También podría gustarte
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- Ip-Wps 2 - 0Documento1 páginaIp-Wps 2 - 0RichardAún no hay calificaciones
- Ip-Wps 1 - 0Documento1 páginaIp-Wps 1 - 0RichardAún no hay calificaciones
- AWS 2F SmawDocumento3 páginasAWS 2F SmawChaparro Chili Luis WalterAún no hay calificaciones
- WPS GTAW - RecomendadoDocumento1 páginaWPS GTAW - RecomendadoLuis CONDORI SOTOAún no hay calificaciones
- QC-M-030 - Registro de Inspeccion de Soldadura - V0Documento1 páginaQC-M-030 - Registro de Inspeccion de Soldadura - V0Roberth RHAún no hay calificaciones
- PQR PracticaDocumento3 páginasPQR PracticaWilians Rosales Chavez100% (2)
- Wps-42 Gtaw Aws d1.6 2017Documento1 páginaWps-42 Gtaw Aws d1.6 2017MA RCasasAún no hay calificaciones
- JT Wps AWSDocumento1 páginaJT Wps AWSBarbosa Rubens Jr.Aún no hay calificaciones
- ANEXOSDocumento6 páginasANEXOSAlejandro NietoAún no hay calificaciones
- Wps-35 Fcaw-G Aws d1.1 2020Documento1 páginaWps-35 Fcaw-G Aws d1.1 2020MA RCasasAún no hay calificaciones
- Reporte de Inspeccion VisualDocumento1 páginaReporte de Inspeccion VisualJOSE ARMANDO FLOREZ DE LA OSSAAún no hay calificaciones
- SGDBN CW2261504 A&c RGS 0002 - 1Documento1 páginaSGDBN CW2261504 A&c RGS 0002 - 1Angelo PérezAún no hay calificaciones
- Nit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFDocumento1 páginaNit-Joja-Cs-Rt-005-Jpq (18-09-20) Recalificado - Asme Ix PDFBlasCarbajalAún no hay calificaciones
- WPS Aws D1.1-10Documento1 páginaWPS Aws D1.1-10AlxNelSonCarrascoAraucoAún no hay calificaciones
- Liberación de Ajuste y Torque - O3Documento2 páginasLiberación de Ajuste y Torque - O3Sergio Luis Delgado PerezAún no hay calificaciones
- WPS - 11 - Rev 0 - GMAWDocumento1 páginaWPS - 11 - Rev 0 - GMAWIngenieria SuministroAún no hay calificaciones
- VT EndiicsacDocumento1 páginaVT EndiicsacWilians Rosales ChavezAún no hay calificaciones
- Sistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X CalificadoDocumento1 páginaSistema de Aseguramiento de Calidad Registro Especificacion de Procedimiento de Soldadura (WPS) AWS D1.1 2015 Precalificado: X Calificadoantony bolivarAún no hay calificaciones
- Formato de Acta de AsistenciaDocumento1 páginaFormato de Acta de AsistenciaulisesAún no hay calificaciones
- Fopemec 024Documento1 páginaFopemec 024Luis Enciso M.Aún no hay calificaciones
- REGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroDocumento4 páginasREGISTRO DE CALIFICACIÓN DE PROCEDIMIENTO-WPQ Según AWS - SynohydroRivera Vilca Mx RogerAún no hay calificaciones
- Rec-001 Protocolo Control TopográficoDocumento2 páginasRec-001 Protocolo Control TopográficoLEONARDO RAMOS PÉREZAún no hay calificaciones
- Calificacion de Soldadores D1.1Documento54 páginasCalificacion de Soldadores D1.1Sanka Flores Jesus AngelAún no hay calificaciones
- REG-VOL-GLO-07-01 Acta de AsistenciaDocumento2 páginasREG-VOL-GLO-07-01 Acta de AsistenciaFernando BlasAún no hay calificaciones
- Hp20es2 015 C 9900 Q PTC Llo087Documento3 páginasHp20es2 015 C 9900 Q PTC Llo087Talca CalderónAún no hay calificaciones
- Reporte de Campo Ut - Rev. 01Documento1 páginaReporte de Campo Ut - Rev. 01Maria Luz Quispe VegaAún no hay calificaciones
- Torqueo de Pernos 3848-01Documento1 páginaTorqueo de Pernos 3848-01Ruth Tecsi TCAún no hay calificaciones
- Hugo Zapata-E000896Documento1 páginaHugo Zapata-E000896nelljesus1810Aún no hay calificaciones
- Ppi BambasDocumento29 páginasPpi BambasRut Eliz Pérez TuctoAún no hay calificaciones
- Hp20es2 015 C 9900 Q PTC Llo088Documento3 páginasHp20es2 015 C 9900 Q PTC Llo088Talca CalderónAún no hay calificaciones
