También podría gustarte
- Soldadura MigDocumento6 páginasSoldadura MigGINA TATIANA ESTRADA CALVAAún no hay calificaciones
- Soldadura MigDocumento7 páginasSoldadura Migjeancarla fernandezAún no hay calificaciones
- Soldadura: Procesos y Aplicaciones IndustrialesDocumento6 páginasSoldadura: Procesos y Aplicaciones IndustrialesJeison MoraAún no hay calificaciones
- Soldadura Mig Mag - Ultimo InformeDocumento33 páginasSoldadura Mig Mag - Ultimo Informexiomalexandra18Aún no hay calificaciones
- Soldadura Por Arco Mic y Tig TerminadoDocumento21 páginasSoldadura Por Arco Mic y Tig TerminadoRaul Ivan RodriguezAún no hay calificaciones
- Tecnologías de Unión- tema 10 -Soldeo MIG-MAG-soldeo con alambre tubularDocumento14 páginasTecnologías de Unión- tema 10 -Soldeo MIG-MAG-soldeo con alambre tubularEvander LunaAún no hay calificaciones
- 08 Soldadura Mig-Mag - TigDocumento20 páginas08 Soldadura Mig-Mag - TigDanilo Andre LuqueAún no hay calificaciones
- Soldaduras especiales y sus procesosDocumento17 páginasSoldaduras especiales y sus procesosJesus Alejandro Velandia MarquinaAún no hay calificaciones
- Metalisteria 1Documento18 páginasMetalisteria 1JUAN ESTEBAN RIOSAún no hay calificaciones
- TecnologiaDocumento10 páginasTecnologiasacdaAún no hay calificaciones
- Fabricacion CuestionarioDocumento14 páginasFabricacion CuestionarioRelvin ColónAún no hay calificaciones
- Manufactura Experimental #4 Grupo 7Documento11 páginasManufactura Experimental #4 Grupo 7Fernando GutiérrezAún no hay calificaciones
- SoldaruraDocumento13 páginasSoldaruraJeferson RiveraAún no hay calificaciones
- Soldadura MIGDocumento3 páginasSoldadura MIGgwpinedaAún no hay calificaciones
- Manual Vendedor de EquiposDocumento14 páginasManual Vendedor de EquiposRafael VarelesAún no hay calificaciones
- Procesos de SoldaduraDocumento11 páginasProcesos de SoldaduraAlejandro Garcia martinezAún no hay calificaciones
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldaduraRodrigo Alejandro Callejas SantoroAún no hay calificaciones
- Um-Informe de Laboratio Procesod de Soldadura MigDocumento20 páginasUm-Informe de Laboratio Procesod de Soldadura MigJuan Pablo Sandoval PérezAún no hay calificaciones
- Soldadura Por Arco Eléctrico Con Alambre Sólido y GasDocumento12 páginasSoldadura Por Arco Eléctrico Con Alambre Sólido y GasLumi VizcayaAún no hay calificaciones
- Procesos de SoldaduraDocumento3 páginasProcesos de Soldaduraneyrabotello136Aún no hay calificaciones
- Historia Del Mig MagDocumento5 páginasHistoria Del Mig Magcristhian arroyoAún no hay calificaciones
- Definición de Soldadura MigDocumento16 páginasDefinición de Soldadura MigPaola100% (2)
- Mig MagDocumento9 páginasMig MagPablo SolizAún no hay calificaciones
- Sold. MigmagDocumento15 páginasSold. MigmagGustavo HermosillaAún no hay calificaciones
- Soldadura MIG & TIGDocumento16 páginasSoldadura MIG & TIGYackelineGalvezRamosAún no hay calificaciones
- Soldadura MIG/MAG: Proceso de soldadura eléctrica protegida con gasDocumento9 páginasSoldadura MIG/MAG: Proceso de soldadura eléctrica protegida con gasOruz DraxAún no hay calificaciones
- Procesos de Soldadura SMAW GMAW TIGDocumento19 páginasProcesos de Soldadura SMAW GMAW TIGabimael abimaelAún no hay calificaciones
- Soldadura - Diego SalinasDocumento21 páginasSoldadura - Diego SalinasMishelAún no hay calificaciones
- Instituto Tecnologico Santa CruzDocumento25 páginasInstituto Tecnologico Santa CruzEdwin RocaAún no hay calificaciones
- Citogenetica Humana (Citogenetica Humana)Documento8 páginasCitogenetica Humana (Citogenetica Humana)Cinthia ricalesAún no hay calificaciones
- Tipos de SoldaduraDocumento7 páginasTipos de Soldadurarossytigresa22Aún no hay calificaciones
- GMAWDocumento8 páginasGMAWeduardo pulidoAún no hay calificaciones
- Charla Tec MecDocumento9 páginasCharla Tec MecBruno BrunoaleemAún no hay calificaciones
- Foro de Soldadura Por Arco ElectricoDocumento5 páginasForo de Soldadura Por Arco ElectricoCinthia ricalesAún no hay calificaciones
- SoldaduraDocumento19 páginasSoldaduraAlondra Delgado BarretoAún no hay calificaciones
