
También podría gustarte
- Elaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108De EverandElaboración de productos finales de piedra natural: técnicas y procesos operativos. IEXD0108Aún no hay calificaciones
- Inspección visual soldadura acero D1.1 D1.3Documento13 páginasInspección visual soldadura acero D1.1 D1.3Joni Fd100% (2)
- Procesos de corte y preparación de bordes. FMEC0210De EverandProcesos de corte y preparación de bordes. FMEC0210Aún no hay calificaciones
- 003-2 - Procedimiento Liquidos PenetrantesDocumento26 páginas003-2 - Procedimiento Liquidos PenetrantesRichardAún no hay calificaciones
- SRA-CAL-PO-001 Rev.2 Procedimiento Inspección VisualDocumento7 páginasSRA-CAL-PO-001 Rev.2 Procedimiento Inspección VisualCristian Xavier Avendaño BelloAún no hay calificaciones
- PR-CASSOMA-P.36 - Rev 02 - PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURADocumento6 páginasPR-CASSOMA-P.36 - Rev 02 - PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURAoscarAún no hay calificaciones
- Inspección visual soldaduraDocumento9 páginasInspección visual soldaduraJesus CondoriAún no hay calificaciones
- Procedimiento de Inspeccion VisualDocumento6 páginasProcedimiento de Inspeccion VisualDavid Luis Cantando CancionesAún no hay calificaciones
- 3.4 Procedimiento de Inspeccion Visual de Soldadura EcsDocumento12 páginas3.4 Procedimiento de Inspeccion Visual de Soldadura Ecsjorge villaAún no hay calificaciones
- (Procedimiento Inspeccion VisualDocumento6 páginas(Procedimiento Inspeccion VisualBrayan NavarroAún no hay calificaciones
- P-SI-001 Procedimiento de Inspeccion Visual de Roscas y SellosDocumento5 páginasP-SI-001 Procedimiento de Inspeccion Visual de Roscas y SellosYuli RamosAún no hay calificaciones
- Inspección visual soldaduraDocumento9 páginasInspección visual soldaduraBrayan Oscar Pacora Juro100% (3)
- Procedimiento Junta en FileteDocumento4 páginasProcedimiento Junta en FileteSantander MartinezAún no hay calificaciones
- Procedimiento de Inspeccion Visual Vil-Reg-Qua-011-Vt. (1) - FinalDocumento11 páginasProcedimiento de Inspeccion Visual Vil-Reg-Qua-011-Vt. (1) - FinalAnthony Velasquez SanchezAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- PRO-720-03 - Rev.0 Procedimiento de Inspección Visual en SoldaduraDocumento5 páginasPRO-720-03 - Rev.0 Procedimiento de Inspección Visual en SoldaduraAlejandro CastroAún no hay calificaciones
- Inspección Visual de Soldadura: CalidadDocumento13 páginasInspección Visual de Soldadura: CalidadCristian Xavier Avendaño BelloAún no hay calificaciones
- Pr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Documento12 páginasPr-Sem-Mec-003 Procedimiento Inspeccion de Soldadura 2013Jhon CarrionAún no hay calificaciones
- 15. Procedimiento para END de SoldaduraDocumento7 páginas15. Procedimiento para END de SoldaduraCHRISTIAN TINEOAún no hay calificaciones
- Scip-ig-A-55-l Instalacion y Pruebas de TransformadoresDocumento2 páginasScip-ig-A-55-l Instalacion y Pruebas de TransformadoresnlealuAún no hay calificaciones
- Inspeccion de Soldaduras en Campo y Taller Mpo-Rot-Ie-013Documento6 páginasInspeccion de Soldaduras en Campo y Taller Mpo-Rot-Ie-013Dante RojasAún no hay calificaciones
- Inspección visual soldadura aceroDocumento4 páginasInspección visual soldadura aceroJorge Elías González CórdobaAún no hay calificaciones
- Scip-Ig-A-66-L Instalacion de Interruptores de PotenciaDocumento2 páginasScip-Ig-A-66-L Instalacion de Interruptores de PotenciaDanilo QuevedoAún no hay calificaciones
- Certif Fabricacion Tanques CL PDFDocumento15 páginasCertif Fabricacion Tanques CL PDFDOCUMENTACION ARAún no hay calificaciones
- PROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURASDocumento16 páginasPROCEDIMIENTO DE INSPECCIÓN VISUAL DE SOLDADURASnv9f9qzbs2Aún no hay calificaciones