- Registro Topográfico de Alineamiento y VerticalidadDocumento1 páginaRegistro Topográfico de Alineamiento y VerticalidadRICHARD HENRY ROQUE SILVAAún no hay calificaciones
- Hp20es2 015 C 9900 Q PTC Llo089Documento3 páginasHp20es2 015 C 9900 Q PTC Llo089Talca CalderónAún no hay calificaciones
- WPS Gmaw Acc 001Documento3 páginasWPS Gmaw Acc 001Wilians Rosales Chavez100% (1)
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia3Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia3Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia7Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia7Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia6Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia6Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia2Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia2Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia8Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia8Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia1Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia1Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia5Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia5Julio RojasAún no hay calificaciones
- REPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia4Documento1 páginaREPORTE DIARIO - INFORME DE AVANCE DEL DIA 25-11 - Turno Dia4Julio RojasAún no hay calificaciones
- Instalación de Canalizaciones Conduit (C.a.g PVC)Documento2 páginasInstalación de Canalizaciones Conduit (C.a.g PVC)cesarAún no hay calificaciones
- NIT-EP COSFYM-AWS-CS-003-2022 (EFM004 POS-3G-4G) Rev.0Documento1 páginaNIT-EP COSFYM-AWS-CS-003-2022 (EFM004 POS-3G-4G) Rev.0Julio CalderonAún no hay calificaciones
- WPS 025Documento7 páginasWPS 025Omar MorenoAún no hay calificaciones
- Edelca: 0669-00-14-MC2500 101 (CM1) E-GEN-CA-3250Documento21 páginasEdelca: 0669-00-14-MC2500 101 (CM1) E-GEN-CA-3250Jaime ContrerasAún no hay calificaciones
- EVH-REG-ELE-17 - Medición Punto A PuntoDocumento2 páginasEVH-REG-ELE-17 - Medición Punto A PuntoRodolfo Martinez PintoAún no hay calificaciones
- Nti Nex F CL 015 TricoDocumento2 páginasNti Nex F CL 015 TricoMiguel Cesar Carbajal ArceAún no hay calificaciones
- EMPAC CO DSG 1000 CI FM 005 - RevBDocumento1 páginaEMPAC CO DSG 1000 CI FM 005 - RevBYheyson Jhon GAún no hay calificaciones
- Protocolo de Instalación TransformadoresDocumento1 páginaProtocolo de Instalación Transformadorescesar100% (4)
- Wps-Calificado - Sia CorregidoDocumento5 páginasWps-Calificado - Sia CorregidoLogan Arcos IzaguirreAún no hay calificaciones
- WPS Aws 002Documento2 páginasWPS Aws 002juanAún no hay calificaciones
- Reporte de Campo VT - Rev.01Documento1 páginaReporte de Campo VT - Rev.01Maria Luz Quispe VegaAún no hay calificaciones
- WPQ 01Documento1 páginaWPQ 01Juan VilchezAún no hay calificaciones
- S Tal Mag Gen PNG For 0017 - 00Documento1 páginaS Tal Mag Gen PNG For 0017 - 00Tapiav PilarAún no hay calificaciones
- GO-QAQC-F-15-Formato de Inspección Visual de SoldaduraDocumento1 páginaGO-QAQC-F-15-Formato de Inspección Visual de SoldaduraHAROLD CALLANAún no hay calificaciones
- Ccg-Precom-E-007 Prueba Funcional Centro de Control de Motores MCL - OkDocumento1 páginaCcg-Precom-E-007 Prueba Funcional Centro de Control de Motores MCL - OkRicardo FabianAún no hay calificaciones
- Documentos de WPS-WPQDocumento14 páginasDocumentos de WPS-WPQNilton Raúl Santillán OrtegaAún no hay calificaciones
- Sig-F-023 v2 Check List Diario de Equipo de Izaje de CargasDocumento1 páginaSig-F-023 v2 Check List Diario de Equipo de Izaje de CargasIrma Noemi ESPINOZA CASTROAún no hay calificaciones
