También podría gustarte
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Ensayo de Desgaste y Duración - Ensayos No DestructivosDocumento50 páginasEnsayo de Desgaste y Duración - Ensayos No DestructivosMarco Antonio Alonso DelgadilloAún no hay calificaciones
- SoldaduraDocumento5 páginasSoldaduraJaime MirandaAún no hay calificaciones
- Análisis Metalográfico Acero 1045Documento3 páginasAnálisis Metalográfico Acero 1045Harold Arias0% (1)
- Cobreado Acido BrillanteDocumento18 páginasCobreado Acido BrillanteErnesto Rodriguez100% (1)
- Informe Tratamientos Termicos y MetalografiaDocumento30 páginasInforme Tratamientos Termicos y MetalografiaDuvan Jesus Molina Corredor100% (1)
- Plateado electrolítico: Proceso y aplicacionesDocumento8 páginasPlateado electrolítico: Proceso y aplicacionesJUAN EDUARD SANTOS CAMPOS100% (1)
- Laboratorio 2 Metalurgia FísicaDocumento6 páginasLaboratorio 2 Metalurgia FísicaGabriel GarciaAún no hay calificaciones
- Informe RecubrimientosDocumento10 páginasInforme RecubrimientosVashista GuzmánAún no hay calificaciones
- Tratamiento Térmico de Normalizado Aplicado A Un Acero SAE 1020Documento9 páginasTratamiento Térmico de Normalizado Aplicado A Un Acero SAE 1020Leo MartinezAún no hay calificaciones
- Informe Laboratorio Metalografía y Pulido-Diego RoldanDocumento15 páginasInforme Laboratorio Metalografía y Pulido-Diego RoldanSara GarciaAún no hay calificaciones
- Informe de Analisis MetalograficoDocumento6 páginasInforme de Analisis MetalograficoLuis DiazAún no hay calificaciones
- Actividad 3Documento10 páginasActividad 3Flakita VianethAún no hay calificaciones
- Recubrimiento electrolítico de cobre en acero SAE 1010Documento22 páginasRecubrimiento electrolítico de cobre en acero SAE 1010ALEXANDER NAZARIO ACEVEDO SINCHEAún no hay calificaciones
- MotoresDocumento50 páginasMotoresDaniel SilvaAún no hay calificaciones
- Informe MetalografíaDocumento10 páginasInforme Metalografíaivan santosAún no hay calificaciones
- Cie Lab Asig4 - GFDocumento5 páginasCie Lab Asig4 - GFGENESIS JAELEEN FERNANDEZAún no hay calificaciones
- Basico para SoldadoresDocumento13 páginasBasico para SoldadoresRonald ArturoAún no hay calificaciones
- Marco Teórico - MetalografíaDocumento7 páginasMarco Teórico - MetalografíaLuis Alberto Amaya Tafur100% (1)
- Procesos EspecialesDocumento7 páginasProcesos EspecialesIsa Nazareth Ramírez ÁvilaAún no hay calificaciones
- Deber Recubrimientos MetálicosDocumento4 páginasDeber Recubrimientos MetálicosErickGonzalezFranco100% (1)
- Cuestionario 2 TM 2020 Navarro, SamantaDocumento7 páginasCuestionario 2 TM 2020 Navarro, SamantaPablo PerezAún no hay calificaciones
- Tratamientos térmicos superficiales de aceros: cementación y temple por alta frecuenciaDocumento4 páginasTratamientos térmicos superficiales de aceros: cementación y temple por alta frecuenciaJLVriverAún no hay calificaciones
- Corrosion 7Documento33 páginasCorrosion 7Nilton Cj50% (2)
- 10594846-5766-48f1-bf0a-197a00ceb508.pptxDocumento32 páginas10594846-5766-48f1-bf0a-197a00ceb508.pptxGabriel Yair M CHAún no hay calificaciones
- Acero 1045 Camilo y Sergio.Documento8 páginasAcero 1045 Camilo y Sergio.juan camilo alfonso gutierrezAún no hay calificaciones
- Recubrimientos MetálicosDocumento14 páginasRecubrimientos MetálicosMarisa MojicaAún no hay calificaciones
- Cuestionario de Tratamientos TermicosDocumento4 páginasCuestionario de Tratamientos TermicosLuis Torres FernándezAún no hay calificaciones
- Electropulido 1Documento15 páginasElectropulido 1Daniela CastilloAún no hay calificaciones
- Determinacion Temperatura Critica de PicadoDocumento28 páginasDeterminacion Temperatura Critica de PicadoBriisna Lorena Soto FernándezAún no hay calificaciones