- Msud MSTD-404 Manual 001 PDFDocumento183 páginasMsud MSTD-404 Manual 001 PDFJhonatan Paolo Sosa PauliniAún no hay calificaciones
- 1 Calificación y Desempeño de Soldadores Rev04Documento6 páginas1 Calificación y Desempeño de Soldadores Rev04Nathalie VasquezAún no hay calificaciones
- Cal-Pr-04 Inspeccion Visual de SoldaduraDocumento6 páginasCal-Pr-04 Inspeccion Visual de SoldaduraMaxx Ccoñas RamosAún no hay calificaciones
- Procedimiento de Control DimensionalDocumento7 páginasProcedimiento de Control DimensionalGabriel D. RodriguezAún no hay calificaciones
- Procedimiento reparación soldaduraDocumento7 páginasProcedimiento reparación soldaduraJosé Valles100% (1)
- Cmk-Qa-Pro-Mt-01 Procedimiento de Montaje de TuberiasDocumento6 páginasCmk-Qa-Pro-Mt-01 Procedimiento de Montaje de TuberiasNicolas Lucen MirandaAún no hay calificaciones
- Sd-Ca-Pr-041 Inspección Visual de SoldaduraDocumento6 páginasSd-Ca-Pr-041 Inspección Visual de SoldaduraUniverso Enorme Aquel DíaAún no hay calificaciones
- Procedimiento Inspeccion Visual de Tanques API 653Documento5 páginasProcedimiento Inspeccion Visual de Tanques API 653Guillermo Arturo Vera AlvarezAún no hay calificaciones
- 3 1Documento10 páginas3 1jorgeAún no hay calificaciones
- Procedimiento inspección visualDocumento16 páginasProcedimiento inspección visualbetokar100% (1)
- 3.WE-PR-004 Rev.0 Inspección Visual de Soldaduras PDFDocumento5 páginas3.WE-PR-004 Rev.0 Inspección Visual de Soldaduras PDFarturo avilaAún no hay calificaciones
- Soldadura de CañeriasDocumento19 páginasSoldadura de Cañeriasincaurco100% (3)
- Procedimiento de Tanque 653Documento18 páginasProcedimiento de Tanque 653José Angel Torrealba100% (1)
- Manual Soldadura CapachosDocumento13 páginasManual Soldadura Capachosvampiry1972Aún no hay calificaciones
- MYR-PRO-VT-01 PRO VT SOLDADURAS DE ACERO AL CARBONO Rev 0Documento12 páginasMYR-PRO-VT-01 PRO VT SOLDADURAS DE ACERO AL CARBONO Rev 0im20yearsoldAún no hay calificaciones
- Soldadura de Tuberia y Accesorios de Anc DN 4Documento13 páginasSoldadura de Tuberia y Accesorios de Anc DN 4Jorge A. Galindo AsturizagaAún no hay calificaciones
- 04-Pivs - Procedimiento de Inspeccion Visual de SoldaduraDocumento10 páginas04-Pivs - Procedimiento de Inspeccion Visual de SoldaduraedaupizaAún no hay calificaciones
- Plan Calificaciòn de Soldadura y Soldadores BORADocumento12 páginasPlan Calificaciòn de Soldadura y Soldadores BORALuis Fernando Concha FigueroaAún no hay calificaciones
- SD-CA-PR-044 Calificacion de SoldadoresDocumento7 páginasSD-CA-PR-044 Calificacion de SoldadoresUniverso Enorme Aquel DíaAún no hay calificaciones
- 2205-PLN-0004 Plan Inspección y Ensayo Disciplina Electrica & Instrumentacion Rev.0Documento5 páginas2205-PLN-0004 Plan Inspección y Ensayo Disciplina Electrica & Instrumentacion Rev.0Miller LuizAún no hay calificaciones
- 4.-VyV-DSD-GC-10-19 Rev-0-WPQ-SoldadorDocumento8 páginas4.-VyV-DSD-GC-10-19 Rev-0-WPQ-SoldadorcesarAún no hay calificaciones
- Pr-Tal-003 Procedimiento de Inspección Visual de SoldaduraDocumento18 páginasPr-Tal-003 Procedimiento de Inspección Visual de SoldaduraFrancisco Imaz100% (1)
- Soldadura en TallerDocumento8 páginasSoldadura en TallerJoseph Meza PeraltaAún no hay calificaciones
- In. Izaje CargaDocumento22 páginasIn. Izaje CargaJorgeFernandoPacompiaVegaAún no hay calificaciones
- Procedimiento Trazabilidad de MaterialesDocumento4 páginasProcedimiento Trazabilidad de MaterialesDavid Luis Cantando Canciones100% (2)
- Procedimiento de Colocacion de AceroDocumento8 páginasProcedimiento de Colocacion de Acerowilliam cordovaAún no hay calificaciones
