También podría gustarte
- Manual de producción de tomate bajo invernaderoDe EverandManual de producción de tomate bajo invernaderoCalificación: 3.5 de 5 estrellas3.5/5 (2)
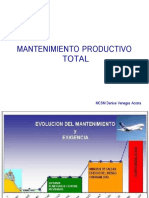
- Mantenimiento Productivo Total: MCSM Denise Venegas AcostaDocumento45 páginasMantenimiento Productivo Total: MCSM Denise Venegas AcostaLUFFY 777Aún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- TPMDocumento39 páginasTPMClaudia OcañaAún no hay calificaciones
- Matriz AMFEDocumento9 páginasMatriz AMFEDeyvit CarlosAún no hay calificaciones
- 02 Mejora OrientadaDocumento12 páginas02 Mejora OrientadaMaikol AlexanderAún no hay calificaciones
- 5 - Analisis de CriticidadDocumento58 páginas5 - Analisis de CriticidadJuan Rojas100% (1)
- Lcad Lcad-505 Ejercicio T002Documento2 páginasLcad Lcad-505 Ejercicio T002Christian ObandoAún no hay calificaciones
- Just in Time FinalDocumento15 páginasJust in Time FinalJean Karlo Catalan DavilaAún no hay calificaciones
- Semana 3 - TPMDocumento43 páginasSemana 3 - TPMeduardo quispeAún no hay calificaciones
- TPM Tesis Empresa Pernos y TuercasDocumento71 páginasTPM Tesis Empresa Pernos y TuercasFrancis ParedesAún no hay calificaciones
- Sistemas de Mantenimiento Productivo Total (MPT)Documento28 páginasSistemas de Mantenimiento Productivo Total (MPT)Luz Gabriela Romo ManzanoAún no hay calificaciones
- TPMDocumento57 páginasTPMEmily Ventura100% (2)
- 4.2 Las-6-Grandes-PerdidasDocumento12 páginas4.2 Las-6-Grandes-PerdidasAlejandro HernandezAún no hay calificaciones
- Justo A TiempoDocumento26 páginasJusto A TiempoMaria Hurtado RoblesAún no hay calificaciones
- Unidad 4 MantenimientoDocumento110 páginasUnidad 4 MantenimientoJesus GomezAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Miriam RosarioAún no hay calificaciones
- 2018-II IMySI-Semana 5 Unidad 5-TPMDocumento65 páginas2018-II IMySI-Semana 5 Unidad 5-TPMalonsito6031Aún no hay calificaciones
- Exp-Justo A TiempoDocumento20 páginasExp-Justo A TiempoMarithHa LoPez100% (1)
- Tecnicas de Gestión - TPM: Mg. Ing. Adelmo Ramos MartínezDocumento19 páginasTecnicas de Gestión - TPM: Mg. Ing. Adelmo Ramos MartínezALARCON MAURICIO JORGE SEBASTIANAún no hay calificaciones
- Ingenieria de MantenimientoDocumento23 páginasIngenieria de MantenimientoAngelica Cueva FuentesAún no hay calificaciones
- Casos de Éxito - Lean ManufacturingDocumento33 páginasCasos de Éxito - Lean ManufacturingCarmelo Hurtado BerrocalAún no hay calificaciones
- Administración Del MantenimientoDocumento9 páginasAdministración Del MantenimientoEder MoralesAún no hay calificaciones
- Sima MPDocumento29 páginasSima MPizka.biAún no hay calificaciones
- 8.mantenimiento PreventivoDocumento11 páginas8.mantenimiento PreventivoMaria AdelaAún no hay calificaciones
- Manual de TPM Cetys - JVODocumento93 páginasManual de TPM Cetys - JVOAndy AcostaAún no hay calificaciones
- Just in TimeDocumento49 páginasJust in TimeAnabella Marycarmen Cuba VillanuevaAún no hay calificaciones
- Semana 3 - TPMDocumento26 páginasSemana 3 - TPMpastrana.richarAún no hay calificaciones
- Just in TimeDocumento6 páginasJust in TimeJuan Matias CastilloAún no hay calificaciones
- Expocicón Del TPMDocumento19 páginasExpocicón Del TPMKaren SalmonAún no hay calificaciones
- Nelson Fernandez Control Nº4Documento10 páginasNelson Fernandez Control Nº4Fernando Berrios VargasAún no hay calificaciones
