También podría gustarte
- Puesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108De EverandPuesta en servicio y operación de redes de distribución de agua y saneamiento. ENAT0108Aún no hay calificaciones
- Instalaciones, maquinaria y equipos agrícolas. AGAU0208De EverandInstalaciones, maquinaria y equipos agrícolas. AGAU0208Aún no hay calificaciones
- Instructivo Tecnico Valvulas PDFDocumento48 páginasInstructivo Tecnico Valvulas PDFOmarH.MoralesAún no hay calificaciones
- Procedimientos Operacion Revision y MantenimientoDocumento10 páginasProcedimientos Operacion Revision y MantenimientoLehi Luna100% (6)
- Procedimientos RSPDocumento28 páginasProcedimientos RSPlehilunaAún no hay calificaciones
- Tarea1 OKDocumento22 páginasTarea1 OKcarla artolaAún no hay calificaciones
- Protocolo de Mantenimiento de ValvulaDocumento9 páginasProtocolo de Mantenimiento de ValvulaLarc LarcAún no hay calificaciones
- Instructivo para Realizar Mantenimiento Valvula de Seguridad en SueloDocumento7 páginasInstructivo para Realizar Mantenimiento Valvula de Seguridad en SueloJaime AlmanzaAún no hay calificaciones
- Procedimiento Cambio de Sellos de La Valv. Esf. (Autoguardado) (Autoguardado) IsraelDocumento25 páginasProcedimiento Cambio de Sellos de La Valv. Esf. (Autoguardado) (Autoguardado) IsraelLuis SanangoAún no hay calificaciones
- Procedimiento Calibracion Valvulas Presión Vacio - CompartirDocumento13 páginasProcedimiento Calibracion Valvulas Presión Vacio - CompartirShirley Fuentes Blanco100% (1)
- Procedimiento MPG para Tablero de Sincronismo y DistribuciónDocumento5 páginasProcedimiento MPG para Tablero de Sincronismo y DistribuciónSteve da RiviaAún no hay calificaciones
- Instructivo Tecnico PSV de DCO CON FIRMASDocumento48 páginasInstructivo Tecnico PSV de DCO CON FIRMASjosemanuelarango100% (1)
- Valvulas Mueller Co.Documento12 páginasValvulas Mueller Co.jose alfredo patiñoAún no hay calificaciones
- Mantto. Valvulas TroncalesDocumento26 páginasMantto. Valvulas TroncalesOsvaldo RamirezAún no hay calificaciones
- Sst-Pts-001-Procedimiento Mantenimiento Electrico General Rev.00 (1) 2021Documento12 páginasSst-Pts-001-Procedimiento Mantenimiento Electrico General Rev.00 (1) 2021Matias Andres Munster VillenaAún no hay calificaciones
- It Rev - Mto.lim - Equipos Pelig LegionelaDocumento5 páginasIt Rev - Mto.lim - Equipos Pelig Legionelaxili muñozAún no hay calificaciones
- Procedimiento Puesta en Marcha y Operación FWKODocumento8 páginasProcedimiento Puesta en Marcha y Operación FWKOErwinr ChaparroAún no hay calificaciones
- Procedimiento de Calibración de Válvulas de SeguridadDocumento15 páginasProcedimiento de Calibración de Válvulas de Seguridadelperrote3100% (2)
- Manual de Operación Centro Acuatico NaderDocumento14 páginasManual de Operación Centro Acuatico NaderAlejandro TorresAún no hay calificaciones
- Operacion y Mantenimiento de Tanque Choque y FlareDocumento22 páginasOperacion y Mantenimiento de Tanque Choque y FlareRichardAún no hay calificaciones
- Gepi-Op-Pro-004 Operación de Separadores Trifasicos y Fwko V.2Documento9 páginasGepi-Op-Pro-004 Operación de Separadores Trifasicos y Fwko V.2hapapachoAún no hay calificaciones
- Disolutor CorregidooooooDocumento15 páginasDisolutor CorregidooooooDiianaLauraMelendezAún no hay calificaciones
- 001 - Catalogo Válvula Howell BungerDocumento13 páginas001 - Catalogo Válvula Howell Bungerangel francoAún no hay calificaciones
- Gepi-Op-Pro-005 Puesta en Operación Fwko V.2Documento10 páginasGepi-Op-Pro-005 Puesta en Operación Fwko V.2hapapachoAún no hay calificaciones
- Mpl-500 Cronograma de ManteniminetoDocumento2 páginasMpl-500 Cronograma de Manteniminetojann_jensenAún no hay calificaciones