- Registro control tendido cables aéreosDocumento3 páginasRegistro control tendido cables aéreosarturo avilaAún no hay calificaciones
- SGC-RC-HID-002 - Verificacion de Proceso de GalvanizadoDocumento1 páginaSGC-RC-HID-002 - Verificacion de Proceso de Galvanizadojonathan orosAún no hay calificaciones
- Informe Inspeccion Visual de SoldaduraDocumento3 páginasInforme Inspeccion Visual de SoldaduraCamilo Estiven P Gomez100% (1)
- CSP-P-OP-03 Proc. Insp. Visual ASME B31.3 Y API 650 REV.0Documento9 páginasCSP-P-OP-03 Proc. Insp. Visual ASME B31.3 Y API 650 REV.0Ivan RomeroAún no hay calificaciones
- PR-PP-27 Procedimiento de Aplicación de SoldaduraDocumento14 páginasPR-PP-27 Procedimiento de Aplicación de SoldaduraJavier Lozano AbrilAún no hay calificaciones
- Modelo de Protocolo de CalidadDocumento2 páginasModelo de Protocolo de CalidadJessica Cabrera100% (1)
- Indice 3026Documento3 páginasIndice 3026Energía Metal Raid PeruAún no hay calificaciones
- Curso Basico para Formar A Un Inspector de Soldadura CwiDocumento105 páginasCurso Basico para Formar A Un Inspector de Soldadura CwiRAMIRO GARCIA CANCELAAún no hay calificaciones
- 3.POOL-PO-AP-003 Rev.0 Almacenamiento y Manipuleo de ConsumiblesDocumento5 páginas3.POOL-PO-AP-003 Rev.0 Almacenamiento y Manipuleo de ConsumiblesArturo Roberto AvilaAún no hay calificaciones
- 3.00 Inst.sanitarias d is 06Documento1 página3.00 Inst.sanitarias d is 06RichardAún no hay calificaciones
- 2 AGUA SEGUNDO NIVELDocumento1 página2 AGUA SEGUNDO NIVELRichardAún no hay calificaciones
- 2.2DO NIVELDocumento1 página2.2DO NIVELRichardAún no hay calificaciones
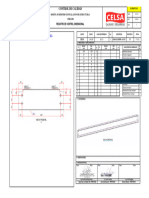
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG7Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG7RichardAún no hay calificaciones
- 1.00 Arquitectura d a 02Documento1 página1.00 Arquitectura d a 02RichardAún no hay calificaciones
- 008-0 - P - 01 - Reg C - Dim - Columna 20-C6Documento1 página008-0 - P - 01 - Reg C - Dim - Columna 20-C6RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG6Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG6RichardAún no hay calificaciones
- 3.00 INST.SANITARIAS_D-IS-02Documento1 página3.00 INST.SANITARIAS_D-IS-02RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-V1Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-V1RichardAún no hay calificaciones
- 008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaDocumento10 páginas008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2RichardAún no hay calificaciones
- 002-0 - P - Plan de Puntos de InspeccionDocumento1 página002-0 - P - Plan de Puntos de InspeccionRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1Documento1 página008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG3Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG3RichardAún no hay calificaciones
- 008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasDocumento1 página008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasRichardAún no hay calificaciones
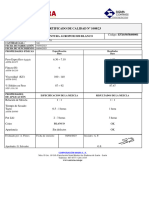
- 005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseDocumento1 página005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1RichardAún no hay calificaciones
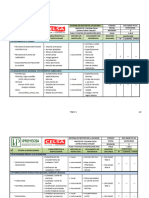
- 002-1 - Ppi - Estructuras Chiller - Celsa - 2023Documento3 páginas002-1 - Ppi - Estructuras Chiller - Celsa - 2023RichardAún no hay calificaciones
- 001-1 - Plan de Calidad - Celsa - 2023Documento22 páginas001-1 - Plan de Calidad - Celsa - 2023RichardAún no hay calificaciones
- 005-0 - 07 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 07 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 005-0 - 05 - Certificados de Calidad de ThinerDocumento1 página005-0 - 05 - Certificados de Calidad de ThinerRichardAún no hay calificaciones