- Eficiencia en Procesos ProductivosDocumento25 páginasEficiencia en Procesos ProductivosMaria AguilarAún no hay calificaciones
- TPM Mantenimiento Productivo TotalDocumento18 páginasTPM Mantenimiento Productivo TotalAndrey Fernandez Rivera100% (1)
- CAPDo 2Documento106 páginasCAPDo 2RiichArd GutiieRrezAún no hay calificaciones
- Mantenimiento Productivo Total - TPMDocumento19 páginasMantenimiento Productivo Total - TPMJainer Antonio Cera MercadoAún no hay calificaciones
- El Analisis de Aceite Como Una Herramienta de Mtto.Documento43 páginasEl Analisis de Aceite Como Una Herramienta de Mtto.Alex TacuriAún no hay calificaciones
- Monografia de OeeDocumento11 páginasMonografia de OeeAnibal Miranda GarzonAún no hay calificaciones
- TPM para Mandos Intermedios de FábricaDocumento182 páginasTPM para Mandos Intermedios de FábricaPamela Mejicanos100% (1)
- TPM Mandos MediosDocumento156 páginasTPM Mandos MediosJefferson Vargas Bellido100% (1)
- LAS 6 GRANDES PÉRDIDAS EN LOS EQUIPOS - FinDocumento16 páginasLAS 6 GRANDES PÉRDIDAS EN LOS EQUIPOS - FinMilagros GutierrezAún no hay calificaciones
- TPM PresentaciónDocumento24 páginasTPM PresentaciónjohanAún no hay calificaciones
- Segunda Entrega Del Tren SenatiDocumento12 páginasSegunda Entrega Del Tren SenatiCristian Falcon B46Aún no hay calificaciones
- W1 Huaman Tap Li C2Documento24 páginasW1 Huaman Tap Li C2..........................Aún no hay calificaciones
- Fallas y Modos de Falla PDFDocumento24 páginasFallas y Modos de Falla PDF1968ca100% (1)
- Formación de Facilitadores TPMDocumento319 páginasFormación de Facilitadores TPMDiego Jose Rojas Villalba100% (1)
- Martes 14Documento56 páginasMartes 14juan llaguelAún no hay calificaciones
- Mantenimiento AutonomoDocumento14 páginasMantenimiento AutonomoLuis Humberto PadrónAún no hay calificaciones
- Semana 06 - Elementos SIGDocumento20 páginasSemana 06 - Elementos SIGLUZGARDANINAAún no hay calificaciones
- GM 16 - Eficiencia Global Del Equipo - OeeDocumento17 páginasGM 16 - Eficiencia Global Del Equipo - OeeALARCON MAURICIO JORGE SEBASTIANAún no hay calificaciones
- Mantenimiento de CalidadDocumento34 páginasMantenimiento de Calidadelian112Aún no hay calificaciones
- Eficiencia en Procesos ProductivosDocumento25 páginasEficiencia en Procesos ProductivosalviAún no hay calificaciones
- Gerencia de Produccion Tema 3 Jit - MRPDocumento58 páginasGerencia de Produccion Tema 3 Jit - MRPJuana DudamelAún no hay calificaciones
- SEM 14 - Estrategías de MantenimientoDocumento65 páginasSEM 14 - Estrategías de MantenimientoFabiola EstradaAún no hay calificaciones
- Como Se Reducen Las 6 Grandes PerdidasDocumento14 páginasComo Se Reducen Las 6 Grandes PerdidasMaritza JackAún no hay calificaciones
- Proyectos - Mejora - Continua - Mantenimiento - Molinos - 26-11-2020 (Autoguardado)Documento25 páginasProyectos - Mejora - Continua - Mantenimiento - Molinos - 26-11-2020 (Autoguardado)rmcbAún no hay calificaciones
- Operador Melamina (18nov2015) Definit (TerminacionDocumento4 páginasOperador Melamina (18nov2015) Definit (TerminacionIvana CabezaAún no hay calificaciones
- 3.2 Las 6 Grandes PerdidasDocumento17 páginas3.2 Las 6 Grandes PerdidasNeo Hernandez Lopez100% (1)
- 1.respuesrta Rapida Planta DespliegueDocumento38 páginas1.respuesrta Rapida Planta DespliegueNELSON CRUZAún no hay calificaciones
- Tarea 1 Modelo Básico de Gestión - Grupo 03Documento7 páginasTarea 1 Modelo Básico de Gestión - Grupo 03Jerson Estela SaldañaAún no hay calificaciones