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldaduraJohn RomeroAún no hay calificaciones
- Ensayo Soldadura GTAW 2Documento12 páginasEnsayo Soldadura GTAW 2Alex GonzálezAún no hay calificaciones
- Trabajo Grupal de SoldaduraDocumento9 páginasTrabajo Grupal de SoldaduraLuis ApazaAún no hay calificaciones
- Procesos de Soldadura2Documento7 páginasProcesos de Soldadura2Kevin MoralesAún no hay calificaciones
- Cuestionario Mig MagDocumento3 páginasCuestionario Mig MagSHEYLA MARITZA CCAPA CHOQUEAún no hay calificaciones
- Soldaduras - Rodríguez Guzmán José AndrésDocumento25 páginasSoldaduras - Rodríguez Guzmán José AndrésJose Andres Rodriguez GuzmanAún no hay calificaciones
- Informe Prevención de RiesgosDocumento25 páginasInforme Prevención de RiesgosEnrique VasquezAún no hay calificaciones
- Defectos en soldaduras MIG-MAG-TIGDocumento4 páginasDefectos en soldaduras MIG-MAG-TIGmilwarcitoAún no hay calificaciones
- Proceso SMAW Soldadura Electrodo RevestidoDocumento6 páginasProceso SMAW Soldadura Electrodo RevestidoIsrael IsraAún no hay calificaciones
- Clase Soldadura 3Documento38 páginasClase Soldadura 3Fernando Manuel Avendaño MendozaAún no hay calificaciones
- Soldadura MigDocumento5 páginasSoldadura MigALFREDO NINA NINAAún no hay calificaciones
- Proceso de Soldadura MIGDocumento19 páginasProceso de Soldadura MIGDanny SanchezAún no hay calificaciones
- Tig DiapositivasDocumento100 páginasTig DiapositivasJuan Francisco Plaza100% (1)
- Procesos de SoldaduraDocumento4 páginasProcesos de SoldaduraCRISTIAN MARCO CASTRO LAGUNA100% (1)
- Soldadura MIG 1Documento24 páginasSoldadura MIG 1Cristian ManzanoAún no hay calificaciones
- Marco Teorico MigDocumento7 páginasMarco Teorico Migms 5AAún no hay calificaciones
- Tig Mig MagDocumento8 páginasTig Mig MagIsrael GuerreroAún no hay calificaciones
- Guia Oper TIGDocumento28 páginasGuia Oper TIGLuis Isla ZegarraAún no hay calificaciones
- Soldadura Mig-Mag y TigDocumento29 páginasSoldadura Mig-Mag y TigSebastian de la ColinaAún no hay calificaciones
- Exposicion Soldadura Grupo 8Documento44 páginasExposicion Soldadura Grupo 8Christian Camilo Carvajal CastroAún no hay calificaciones
- Informe 03 GutsDocumento16 páginasInforme 03 GutsGustavoAún no hay calificaciones
- Soldadura MIG MAG..Documento8 páginasSoldadura MIG MAG..Jonathan SpAún no hay calificaciones
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210De EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Aún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Ensayo Carl (Soldadura)Documento6 páginasEnsayo Carl (Soldadura)Amboise CarloAún no hay calificaciones
- Ensayo Carl (Soldadura)Documento6 páginasEnsayo Carl (Soldadura)Amboise CarloAún no hay calificaciones
- EP1 - IME423 (Solución)Documento6 páginasEP1 - IME423 (Solución)Amboise CarloAún no hay calificaciones
- Examen TermoDocumento2 páginasExamen TermoAmboise CarloAún no hay calificaciones
- Mediterranean Shipping CompanyDocumento3 páginasMediterranean Shipping CompanyAmboise CarloAún no hay calificaciones
- Tarea Cap 10Documento2 páginasTarea Cap 10Amboise CarloAún no hay calificaciones
- Caso 11Documento3 páginasCaso 11Amboise CarloAún no hay calificaciones
- Sistema Respirator I oDocumento92 páginasSistema Respirator I oAmboise CarloAún no hay calificaciones
- Ejercicio FelixDocumento3 páginasEjercicio FelixAmboise CarloAún no hay calificaciones
- Trayectoria de Una Partícula Bajo La Acción de Una Fuerza CentralDocumento6 páginasTrayectoria de Una Partícula Bajo La Acción de Una Fuerza CentralAmboise Carlo100% (1)
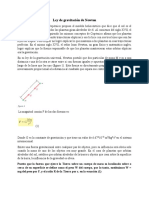
- Ley de Gravitación de NewtonDocumento5 páginasLey de Gravitación de NewtonAmboise CarloAún no hay calificaciones
- Ley de Gravitación de Newton ArregladoDocumento6 páginasLey de Gravitación de Newton ArregladoAmboise CarloAún no hay calificaciones
- Caso 14Documento3 páginasCaso 14Amboise CarloAún no hay calificaciones
- Capitulo 2 Tarea, SupDocumento2 páginasCapitulo 2 Tarea, SupAmboise CarloAún no hay calificaciones