- 2 - Metalografia MonografiaDocumento8 páginas2 - Metalografia MonografiaValeria EsserAún no hay calificaciones
- Principios de Tratamiento TermicoDocumento6 páginasPrincipios de Tratamiento TermicoXander HingisAún no hay calificaciones
- Metalografia de Un Acero 1020Documento8 páginasMetalografia de Un Acero 1020EDWIN ANDRES RAMOS NIÑOAún no hay calificaciones
- Proteccion ElectroquimicaDocumento7 páginasProteccion ElectroquimicaFranco SánchezAún no hay calificaciones
- Informe - Metalurgia - Física Niquel 99Documento8 páginasInforme - Metalurgia - Física Niquel 99diego martinezAún no hay calificaciones
- Soldadura Por Gases (Informe)Documento14 páginasSoldadura Por Gases (Informe)Julitza MierezAún no hay calificaciones
- Recubrimientos Metálicos y Por Conversión QuímicaDocumento10 páginasRecubrimientos Metálicos y Por Conversión QuímicaRaúl Bernal100% (1)
- Pasos de Fabricación de Un CircuitoDocumento3 páginasPasos de Fabricación de Un CircuitoSam OcampoAún no hay calificaciones
- 4 MetalografíaDocumento7 páginas4 Metalografíajosue sanchezAún no hay calificaciones
- Soldadura ResumenDocumento13 páginasSoldadura ResumenluciaAún no hay calificaciones
- Observación de Pieza Metálica Con Soldadura Por Arco SumergidoDocumento3 páginasObservación de Pieza Metálica Con Soldadura Por Arco SumergidoDiego Omar Rodriguez RegaladoAún no hay calificaciones
- Universidad Nacional "San Luis Gonzaga" .: Procesos de ManufacturaDocumento34 páginasUniversidad Nacional "San Luis Gonzaga" .: Procesos de ManufacturaRonal aragonez pomaAún no hay calificaciones
- 1 MetalografiaDocumento12 páginas1 MetalografiaEduardo Adalberto Lemus LeonAún no hay calificaciones
- Practicas 5 DDocumento9 páginasPracticas 5 DJose MarquezAún no hay calificaciones
- Metalografia de La SoldaduraDocumento19 páginasMetalografia de La SoldaduraOmar LlanosAún no hay calificaciones
- Modulo I - Soldabilidad de Las Aleaciones de AceroDocumento44 páginasModulo I - Soldabilidad de Las Aleaciones de Aceroluisr_scottAún no hay calificaciones
- Tecnologia. Grupo 2Documento12 páginasTecnologia. Grupo 2DARWIN SANTIAGO CANDO CHANGOAún no hay calificaciones
- Soldadura OxiacetilénicaDocumento12 páginasSoldadura OxiacetilénicaHipolito GarciaAún no hay calificaciones
- Dorado Electrolitico 2016 MaterialesDocumento16 páginasDorado Electrolitico 2016 MaterialesEdwin Alonso Guevara BecerraAún no hay calificaciones
- Proceso de soldadura por arco: definición, objetivos, materiales, clasificaciónDocumento44 páginasProceso de soldadura por arco: definición, objetivos, materiales, clasificaciónExar OmegaAún no hay calificaciones
- TEMA 1 PPT SOLDADURA POR HIERRO FUNDIDO (3)Documento19 páginasTEMA 1 PPT SOLDADURA POR HIERRO FUNDIDO (3)NESTOR JHAMIL BOLIVAR HILARIOAún no hay calificaciones
- Informe 3. CorrosiónDocumento4 páginasInforme 3. Corrosiónmay7114Aún no hay calificaciones
- Informe de CementacionDocumento8 páginasInforme de CementacionperratoAún no hay calificaciones
- Ensayo metalográfico: Microestructura y propiedades de materialesDocumento23 páginasEnsayo metalográfico: Microestructura y propiedades de materialesCarlos AyalaAún no hay calificaciones
- Practica 8 Celda Hull 1Documento12 páginasPractica 8 Celda Hull 1Pearl GlAún no hay calificaciones
- Ensayo metalográfico: Microestructura aceroDocumento4 páginasEnsayo metalográfico: Microestructura acerokarinilla1419100% (2)
- Procesos térmicos metalúrgicosDocumento5 páginasProcesos térmicos metalúrgicosAlejandra Tellez 2Aún no hay calificaciones
- Cuestionario SinterizacionDocumento5 páginasCuestionario SinterizacionHéctor Peña SaavedraAún no hay calificaciones