- Costo BeneficioDocumento19 páginasCosto BeneficioCristian Daniel Navarro MontañezAún no hay calificaciones
- 2 1 3+Costo+CapitalizadoDocumento35 páginas2 1 3+Costo+CapitalizadoCristian Daniel Navarro MontañezAún no hay calificaciones
- Leo (Trabajo Final)Documento9 páginasLeo (Trabajo Final)Cristian Daniel Navarro MontañezAún no hay calificaciones
- Simulacion PresentacionDocumento12 páginasSimulacion PresentacionCristian Daniel Navarro MontañezAún no hay calificaciones
- 4.2 Costos Por ProcesoDocumento6 páginas4.2 Costos Por ProcesoCristian Daniel Navarro MontañezAún no hay calificaciones
- Expo SimuDocumento13 páginasExpo SimuCristian Daniel Navarro MontañezAún no hay calificaciones
- Transportey Logstica Internacional 2019Documento51 páginasTransportey Logstica Internacional 2019Cristian Daniel Navarro MontañezAún no hay calificaciones
- 4.2 Throughput, Inversion, Gastos OperativosDocumento25 páginas4.2 Throughput, Inversion, Gastos OperativosCristian Daniel Navarro MontañezAún no hay calificaciones
- Analisis de Modo de Falla y EfectoDocumento11 páginasAnalisis de Modo de Falla y EfectoCristian Daniel Navarro Montañez100% (1)
- 3.1 SmedDocumento12 páginas3.1 SmedCristian Daniel Navarro MontañezAún no hay calificaciones
- Perfil y Control de Una AuditoriaDocumento21 páginasPerfil y Control de Una AuditoriaCristian Daniel Navarro MontañezAún no hay calificaciones
- Comunicaciones Seguras SSHDocumento35 páginasComunicaciones Seguras SSHPa MenAún no hay calificaciones
- Infografia de ContabilidadDocumento2 páginasInfografia de ContabilidadCarlos GallinarAún no hay calificaciones
- La Teoría de TegmarkDocumento23 páginasLa Teoría de TegmarkJAVIER DE LUCAS100% (2)
- Ges EmpresarialDocumento2 páginasGes EmpresarialMarlon AlbanAún no hay calificaciones
- Diferencias Entre Paradigma Teorias Enfoques y Modelos Cuadro ComparativoDocumento7 páginasDiferencias Entre Paradigma Teorias Enfoques y Modelos Cuadro ComparativoFanny DuffAún no hay calificaciones
- Tarea 3 Geografia FisicaDocumento6 páginasTarea 3 Geografia FisicaLuis veloz50% (2)
- Estrategias para La Planificación Docente en Educación Inicial "A" y "B"Documento425 páginasEstrategias para La Planificación Docente en Educación Inicial "A" y "B"andreinaAún no hay calificaciones
- Caso Práctico, Familias MultiproblemáticasDocumento7 páginasCaso Práctico, Familias Multiproblemáticasmaria montanya hurtado montesAún no hay calificaciones
- Filosofia ModernaDocumento32 páginasFilosofia ModernaFranklyn Joel G. OrtizAún no hay calificaciones
- VT Nanomedicina EiaDocumento107 páginasVT Nanomedicina Eiaehid100% (1)
- Investigacion No.1 Programacion Orientada A Objetos. (18600209) (18600200)Documento18 páginasInvestigacion No.1 Programacion Orientada A Objetos. (18600209) (18600200)Mara Leal RuízAún no hay calificaciones
- Trabajo Derecho Mercantil GRUPO 2Documento14 páginasTrabajo Derecho Mercantil GRUPO 2Janette RiosAún no hay calificaciones
- Grupo de Actividades Regimen Simple de TributacionDocumento21 páginasGrupo de Actividades Regimen Simple de Tributacionpasajes m&a serviceAún no hay calificaciones
- Sistemas Neumaticos y OleohidraulicosDocumento84 páginasSistemas Neumaticos y OleohidraulicosKevin Siavichay100% (2)
- Tarea 1Documento12 páginasTarea 1Kevin ArroyoAún no hay calificaciones
- Hoja de Seguridad Soda CausticaDocumento14 páginasHoja de Seguridad Soda CausticaMauricio vascoAún no hay calificaciones