- MPL-500 Cronograma de ManteniminetoDocumento2 páginasMPL-500 Cronograma de ManteniminetoJuan MendezAún no hay calificaciones
- Control de Cegado y Descegado de Equipos PDFDocumento18 páginasControl de Cegado y Descegado de Equipos PDFJavierAún no hay calificaciones
- Evidencia No.10Documento27 páginasEvidencia No.10Ender RexAún no hay calificaciones
- Gepi-Op-Pro-002 Operación de Tanques Gun Barrel V.2Documento8 páginasGepi-Op-Pro-002 Operación de Tanques Gun Barrel V.2hapapachoAún no hay calificaciones
- KAT-B 2014 RIKO Edition7-1 03-11 ESDocumento12 páginasKAT-B 2014 RIKO Edition7-1 03-11 ESHECTOR ENRIQUE DE PAZ CRUZAún no hay calificaciones
- Manual de Operación HGM 52 CalefactorDocumento24 páginasManual de Operación HGM 52 CalefactorCristian CardenasAún no hay calificaciones
- Manual Del TransformadorDocumento22 páginasManual Del TransformadorLiliana MoncadaAún no hay calificaciones
- Briquetado MantenimientoChapter 2 - SP - 2251Documento19 páginasBriquetado MantenimientoChapter 2 - SP - 2251pauloAún no hay calificaciones
- GPEI-SI-3015 (Revisión Equipo Fijo Contraincendio)Documento14 páginasGPEI-SI-3015 (Revisión Equipo Fijo Contraincendio)Emilio Plascencia100% (2)
- Manual de Operacion y Mantenimiento de Lineas de ConduccionDocumento8 páginasManual de Operacion y Mantenimiento de Lineas de ConduccionJavier TalledoAún no hay calificaciones
- CGU-CQ-PR-12 Puesta en Servicio Plantas Desaladoras Sasakura VVC-792 Unidades 3-4 Aprobado MA 20220324Documento46 páginasCGU-CQ-PR-12 Puesta en Servicio Plantas Desaladoras Sasakura VVC-792 Unidades 3-4 Aprobado MA 20220324DelfinardoAún no hay calificaciones
- 30-2017-02-06-Capítulo 5 Programa de Mantenimiento de Instalaciones PDFDocumento10 páginas30-2017-02-06-Capítulo 5 Programa de Mantenimiento de Instalaciones PDFEmilio AlfaroAún no hay calificaciones
- Norma Oficial Mexicana Válvulas de TormentaDocumento0 páginasNorma Oficial Mexicana Válvulas de Tormentagonzalezsgj100% (1)
- Plan de Mantenimiento PreventivoDocumento23 páginasPlan de Mantenimiento PreventivoAndy Simbaña100% (1)
- Manual de Mantenimiento Tableros de Distribución EléctricaDocumento19 páginasManual de Mantenimiento Tableros de Distribución Eléctricajuan david lopezAún no hay calificaciones
- P.23.F.01 Procedimiento de Trabajo Prueba de Aislamiento de CablesDocumento7 páginasP.23.F.01 Procedimiento de Trabajo Prueba de Aislamiento de CablesJulio ArevaloAún no hay calificaciones
- Manual Operacion y Mantenimiento JASSDocumento30 páginasManual Operacion y Mantenimiento JASSJUAN GUEVARA SANCHEZAún no hay calificaciones
- Control 3Documento84 páginasControl 3Joaquin SantesAún no hay calificaciones
- SOP Dispensette ESDocumento17 páginasSOP Dispensette ESadrimtzc13Aún no hay calificaciones
- Manual de Ejecución de Mantenimiento Preventivo de Subestaciones EléctricasDocumento13 páginasManual de Ejecución de Mantenimiento Preventivo de Subestaciones EléctricasMiguel VilchezAún no hay calificaciones
- Manual de Operacion y MantenimientoDocumento55 páginasManual de Operacion y MantenimientoMargothAún no hay calificaciones
- Tuttnauer Modelo 44961VEPDocumento89 páginasTuttnauer Modelo 44961VEPOscar Muñoz ValeroAún no hay calificaciones
- Osm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasDocumento11 páginasOsm-Pro-012 Procedimiento de Prueba Hidrostatica A ValvulasItzOzzy100% (1)
- Plan de Mantenimiento SciDocumento5 páginasPlan de Mantenimiento SciKatty CachagoAún no hay calificaciones
- Funcionamiento, Mantenimiento y Calibracion de La Balanza PDFDocumento8 páginasFuncionamiento, Mantenimiento y Calibracion de La Balanza PDFFernandoDanielMelgarPinedaAún no hay calificaciones