- FormulasDocumento5 páginasFormulasAmboise CarloAún no hay calificaciones
- Capitulo 2 Tarea, SupDocumento2 páginasCapitulo 2 Tarea, SupAmboise CarloAún no hay calificaciones
- Ejercicios y Casos de ComunicacionDocumento3 páginasEjercicios y Casos de ComunicacionAmboise CarloAún no hay calificaciones
- Capitulo 1, Parte 1Documento2 páginasCapitulo 1, Parte 1Amboise CarloAún no hay calificaciones
- Dosificación Hormigón 210Documento10 páginasDosificación Hormigón 210Duglas FernandezAún no hay calificaciones
- Peso de Tubos de AceroDocumento2 páginasPeso de Tubos de AceroarqchinoAún no hay calificaciones
- Clasificación y Tipos de BombasDocumento13 páginasClasificación y Tipos de BombasyaritzaAún no hay calificaciones
- ManualEmergenciaOutlanderPHEV (MITSUBISHI)Documento38 páginasManualEmergenciaOutlanderPHEV (MITSUBISHI)almanzor080Aún no hay calificaciones
- Manual de CalderosDocumento141 páginasManual de Calderosdiegob_2100% (1)
- Metalurgia de PolvosDocumento55 páginasMetalurgia de PolvosValeria S HernándezAún no hay calificaciones
- Procesos de Materiales Sin PerdidaDocumento27 páginasProcesos de Materiales Sin PerdidaDarkSilentor OnpixelsAún no hay calificaciones
- PDFDocumento97 páginasPDFanon_773708249Aún no hay calificaciones
- Renata y la lata parlanchina: cuento sobre el reciclajeDocumento3 páginasRenata y la lata parlanchina: cuento sobre el reciclajePaola Andrea Novoa MoralesAún no hay calificaciones
- 191 Amb O2 PDFDocumento6 páginas191 Amb O2 PDFAntioco LopezAún no hay calificaciones
- Manteniemiento Equipo de Soldadura PDFDocumento42 páginasManteniemiento Equipo de Soldadura PDFErnesto zuñigaAún no hay calificaciones
- Catalogo Excavadora Hidraulica 336dl CaterpillarDocumento28 páginasCatalogo Excavadora Hidraulica 336dl CaterpillarMariana Cuenca82% (11)
- Justificativo - DP - Shigavitrans S.A. 2021 (1) - SignedDocumento9 páginasJustificativo - DP - Shigavitrans S.A. 2021 (1) - SignedopsolutioilsasAún no hay calificaciones
- Estrategica - Caso Resuelto PresselDocumento65 páginasEstrategica - Caso Resuelto PresselElyana MarulandaAún no hay calificaciones
- MÉTODOS DE DETERMINACIÓN DEL ORO Y SUS APLICACIONESDocumento9 páginasMÉTODOS DE DETERMINACIÓN DEL ORO Y SUS APLICACIONESAndrea LeonAún no hay calificaciones
- Cuenta Satélite de Turismo - Evaluacion 2015Documento130 páginasCuenta Satélite de Turismo - Evaluacion 2015CreativaAún no hay calificaciones
- BONIFICADOSDocumento5 páginasBONIFICADOSLsu Sadsj DsfsdjkAún no hay calificaciones
- Equipamentos Colombia WESTARCO ESABDocumento40 páginasEquipamentos Colombia WESTARCO ESABcesarfctAún no hay calificaciones
- Correlaciones Del GasDocumento48 páginasCorrelaciones Del GasJavier Johnson LesciurAún no hay calificaciones
- Descargo Diagnostico HuabalDocumento16 páginasDescargo Diagnostico HuabalKatherine Camacho DíazAún no hay calificaciones
- Taladrado en El TornoDocumento6 páginasTaladrado en El TornoRicardo Vash Lázaro93% (40)
- Identificación de Metales Por Prueba de ChispaDocumento2 páginasIdentificación de Metales Por Prueba de ChispaAlfredo TorizAún no hay calificaciones
- HCL A Partir de Agua de MarDocumento16 páginasHCL A Partir de Agua de MarRuth Iman LopezAún no hay calificaciones
- La Etapa de Flotación y Su EquipoDocumento2 páginasLa Etapa de Flotación y Su Equiporoy iñigoAún no hay calificaciones
- Determinación de Terrones de Arcilla y Partículas Deleznables en Los AgregadosDocumento15 páginasDeterminación de Terrones de Arcilla y Partículas Deleznables en Los AgregadosDiosjadehi CPAún no hay calificaciones
- Pernos HiltiDocumento113 páginasPernos HiltiEdickson PereiraAún no hay calificaciones
- Problemas Unidad 12Documento7 páginasProblemas Unidad 12SOLANGE TERESA CASA QUISPEAún no hay calificaciones
- Tensores, Destorcedores y Anillos ElevadoreDocumento6 páginasTensores, Destorcedores y Anillos ElevadoreAndresAún no hay calificaciones
- RESINAS ACRILICAS by CQDocumento2 páginasRESINAS ACRILICAS by CQcquiroz26Aún no hay calificaciones
- 13.-Diseño Reactor UasbDocumento47 páginas13.-Diseño Reactor UasbMaria Victoria Torres LaraAún no hay calificaciones