También podría gustarte
- Soldadura Mig-Mag y TigDocumento29 páginasSoldadura Mig-Mag y TigSebastian de la ColinaAún no hay calificaciones
- Informe 03 GutsDocumento16 páginasInforme 03 GutsGustavoAún no hay calificaciones
- Tig DiapositivasDocumento100 páginasTig DiapositivasJuan Francisco Plaza100% (1)
- Soldadura MigDocumento3 páginasSoldadura MigCRISTHIAN PIERR PAUSIC BAZALARAún no hay calificaciones
- Alambres Utilizados Con Soldadura MIGDocumento4 páginasAlambres Utilizados Con Soldadura MIGthordeasgard100% (1)
- Ensayo Soldadura GTAW 2Documento12 páginasEnsayo Soldadura GTAW 2Alex GonzálezAún no hay calificaciones
- Soldadura de Gas InerteDocumento13 páginasSoldadura de Gas InerteJose Gustavo Cedeño AAún no hay calificaciones
- Electrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWDocumento15 páginasElectrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWdavidAún no hay calificaciones
- Procesos de Soldadura2Documento7 páginasProcesos de Soldadura2Kevin MoralesAún no hay calificaciones
- NORMA AWS A5 ELECTRODOSDocumento4 páginasNORMA AWS A5 ELECTRODOSCristian Joaquin ZegarraAún no hay calificaciones
- Sistema Mig PDFDocumento7 páginasSistema Mig PDFBrahyan Contreras MesiasAún no hay calificaciones
- SOLDADURADocumento14 páginasSOLDADURAGonzalo NicoliAún no hay calificaciones
- Trabajo Monografico Soldaduras y ElectrodosDocumento8 páginasTrabajo Monografico Soldaduras y ElectrodosKhenyi Clemente ChahuayoAún no hay calificaciones
- Soldadura 4Documento5 páginasSoldadura 4Joan Stiven Sarmiento ForeroAún no hay calificaciones
- Informe GmawDocumento11 páginasInforme GmawMiguel Ángel Roque VasquezAún no hay calificaciones
- Informe Proyecto FinalDocumento11 páginasInforme Proyecto FinalGaby Martinez100% (1)
- Soldadura 4Documento5 páginasSoldadura 4Joan Stiven Sarmiento ForeroAún no hay calificaciones
- Resumen Exposicion Carrocerias IIIDocumento8 páginasResumen Exposicion Carrocerias IIIBenjamin PinedoAún no hay calificaciones
- Hilos SoldaduraDocumento2 páginasHilos SoldaduraJorgeAún no hay calificaciones
- Proceso Soldadura GMAWDocumento33 páginasProceso Soldadura GMAWMario Solis100% (3)
- Qué Tipo de Soldadura Se Utiliza para Acero InoxidableDocumento6 páginasQué Tipo de Soldadura Se Utiliza para Acero InoxidableAlexander Meneses de los SantosAún no hay calificaciones
- Introduccion A La SoldaduraDocumento28 páginasIntroduccion A La SoldaduraBriggitte Stephany Ortiz SanchezAún no hay calificaciones
- Soldadura GMAWDocumento5 páginasSoldadura GMAWCristian Pluto ZpidAún no hay calificaciones
- SoldadurasDocumento11 páginasSoldadurasAmboise CarloAún no hay calificaciones
- Trabajo de Investigacion - Electrodos RevestidosDocumento4 páginasTrabajo de Investigacion - Electrodos RevestidosCuervo HrafnagodAún no hay calificaciones
- Material de Aporte GmawDocumento9 páginasMaterial de Aporte GmawAlex GonzálezAún no hay calificaciones
- SkereDocumento10 páginasSkereJean Aymar Aquino naupariAún no hay calificaciones
- 09 Soldadura IIDocumento23 páginas09 Soldadura IIPaipa LdeAún no hay calificaciones
- Diseño de estructuras soldadas TIGDocumento29 páginasDiseño de estructuras soldadas TIGEnrique Escobar LozanoAún no hay calificaciones
- FCAWDocumento8 páginasFCAWMaritza100% (1)
- Soldar aluminio al acero: insertos bimetálicos y revestimientosDocumento8 páginasSoldar aluminio al acero: insertos bimetálicos y revestimientosDiego IporreAún no hay calificaciones
- Procesos de Soldadura PDFDocumento37 páginasProcesos de Soldadura PDFfernando100% (1)
- 1234RTGHDocumento44 páginas1234RTGHpiñeiro prez brandonAún no hay calificaciones
- TecnologiaDocumento10 páginasTecnologiasacdaAún no hay calificaciones
- Actividad #16Documento3 páginasActividad #16Blanca Ochoa LagardaAún no hay calificaciones
- Trabajo de SoldaduraDocumento18 páginasTrabajo de SoldaduraFrancisco ArancibiaAún no hay calificaciones
- Sold. MigmagDocumento15 páginasSold. MigmagGustavo HermosillaAún no hay calificaciones