- La Magnifica Civilizacion MayaDocumento6 páginasLa Magnifica Civilizacion MayaM MAún no hay calificaciones
- Era ArqueozoicaDocumento6 páginasEra ArqueozoicaAlexa CastroAún no hay calificaciones
- RectaDocumento13 páginasRectaCARLOS BERNARDO CAMACHO RIMACHIAún no hay calificaciones
- Trastornos AutoinmunitariosDocumento4 páginasTrastornos AutoinmunitariosIsnely MendozaAún no hay calificaciones
- Fra - Ov94-8585-Camara de Comercio BogotaDocumento1 páginaFra - Ov94-8585-Camara de Comercio BogotaJOHANNA VARGASAún no hay calificaciones
- Contratos ImnominadosDocumento1 páginaContratos ImnominadosArón SánchezAún no hay calificaciones
- Primer Grado U2 s14Documento4 páginasPrimer Grado U2 s14Rosaria Ponce GonzalesAún no hay calificaciones
- Guia de Marketing Digital para GimnasiosDocumento22 páginasGuia de Marketing Digital para GimnasiosBlanca VLAún no hay calificaciones
- Protocolo Brotes Enfermedades Inmunoprevenible HCBDocumento24 páginasProtocolo Brotes Enfermedades Inmunoprevenible HCBYazmin SánchezAún no hay calificaciones
- 2 ADQUISICION DE IMPLEMENTOS DE SEG. PARA PERSONAL OBRERO OkDocumento8 páginas2 ADQUISICION DE IMPLEMENTOS DE SEG. PARA PERSONAL OBRERO OkGADIDUNIA PFOCCORI CHOQQUEAún no hay calificaciones
- Sesion 2 Eda 5Documento4 páginasSesion 2 Eda 5Bony Milagritos Helguero VasquezAún no hay calificaciones
- Carta Sin EsperanzaDocumento1 páginaCarta Sin EsperanzaApostoldelareligiónteocratade BascuAún no hay calificaciones
- Magia y BrujeríaDocumento6 páginasMagia y BrujeríaSonia Vidal SanzanaAún no hay calificaciones
- Lean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesDe EverandLean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesCalificación: 4 de 5 estrellas4/5 (8)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanCalificación: 5 de 5 estrellas5/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- JavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptDe EverandJavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptCalificación: 3 de 5 estrellas3/5 (5)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Bases de datos relacionales y modelado de datos. IFCT0310De EverandBases de datos relacionales y modelado de datos. IFCT0310Aún no hay calificaciones
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Diseño de producción para pantalla: Storytelling visual en el cine y la televisiónDe EverandDiseño de producción para pantalla: Storytelling visual en el cine y la televisiónAún no hay calificaciones
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Aprender Docker, un enfoque prácticoDe EverandAprender Docker, un enfoque prácticoCalificación: 5 de 5 estrellas5/5 (3)
- Criptografía sin secretos con Python: Spyware/Programa espíaDe EverandCriptografía sin secretos con Python: Spyware/Programa espíaCalificación: 5 de 5 estrellas5/5 (4)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Lean Analytics: La Guía Definitiva para la Tendencia Ágil de Analítica, Analítica Avanzada, y Ciencia de Datos para Crear Startups Superiores y Dirigir EmpresasDe EverandLean Analytics: La Guía Definitiva para la Tendencia Ágil de Analítica, Analítica Avanzada, y Ciencia de Datos para Crear Startups Superiores y Dirigir EmpresasCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Big data: La revolución de los datos masivosDe EverandBig data: La revolución de los datos masivosCalificación: 3.5 de 5 estrellas3.5/5 (124)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)