- 003-0 - P - Procedimientos OperativosDocumento1 página003-0 - P - Procedimientos OperativosRichardAún no hay calificaciones
- 005-0 - 06 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 06 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- 004-0 - P - Especificaciones Tecnicas ConstructivasDocumento1 página004-0 - P - Especificaciones Tecnicas ConstructivasRichardAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- 003-3-2 Procedimiento de Soldadura - WPS 2 - CELSADocumento1 página003-3-2 Procedimiento de Soldadura - WPS 2 - CELSARichardAún no hay calificaciones
- 001-0 - P - Plan de CalidadDocumento1 página001-0 - P - Plan de CalidadRichardAún no hay calificaciones
- CRITERIOS CALIF SOLDADORES 6GR Parte 1Documento2 páginasCRITERIOS CALIF SOLDADORES 6GR Parte 1Juan CarlosAún no hay calificaciones
- DiagramaDocumento4 páginasDiagramaXavi Gonzalez MoncadaAún no hay calificaciones
- Cubre Rollos 9 Cortinas Metalicas - N° 211 - Jumbo HiperDocumento2 páginasCubre Rollos 9 Cortinas Metalicas - N° 211 - Jumbo HiperJohann BrionesAún no hay calificaciones
- Informe Soldadura Zapata 9 5-8" X 10" NS 11-776 - Pozo KIMBE-1DL EXP PDFDocumento14 páginasInforme Soldadura Zapata 9 5-8" X 10" NS 11-776 - Pozo KIMBE-1DL EXP PDFAnonymous Skzm7lKZDKAún no hay calificaciones
- Check List Verifaciones Equipos ElectricosDocumento1 páginaCheck List Verifaciones Equipos ElectricosPedro Raúl VallartaAún no hay calificaciones
- Silabo Del Curso ProcesosDocumento5 páginasSilabo Del Curso ProcesosNilzer TorreAún no hay calificaciones
- (Ex) Une-En Iso 9261 2010Documento3 páginas(Ex) Une-En Iso 9261 2010Elard Yampasi KanaAún no hay calificaciones
- LIMA METROPOLITANA: Evolución Mensual Del Precio Promedio de Materiales de Construcción, 2014 - 2018 Grupo Aglomerantes: Cemento (Bolsa de 42.5 KG.)Documento1 páginaLIMA METROPOLITANA: Evolución Mensual Del Precio Promedio de Materiales de Construcción, 2014 - 2018 Grupo Aglomerantes: Cemento (Bolsa de 42.5 KG.)Joser BarretoAún no hay calificaciones
- Reparación de revestimientos integrales con kit FAMEIMDocumento6 páginasReparación de revestimientos integrales con kit FAMEIMErnesto Antonio Astorga FloresAún no hay calificaciones
- F-SS-01-Anexo 1-Check List Identificación de Peligros Por PuestoDocumento1 páginaF-SS-01-Anexo 1-Check List Identificación de Peligros Por PuestoMatíasAún no hay calificaciones
- Linea Del TiempoDocumento4 páginasLinea Del TiempoANA KAREN UGALDE TOVARAún no hay calificaciones
- B70WJ10 Esmalte Epoxico Antibacterial Base AguaDocumento3 páginasB70WJ10 Esmalte Epoxico Antibacterial Base AguaPROYECTOS CIMIAún no hay calificaciones
- Practica 3Documento7 páginasPractica 3julioAún no hay calificaciones
- Alto horno guía 40cDocumento7 páginasAlto horno guía 40cPiedriTa Jr A AlvarezAún no hay calificaciones
- TP Metalurgia: Aceros, Fundiciones y Tratamientos TérmicosDocumento5 páginasTP Metalurgia: Aceros, Fundiciones y Tratamientos TérmicosFranco LedwdmaAún no hay calificaciones
- CCPM P1Documento21 páginasCCPM P1Pablo Martin CadenaAún no hay calificaciones
- Listado de materiales, herramientas y equipo para obras de construcciónDocumento20 páginasListado de materiales, herramientas y equipo para obras de construcciónLIZBETH SARIELA MASTI BUSTAMANTE100% (2)
- Packaging para DiseñadoresDocumento130 páginasPackaging para Diseñadoresdawu100% (2)
- Dosificación Ciemsa - Laguna Del CisneDocumento1 páginaDosificación Ciemsa - Laguna Del Cisnepirelli2010Aún no hay calificaciones
- Siliconas Por Condensación y AdiciónDocumento3 páginasSiliconas Por Condensación y Adiciónazucena nava ayalaAún no hay calificaciones
- Fuchs Anticorit CatalogoDocumento20 páginasFuchs Anticorit CatalogojasogtiAún no hay calificaciones