- Ensayo de Tratamientos TérmicosDocumento12 páginasEnsayo de Tratamientos TérmicosAxel Hans PCAún no hay calificaciones
- Informe MaterialesDocumento17 páginasInforme MaterialesSilvia RuedaAún no hay calificaciones
- FinalDocumento18 páginasFinalGiomar FernandezAún no hay calificaciones
- Bandas en VDocumento34 páginasBandas en VcachorrexAún no hay calificaciones
- Segundo Parcial - Fernandez ChavezDocumento5 páginasSegundo Parcial - Fernandez ChavezGiomar FernandezAún no hay calificaciones
- (Ex) Une-En Iso 4017 2001Documento3 páginas(Ex) Une-En Iso 4017 2001Giomar FernandezAún no hay calificaciones
- Segundo Parcial - Fernandez ChavezDocumento5 páginasSegundo Parcial - Fernandez ChavezGiomar FernandezAún no hay calificaciones
- Trabajo Semana 10 Gener AdoresDocumento1 páginaTrabajo Semana 10 Gener AdoresGiomar FernandezAún no hay calificaciones
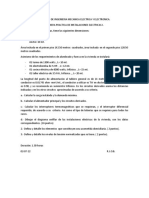
- Prueba de EntradaDocumento8 páginasPrueba de EntradaGiomar FernandezAún no hay calificaciones
- Máquinas Eléctricas II (PrácticaDocumento5 páginasMáquinas Eléctricas II (PrácticaGiomar FernandezAún no hay calificaciones
- Cálculo de par de arranque y par a plena carga de un motor trifásicoDocumento2 páginasCálculo de par de arranque y par a plena carga de un motor trifásicoGiomar FernandezAún no hay calificaciones
- Sesion #4 Mecanica de FluidosDocumento24 páginasSesion #4 Mecanica de FluidosGiomar FernandezAún no hay calificaciones
- Ucc8149 01Documento74 páginasUcc8149 01Giomar FernandezAún no hay calificaciones
- Fernandez ChavezDocumento8 páginasFernandez ChavezGiomar FernandezAún no hay calificaciones
- Maquinas Electricas II - Prueba de EntradaDocumento19 páginasMaquinas Electricas II - Prueba de EntradaGiomar FernandezAún no hay calificaciones
- Trabajo GrupalDocumento3 páginasTrabajo GrupalGiomar FernandezAún no hay calificaciones
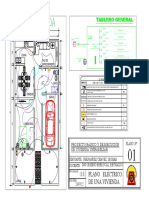
- Trabajo Plano InstalacionesDocumento1 páginaTrabajo Plano InstalacionesGiomar FernandezAún no hay calificaciones
- Sqa-1 - Fernandez ChavezDocumento5 páginasSqa-1 - Fernandez ChavezGiomar FernandezAún no hay calificaciones
- b25dbbf2-60f8-4c28-a07f-5291d46d8fb3Documento2 páginasb25dbbf2-60f8-4c28-a07f-5291d46d8fb3Giomar FernandezAún no hay calificaciones
- Soldaduras EspecialesDocumento9 páginasSoldaduras EspecialesGiomar FernandezAún no hay calificaciones
- SESION No 5 MECANICA DE FLUIDOSDocumento26 páginasSESION No 5 MECANICA DE FLUIDOSGiomar FernandezAún no hay calificaciones
- Trabajo de Laboratorio 01Documento14 páginasTrabajo de Laboratorio 01Giomar FernandezAún no hay calificaciones
- Descarga.: DE Segunda DE DEDocumento1 páginaDescarga.: DE Segunda DE DEGiomar FernandezAún no hay calificaciones
- Mecánica de Fluidos: Primer Parcial de Mecánica de FluidosDocumento1 páginaMecánica de Fluidos: Primer Parcial de Mecánica de FluidosGiomar FernandezAún no hay calificaciones
- Soldadura Como Union MetalicaDocumento12 páginasSoldadura Como Union MetalicaGiomar FernandezAún no hay calificaciones
- Sesion #6 Mecanica de FluidosDocumento21 páginasSesion #6 Mecanica de FluidosGiomar FernandezAún no hay calificaciones
- Análisis metalográfico y propiedades de aceros aleadosDocumento15 páginasAnálisis metalográfico y propiedades de aceros aleadosGiomar FernandezAún no hay calificaciones
- Soldadura OxiacetilenicaDocumento11 páginasSoldadura OxiacetilenicaGiomar FernandezAún no hay calificaciones
- Investigacion FormativaDocumento11 páginasInvestigacion FormativaGiomar FernandezAún no hay calificaciones
- Proceso TeermicoDocumento7 páginasProceso TeermicoGiomar FernandezAún no hay calificaciones
- Tuberias - PracticaDocumento3 páginasTuberias - PracticaGiomar FernandezAún no hay calificaciones