- Exposicion Soldadura Grupo 8Documento44 páginasExposicion Soldadura Grupo 8Christian Camilo Carvajal CastroAún no hay calificaciones
- ElectrodosDocumento12 páginasElectrodosGabriel OrtegaAún no hay calificaciones
- Proceso SMAW Soldadura Electrodo RevestidoDocumento6 páginasProceso SMAW Soldadura Electrodo RevestidoIsrael IsraAún no hay calificaciones
- Soldadura MigDocumento5 páginasSoldadura MigALFREDO NINA NINAAún no hay calificaciones
- Proceso de Soldadura GmawDocumento33 páginasProceso de Soldadura GmawHugo Ferro CuellarAún no hay calificaciones
- Guía de EjerciciosDocumento21 páginasGuía de EjerciciosJusto Estanislao Pérez Castillo100% (3)
- Sistemas de SoldaduraDocumento82 páginasSistemas de SoldaduraLeonel RubioAún no hay calificaciones
- Soldadura - Diego SalinasDocumento21 páginasSoldadura - Diego SalinasMishelAún no hay calificaciones
- GMAW MAG TIG SAW Procesos de SoldaduraDocumento56 páginasGMAW MAG TIG SAW Procesos de SoldaduraMiguelAngelGarciaAún no hay calificaciones
- Tecnologías de Unión- Tema 8 -Introducción Al Soldeo Por Arco Protegido-Gases de ProtecciónDocumento11 páginasTecnologías de Unión- Tema 8 -Introducción Al Soldeo Por Arco Protegido-Gases de ProtecciónEvander LunaAún no hay calificaciones
- Soldadura Por Arco y TermitaDocumento5 páginasSoldadura Por Arco y TermitaDaniela Y. MadridAún no hay calificaciones
- Proceso de SoldaduraDocumento14 páginasProceso de Soldaduradiomedes mendezAún no hay calificaciones
- Actividad 4.4 Ensamble PermanenteDocumento41 páginasActividad 4.4 Ensamble PermanenteMagaly JácomeAún no hay calificaciones
- Arco Sumergido (SAW)Documento22 páginasArco Sumergido (SAW)Italo Esquivel VeraAún no hay calificaciones
- Guía de Soldadura Mig-MagDocumento6 páginasGuía de Soldadura Mig-Magmnmc12Aún no hay calificaciones
- Definición de Soldadura MigDocumento16 páginasDefinición de Soldadura MigPaola100% (2)
- Proceso de SoldadraDocumento16 páginasProceso de SoldadraAlvaro RamirezAún no hay calificaciones
- Uniones mecánicas y soldaduras en máquinasDocumento28 páginasUniones mecánicas y soldaduras en máquinasSusana TorresAún no hay calificaciones
- Proceso MigDocumento8 páginasProceso MigAnnie PailiachoAún no hay calificaciones
- Electrodos Utilizados en El Proceso GMAWDocumento8 páginasElectrodos Utilizados en El Proceso GMAWFAUSTO CARDENAS100% (1)
- Soldadura Es Un Procedimiento Por El Cual Dos o Más Piezas de Metal Se Unen Por Aplicación de CalorDocumento12 páginasSoldadura Es Un Procedimiento Por El Cual Dos o Más Piezas de Metal Se Unen Por Aplicación de CalorRhandy VizcayaAún no hay calificaciones
- Soldadura Por Arco de Metal y Gas (Gmaw)Documento10 páginasSoldadura Por Arco de Metal y Gas (Gmaw)Jackeline Mary Macedo CondoriAún no hay calificaciones
- Ensayo Final Los Jovenes y El VotoDocumento5 páginasEnsayo Final Los Jovenes y El Votofrancko loredoAún no hay calificaciones
- El Ciclo de Deming, Planear-hacer-Verificar-ActuarDocumento18 páginasEl Ciclo de Deming, Planear-hacer-Verificar-Actuarfrancko loredoAún no hay calificaciones
- Patrones de Pensamiento en La Enseñanza de Lengua y Literatura Del Concepto A La Respuesta PedagógicaDocumento73 páginasPatrones de Pensamiento en La Enseñanza de Lengua y Literatura Del Concepto A La Respuesta Pedagógicafrancko loredoAún no hay calificaciones
- El Feminismo en México-EnsayoDocumento6 páginasEl Feminismo en México-Ensayofrancko loredoAún no hay calificaciones
- Metodo SimplexDocumento1 páginaMetodo Simplexfrancko loredoAún no hay calificaciones
- 3.1 Concepto y Funcion de Las Relaciones Publicas - Eq.2Documento16 páginas3.1 Concepto y Funcion de Las Relaciones Publicas - Eq.2francko loredoAún no hay calificaciones
- U2.Eq2.Planeación Como Función AdministrativapresuDocumento37 páginasU2.Eq2.Planeación Como Función Administrativapresufrancko loredoAún no hay calificaciones
- Ley de Biot y SavartDocumento13 páginasLey de Biot y Savartfrancko loredoAún no hay calificaciones
- Actividad PenduloDocumento9 páginasActividad Pendulofrancko loredoAún no hay calificaciones