- 3.00 Inst - Sanitarias D Is 06Documento1 página3.00 Inst - Sanitarias D Is 06RichardAún no hay calificaciones
- 3.00 Inst - Sanitarias - D-Is-02Documento1 página3.00 Inst - Sanitarias - D-Is-02RichardAún no hay calificaciones
- 2 Agua Segundo NivelDocumento1 página2 Agua Segundo NivelRichardAún no hay calificaciones
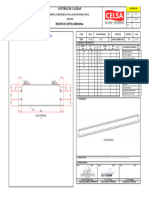
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG7Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG7RichardAún no hay calificaciones
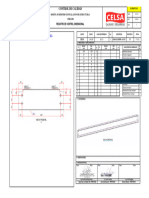
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG6Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG6RichardAún no hay calificaciones
- 2.2do NivelDocumento1 página2.2do NivelRichardAún no hay calificaciones
- 1.00 Arquitectura D A 02Documento1 página1.00 Arquitectura D A 02RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2RichardAún no hay calificaciones
- 008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaDocumento10 páginas008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-V1Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-V1RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1Documento1 página008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1RichardAún no hay calificaciones
- 008-0 - P - 01 - Reg C - Dim - Columna 20-C6Documento1 página008-0 - P - 01 - Reg C - Dim - Columna 20-C6RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG3Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG3RichardAún no hay calificaciones
- 008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasDocumento1 página008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasRichardAún no hay calificaciones
- 003-2 - Procedimiento Liquidos PenetrantesDocumento26 páginas003-2 - Procedimiento Liquidos PenetrantesRichardAún no hay calificaciones
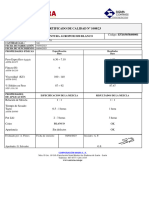
- 005-0 - 07 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 07 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 001-1 - Plan de Calidad - Celsa - 2023Documento22 páginas001-1 - Plan de Calidad - Celsa - 2023RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1RichardAún no hay calificaciones
- 003-1 - Procedimiento VisualDocumento12 páginas003-1 - Procedimiento VisualRichardAún no hay calificaciones
- 005-0 - 06 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 06 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseDocumento1 página005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseRichardAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- 003-0 - P - Procedimientos OperativosDocumento1 página003-0 - P - Procedimientos OperativosRichardAún no hay calificaciones
- 001-0 - P - Plan de CalidadDocumento1 página001-0 - P - Plan de CalidadRichardAún no hay calificaciones
- 004-0 - P - Especificaciones Tecnicas ConstructivasDocumento1 página004-0 - P - Especificaciones Tecnicas ConstructivasRichardAún no hay calificaciones
- 002-1 - Ppi - Estructuras Chiller - Celsa - 2023Documento3 páginas002-1 - Ppi - Estructuras Chiller - Celsa - 2023RichardAún no hay calificaciones
- 002-0 - P - Plan de Puntos de InspeccionDocumento1 página002-0 - P - Plan de Puntos de InspeccionRichardAún no hay calificaciones
- 005-0 - 05 - Certificados de Calidad de ThinerDocumento1 página005-0 - 05 - Certificados de Calidad de ThinerRichardAún no hay calificaciones
- 1 CV Maricarmen CotilloDocumento11 páginas1 CV Maricarmen CotilloRichardAún no hay calificaciones