- Control Clasico-Valvulas de ControlDocumento83 páginasControl Clasico-Valvulas de ControlJoaquin SantesAún no hay calificaciones
- Ma VD4-31kA (ES)Documento44 páginasMa VD4-31kA (ES)yuliana.osoriocAún no hay calificaciones
- Vit-Et-139 Pruebas Hidrostaticas de VálvulasDocumento10 páginasVit-Et-139 Pruebas Hidrostaticas de VálvulasGustavo HernandezAún no hay calificaciones
- AislamientosDocumento17 páginasAislamientoskalotoAún no hay calificaciones
- Recarga de ExtintoresDocumento6 páginasRecarga de Extintoreserika ortegaAún no hay calificaciones
- Plan Inspección Bomba CentrifugaDocumento9 páginasPlan Inspección Bomba CentrifugaLaura MolinaAún no hay calificaciones
- Válvula de Cierre SDVDocumento4 páginasVálvula de Cierre SDVAdithAún no hay calificaciones
- 750-281 Level Master 2009 Spanish - EspanolDocumento58 páginas750-281 Level Master 2009 Spanish - EspanolJosé Miguel Durán Guzmán100% (5)
- Mantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209De EverandMantenimiento de redes eléctricas subterráneas de alta tensión. ELEE0209Calificación: 2 de 5 estrellas2/5 (1)
- Mantenimiento de redes eléctricas aéreas de alta tensión. ELEE0209De EverandMantenimiento de redes eléctricas aéreas de alta tensión. ELEE0209Aún no hay calificaciones
- 008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaDocumento10 páginas008-0 - P - 03-1 - Informe de Preparacion y Proteccion de PinturaRichardAún no hay calificaciones
- 2 Agua Segundo NivelDocumento1 página2 Agua Segundo NivelRichardAún no hay calificaciones
- 3.00 Inst - Sanitarias - D-Is-02Documento1 página3.00 Inst - Sanitarias - D-Is-02RichardAún no hay calificaciones
- 3.00 Inst - Sanitarias D Is 06Documento1 página3.00 Inst - Sanitarias D Is 06RichardAún no hay calificaciones
- 1.00 Arquitectura D A 02Documento1 página1.00 Arquitectura D A 02RichardAún no hay calificaciones
- 2.2do NivelDocumento1 página2.2do NivelRichardAún no hay calificaciones
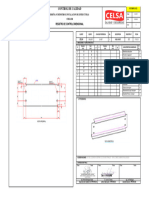
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC2RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG3Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG3RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG6Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG6RichardAún no hay calificaciones
- 008-0 - P - 01 - Reg C - Dim - Columna 20-C6Documento1 página008-0 - P - 01 - Reg C - Dim - Columna 20-C6RichardAún no hay calificaciones
- 008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasDocumento1 página008-0 - P - 03 - Reg Control de Preparacion y Proteccion Superficial de EstructurasRichardAún no hay calificaciones
- 003-3-1 Procedimiento de Soldadura - WPS 1 - CELSADocumento1 página003-3-1 Procedimiento de Soldadura - WPS 1 - CELSARichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-VG7Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-VG7RichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Viga 20-V1Documento1 página008-0 - P - 02 - Reg C - Dim - Viga 20-V1RichardAún no hay calificaciones
- 003-1 - Procedimiento VisualDocumento12 páginas003-1 - Procedimiento VisualRichardAún no hay calificaciones
- 008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1Documento1 página008-0 - P - 02 - Reg C - Dim - Canal de Cierre 20-CC1RichardAún no hay calificaciones
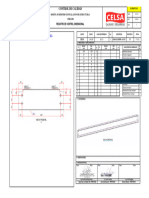
- 008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1Documento1 página008-0 - P - 02 - Reg C - Dim - Diagonal 20-D1RichardAún no hay calificaciones
- 001-1 - Plan de Calidad - Celsa - 2023Documento22 páginas001-1 - Plan de Calidad - Celsa - 2023RichardAún no hay calificaciones