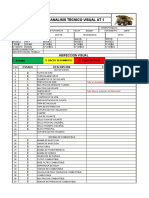
- Formulario AT1 - 793FDocumento6 páginasFormulario AT1 - 793FIsrael mirandaAún no hay calificaciones
- Van Der GraffDocumento10 páginasVan Der GraffToledo Ramírez Sandra SofiaAún no hay calificaciones
- Diseño de sistema contraincendios taller automotrizDocumento73 páginasDiseño de sistema contraincendios taller automotrizDennis Omar Lecca RamírezAún no hay calificaciones
- Análisis DimensionalDocumento5 páginasAnálisis DimensionalGregory Yoel SilvaAún no hay calificaciones
- Informe 4 - Circuitos Electricos K, C, JDocumento7 páginasInforme 4 - Circuitos Electricos K, C, JOscar Enrique Lopez MontañoAún no hay calificaciones
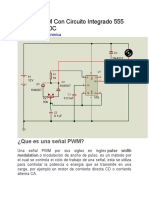
- Control PWM de motor DC con CI 555Documento9 páginasControl PWM de motor DC con CI 555José Manuel Abarca MAún no hay calificaciones
- Solicitud Avaluo InfonavitDocumento2 páginasSolicitud Avaluo InfonavitLeticia Guzman OrtegaAún no hay calificaciones
- Informe BombaDocumento11 páginasInforme BombaSergio Delgado EscobedoAún no hay calificaciones
- Clase 6. Transferencia de CalorDocumento19 páginasClase 6. Transferencia de CalorStacy Horna AnguloAún no hay calificaciones
- Vista Lateral Celda de Protección Seccionador en Sf6Documento1 páginaVista Lateral Celda de Protección Seccionador en Sf6PEDRO COBEÑASAún no hay calificaciones
- Wellcap Nivel IIIDocumento472 páginasWellcap Nivel IIIGuadalupe Jose Ramirez SiasAún no hay calificaciones
- Energía Electrica ActividadDocumento6 páginasEnergía Electrica ActividadSefhany Pierina Castillo CortezAún no hay calificaciones
- Avería en Audi A3 Common RailDocumento4 páginasAvería en Audi A3 Common RailMigautoymasAún no hay calificaciones
- Formación profesional dual en mecánica de maquinaria pesadaDocumento21 páginasFormación profesional dual en mecánica de maquinaria pesadaEduard MercadoAún no hay calificaciones
- Eiam U2 A1.foroDocumento2 páginasEiam U2 A1.foroSonia MerazAún no hay calificaciones
- Ejercicio 1Documento7 páginasEjercicio 1Ayme Veronica Santistebam DíazAún no hay calificaciones
- Sistemas Auxiliares Del Motor. Libro Reyes de EspañaDocumento632 páginasSistemas Auxiliares Del Motor. Libro Reyes de EspañaMatias Marquez ReyAún no hay calificaciones
- Química - Ejercicios ResueltosDocumento98 páginasQuímica - Ejercicios ResueltosLuis junior Castillo santamariaAún no hay calificaciones
- Sector SecundarioDocumento15 páginasSector SecundarioGabriel Cabezas EscobarAún no hay calificaciones
- Contaminacion AtmosfericaDocumento11 páginasContaminacion AtmosfericaClaudia Suarez CordovaAún no hay calificaciones
- Prob466lema N°1 Del DESTIt355LNARIADocumento8 páginasProb466lema N°1 Del DESTIt355LNARIAYEFERSON RAMIREZ OSCCOAún no hay calificaciones
- Diseño Instalación Sala de Rayos XDocumento11 páginasDiseño Instalación Sala de Rayos XMónica Delgado GalánAún no hay calificaciones
- Datos Generales: CÓDIGO: SGC - DI.321 VERSIÓN: 1.3 Fecha Última Revisión: 23/09/14Documento5 páginasDatos Generales: CÓDIGO: SGC - DI.321 VERSIÓN: 1.3 Fecha Última Revisión: 23/09/14MAIRALYS PAOLA CAMACHO POLANCOAún no hay calificaciones
- InsolacionDocumento11 páginasInsolacionAlexander Piña YuliAún no hay calificaciones
- Memoria DescriptivaDocumento53 páginasMemoria DescriptivaAntonio SanchezAún no hay calificaciones
- Beneficios del reciclajeDocumento2 páginasBeneficios del reciclajeEileenAún no hay calificaciones
- LIMPIEZA DE CARGA CON SCOOPTRAMDocumento4 páginasLIMPIEZA DE CARGA CON SCOOPTRAMTeodocio Taipe de la CruzAún no hay calificaciones
- 1°aa-Equipos - Sistemas 2022Documento24 páginas1°aa-Equipos - Sistemas 2022Jimena TrumperAún no hay calificaciones
- Test Pasión Misión Sentido.Documento1 páginaTest Pasión Misión Sentido.santiago roseroAún no hay calificaciones
- Análisis teórico y experimental de la máquina amplidinaDocumento27 páginasAnálisis teórico y experimental de la máquina amplidinaMarco RafaelAún no hay calificaciones