- Tarea 6.1 - Métodos de Búsqueda de Ideas para Posibles Soluciones - Miguel MartínezDocumento12 páginasTarea 6.1 - Métodos de Búsqueda de Ideas para Posibles Soluciones - Miguel MartínezMiguel MartinezAún no hay calificaciones
- Introduccion Fisioterapia CardiopulmonarDocumento3 páginasIntroduccion Fisioterapia CardiopulmonarDaniela HernándezAún no hay calificaciones
- Antiguo Lejano OrienteDocumento28 páginasAntiguo Lejano OrienteJose Antonio Olivarez CapellanAún no hay calificaciones
- Alto ImperioDocumento17 páginasAlto ImperioLaura Isabel Zaccaria DefferrireAún no hay calificaciones
- Ejercicio Modulo 9.1Documento2 páginasEjercicio Modulo 9.1danilo arnaldo godoyAún no hay calificaciones
- Tarea-2 EstaticaDocumento11 páginasTarea-2 EstaticaagustinAún no hay calificaciones
- TradicionesDocumento3 páginasTradicionesWithney Andrea Quinto AylasAún no hay calificaciones
- Mi Libro de Trazos #1 Grado 1°Documento16 páginasMi Libro de Trazos #1 Grado 1°Omaira HenaoAún no hay calificaciones
- Juegos de Cartas de La Baraja Tradicionales (Tenerife)Documento2 páginasJuegos de Cartas de La Baraja Tradicionales (Tenerife)Francisco García YanesAún no hay calificaciones
- Memoria de Calculo HidrologicoDocumento16 páginasMemoria de Calculo HidrologicoManuel Enrique Chavez CordovaAún no hay calificaciones
- Maestría en Derecho Penal ExamenDocumento3 páginasMaestría en Derecho Penal ExamenVanessa DiazAún no hay calificaciones
- Caso Practico 3 Presupuesto PublicoDocumento8 páginasCaso Practico 3 Presupuesto PublicoJUANMI CHIKAún no hay calificaciones
- Deshidratación OsmóticaDocumento14 páginasDeshidratación OsmóticaKerlynAún no hay calificaciones
- Propuesta de PDU de JuliacaDocumento104 páginasPropuesta de PDU de JuliacavictorianaAún no hay calificaciones
- SAP Capital P&GDocumento27 páginasSAP Capital P&GJose Rengifo LeonettAún no hay calificaciones
- Clase 4 Continuidadde Una FunciónDocumento16 páginasClase 4 Continuidadde Una FunciónKim MendozaAún no hay calificaciones
- Naturaleza de La LesionDocumento10 páginasNaturaleza de La LesionMaria Elena Guarachi MamaniAún no hay calificaciones
- Unidad 2 - Filosofías de La CalidadDocumento30 páginasUnidad 2 - Filosofías de La CalidadJair LeonAún no hay calificaciones
- Colegio Cooperativo ComfenalcoDocumento3 páginasColegio Cooperativo ComfenalcoRocio Vargas HerreraAún no hay calificaciones
- Tema 005 Mensaje Visual JolyDocumento36 páginasTema 005 Mensaje Visual JolyMaribel MartinezAún no hay calificaciones
- Pollito Chicken - Ana Lydia VegaDocumento3 páginasPollito Chicken - Ana Lydia VegaWENDY HERNANDEZ SANCHEZAún no hay calificaciones
- Resumen de OpisDocumento20 páginasResumen de OpisEver Chiri ChoqueAún no hay calificaciones
- Ensayo Educacion No FormalDocumento3 páginasEnsayo Educacion No Formaljovipre50% (2)
- 3 Nanawa Un Error EstratégicoDocumento13 páginas3 Nanawa Un Error EstratégicoJuan Carlos Marquez SejasAún no hay calificaciones
- IEEE STD STD 95Documento63 páginasIEEE STD STD 95MARCO ANTONIO JIMENEZ TONATOAún no hay calificaciones
- Aplicaciones Inv. Stock VERKOL Ibagué Agosto 15 2012Documento1 páginaAplicaciones Inv. Stock VERKOL Ibagué Agosto 15 2012alexander900616Aún no hay calificaciones
- Avance 2, Toma de DecisionesDocumento3 páginasAvance 2, Toma de Decisionesnidia pinedaAún no hay calificaciones
- Trastornos Del NeurodesarrolloDocumento12 páginasTrastornos Del NeurodesarrolloLorena BaezAún no hay calificaciones
- Cuestiones de Física: J. Aguilar F. SenentDocumento494 páginasCuestiones de Física: J. Aguilar F. SenentJoshua Wright100% (4)
- Gramatica - Subject PronounsDocumento1 páginaGramatica - Subject PronounsJefferson Regalado RosalesAún no hay calificaciones