- Proyecto Maquinas Y HerramientasDocumento46 páginasProyecto Maquinas Y HerramientasOmar H TreviñoAún no hay calificaciones
- Universidad Central Del Ecuador: Mapa Mental Del Proceso de Inyección Y Extrusión de PolímetrosDocumento3 páginasUniversidad Central Del Ecuador: Mapa Mental Del Proceso de Inyección Y Extrusión de PolímetrosPalma Caro LisAún no hay calificaciones
- Micro FundicionDocumento8 páginasMicro FundicionArmando Martinez GAún no hay calificaciones
- Montaje filtro mangasDocumento17 páginasMontaje filtro mangasanthony_vidalAún no hay calificaciones
- Seminario 6Documento2 páginasSeminario 6Liliana Marrufo SaldañaAún no hay calificaciones
- Reporte Practica Fresado de PiezaDocumento4 páginasReporte Practica Fresado de Piezak Valdivia RosasAún no hay calificaciones
- Hierros MaleablesDocumento4 páginasHierros MaleablesAlejandro Lara LAún no hay calificaciones
- Prolec - Uniones de SoldaduraDocumento9 páginasProlec - Uniones de SoldaduraJosé Juan Jiménez AlejandroAún no hay calificaciones
- Tipos y Usos Del Cemento PacasmayoDocumento34 páginasTipos y Usos Del Cemento PacasmayoBRAXL ZAún no hay calificaciones
- 2 Maquinado Con Arranque de VirutaDocumento54 páginas2 Maquinado Con Arranque de VirutaJosue PazminoAún no hay calificaciones
- Catalogo Dismol 2015Documento56 páginasCatalogo Dismol 2015Manuel Márquez SánchezAún no hay calificaciones
- Industrias de CartonDocumento19 páginasIndustrias de CartonFernanda Ibarguen RivasAún no hay calificaciones
- Piedras para EsmerilDocumento1 páginaPiedras para EsmerilMario TrevinoAún no hay calificaciones
- A.C.U. ArquitecturaDocumento38 páginasA.C.U. ArquitecturaYuliana Chiclote GonzalesAún no hay calificaciones
- Apus Rev01Documento68 páginasApus Rev01JADER MARTINAún no hay calificaciones
- Pets #7 Instalacion de Barra HelicoydalDocumento2 páginasPets #7 Instalacion de Barra Helicoydalyoel pumaAún no hay calificaciones
- Reacciones QuímicasDocumento19 páginasReacciones QuímicasYale Cárdenas E100% (1)
- Hoja de RecursosDocumento3 páginasHoja de RecursosElmer Aleksy CarranzaAún no hay calificaciones
- Tipos de SoldaduraDocumento2 páginasTipos de SoldaduraJose isai Rodriguez CazarezAún no hay calificaciones
- Electrodos ContinuosDocumento12 páginasElectrodos ContinuosDeivid OtApAún no hay calificaciones
- MANUAL TECNICO INC 50kgDocumento54 páginasMANUAL TECNICO INC 50kgbiomedicohyoAún no hay calificaciones
- Ficha Tecnica Aditec Aditop 144Documento2 páginasFicha Tecnica Aditec Aditop 144joseAún no hay calificaciones
- FT-007 Ultraprimer Epoxy 700 DFDocumento2 páginasFT-007 Ultraprimer Epoxy 700 DFCESAR GUERREROAún no hay calificaciones
- 11 Acu de Canales de Irrigacion, Sistema de Riego, Reservorio de AlmacenamientoDocumento172 páginas11 Acu de Canales de Irrigacion, Sistema de Riego, Reservorio de AlmacenamientoFidel FidelomvAún no hay calificaciones
- Reformado Catalítico (1) .PPTX 1Documento22 páginasReformado Catalítico (1) .PPTX 1maritza.garcia.linoAún no hay calificaciones
- Acabados CieloDocumento28 páginasAcabados CieloNERY LEONAún no hay calificaciones
- Anexo Costos Proyecto RicardoElizondo JavierArayaDocumento9 páginasAnexo Costos Proyecto RicardoElizondo JavierArayaJAVIER IGNACIO ARAYA PEREZAún no hay calificaciones
- Diseño de conexión a corte IPN 300Documento4 páginasDiseño de conexión a corte IPN 300Alvaro MolinaAún no hay calificaciones
- Porcelanatos, cerámicas, pisos de madera y más para obra en TalcaDocumento2 páginasPorcelanatos, cerámicas, pisos de madera y más para obra en TalcaLuz Elena Figueroa SaezAún no hay calificaciones
- Codigos NisiraDocumento199 páginasCodigos Nisiradjshon2702Aún no hay calificaciones