- Programa Parada de Planta 07 Agosto Ver02Documento1291 páginasPrograma Parada de Planta 07 Agosto Ver02LUIS GARCIAAún no hay calificaciones
- Características de Los Pernos MilimétricosDocumento15 páginasCaracterísticas de Los Pernos MilimétricosSayo JuanezAún no hay calificaciones
- Equipos 1Documento15 páginasEquipos 1RomuloAún no hay calificaciones
- Taller de Estequiometria Hecho Hasta AhoritaDocumento2 páginasTaller de Estequiometria Hecho Hasta AhoritaDennis RodriguezAún no hay calificaciones
- Catalogue Besolti Pisos Bambu Greezu ModifyDocumento38 páginasCatalogue Besolti Pisos Bambu Greezu ModifyCheliosMarceloAún no hay calificaciones
- Planos de Instalaciones SanitariasDocumento9 páginasPlanos de Instalaciones SanitariasIveth Sharith Felix GonzalesAún no hay calificaciones
- Cuestionario de Fundición FerrosaDocumento4 páginasCuestionario de Fundición FerrosaAnonymous QAiEbiAún no hay calificaciones
- Torneado de Un EjeDocumento10 páginasTorneado de Un EjeStalyn FloresAún no hay calificaciones
- BloqueIII Ingenieria Fabricacion 2014 04 02 2014Documento336 páginasBloqueIII Ingenieria Fabricacion 2014 04 02 2014angelpi91Aún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Cosecha de agua y tierra: Diseño con permacultura y línea claveDe EverandCosecha de agua y tierra: Diseño con permacultura y línea claveCalificación: 3 de 5 estrellas3/5 (2)
- Logística inversa y verde. Sostenibilidad y medio ambienteDe EverandLogística inversa y verde. Sostenibilidad y medio ambienteCalificación: 5 de 5 estrellas5/5 (2)
- UF1667 - Tratamiento de agua potableDe EverandUF1667 - Tratamiento de agua potableCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Diseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoDe EverandDiseño para la fabricación y ensamble de productos soldados: Un enfoque metodológico y tecnológicoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- Planeación, programación y control de obras de construcción: Con MS Project 2016De EverandPlaneación, programación y control de obras de construcción: Con MS Project 2016Calificación: 5 de 5 estrellas5/5 (2)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Laboratorio de circuitos electrónicos II: PrácticasDe EverandLaboratorio de circuitos electrónicos II: PrácticasCalificación: 5 de 5 estrellas5/5 (1)
- Gestión de la calidad (ISO 9001/2015)De EverandGestión de la calidad (ISO 9001/2015)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Fisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaDe EverandFisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaAún no hay calificaciones
- Recetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaDe EverandRecetas caseras de jabón natural: un libro para principiantes en la fabricación de jabón sin lejíaCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Análisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoDe EverandAnálisis estructural mediante el método de los elementos finitos. Introducción al comportamiento lineal elásticoCalificación: 4.5 de 5 estrellas4.5/5 (12)
- MF1005_3 - Optimización de la cadena LogísticaDe EverandMF1005_3 - Optimización de la cadena LogísticaCalificación: 4 de 5 estrellas4/5 (5)
- El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]De EverandEl arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]Calificación: 3 de 5 estrellas3/5 (2)









































































































































![El arte de hacer cuchillos (Bladesmithing) para principiantes: Haga su primer cuchillo en 7 pasos [Spanish Version]](https://imgv2-1-f.scribdassets.com/img/word_document/436374717/149x198/1f8b752e12/1699199921?v=1)