumento2 páginasAnimales RarosRolando Walle GarciaAún no hay calificaciones
- DeforestacionDocumento2 páginasDeforestacionRolando Walle GarciaAún no hay calificaciones
- SednaDocumento3 páginasSednaRolando Walle GarciaAún no hay calificaciones
- Incendio ForestalDocumento5 páginasIncendio ForestalRolando Walle GarciaAún no hay calificaciones
- Corales y Su Cambio ClimaticoDocumento2 páginasCorales y Su Cambio ClimaticoRolando Walle GarciaAún no hay calificaciones
- Lluvia AcidaDocumento1 páginaLluvia AcidaRolando Walle GarciaAún no hay calificaciones
- Mariposa MonarcaDocumento3 páginasMariposa MonarcaRolando Walle GarciaAún no hay calificaciones
- Qué Es Un DesiertoDocumento2 páginasQué Es Un DesiertoRolando Walle GarciaAún no hay calificaciones