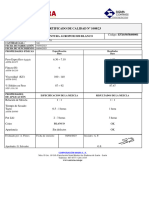
- 005-0 - 07 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 07 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
- 005-0 - 06 - Certificados de Calidad de Pintura BaseDocumento1 página005-0 - 06 - Certificados de Calidad de Pintura BaseRichardAún no hay calificaciones
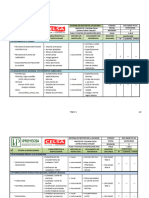
- 002-1 - Ppi - Estructuras Chiller - Celsa - 2023Documento3 páginas002-1 - Ppi - Estructuras Chiller - Celsa - 2023RichardAún no hay calificaciones
- 002-0 - P - Plan de Puntos de InspeccionDocumento1 página002-0 - P - Plan de Puntos de InspeccionRichardAún no hay calificaciones
- 003-0 - P - Procedimientos OperativosDocumento1 página003-0 - P - Procedimientos OperativosRichardAún no hay calificaciones
- 005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseDocumento1 página005-0 - 09 - Certificados de Calidad de Catalizador para Pintura BaseRichardAún no hay calificaciones
- 003-2 - Procedimiento Liquidos PenetrantesDocumento26 páginas003-2 - Procedimiento Liquidos PenetrantesRichardAún no hay calificaciones
- 005-0 - 05 - Certificados de Calidad de ThinerDocumento1 página005-0 - 05 - Certificados de Calidad de ThinerRichardAún no hay calificaciones
- 001-0 - P - Plan de CalidadDocumento1 página001-0 - P - Plan de CalidadRichardAún no hay calificaciones
- 003-3-2 Procedimiento de Soldadura - WPS 2 - CELSADocumento1 página003-3-2 Procedimiento de Soldadura - WPS 2 - CELSARichardAún no hay calificaciones
- 004-0 - P - Especificaciones Tecnicas ConstructivasDocumento1 página004-0 - P - Especificaciones Tecnicas ConstructivasRichardAún no hay calificaciones
- 003-5 - Procedimiento para Torque o Ajuste Manual de PernosDocumento9 páginas003-5 - Procedimiento para Torque o Ajuste Manual de PernosRichardAún no hay calificaciones
- U1taller1 Matemática AplicadaDocumento5 páginasU1taller1 Matemática AplicadaCHRISTIAN PATRICIO QUITO AREVALOAún no hay calificaciones
- Trabajo Energía Est 23 1Documento20 páginasTrabajo Energía Est 23 1Abraham RamosAún no hay calificaciones
- John Berger Poemas de EmigracionDocumento4 páginasJohn Berger Poemas de EmigracionBel SalAún no hay calificaciones
- 5 POLANYI Sistema Económico Como Proceso InstitucionalizadoDocumento6 páginas5 POLANYI Sistema Económico Como Proceso InstitucionalizadojuanAún no hay calificaciones
- VOLUMETRÍADocumento4 páginasVOLUMETRÍAMiriam Monica Silva FernandezAún no hay calificaciones
- Actividad #14 - Conclusiones de La Diagrama de Fuerza Cortante - LLTRDocumento3 páginasActividad #14 - Conclusiones de La Diagrama de Fuerza Cortante - LLTRRomel Lliuya0% (2)
- Tricalc Práctica 7 Definición de Losas de Cimentación y Vigas FlotantesDocumento7 páginasTricalc Práctica 7 Definición de Losas de Cimentación y Vigas FlotantesAntonio Herrera PérezAún no hay calificaciones
- Exposicion EstadisticaDocumento51 páginasExposicion EstadisticaLinda Vasquez0% (1)
- DRS Reglamento Servicios Alimentacion PublicoDocumento18 páginasDRS Reglamento Servicios Alimentacion PublicoMarcela GonzalezAún no hay calificaciones
- Fisica AsignacionDocumento3 páginasFisica AsignacionEdgarli BustosAún no hay calificaciones
- Lab. 7 (Conservación de Masa)Documento7 páginasLab. 7 (Conservación de Masa)jayleneAún no hay calificaciones
- Laboratorios AbcDocumento9 páginasLaboratorios AbcBelen LWAún no hay calificaciones
- Catalogo ItalPannelli Gral 2016 PRFVDocumento85 páginasCatalogo ItalPannelli Gral 2016 PRFVAnahiFrancicaAún no hay calificaciones
- El Estetoscopio HistoriaDocumento4 páginasEl Estetoscopio HistoriabasuraAún no hay calificaciones
- Guia 1 Am1c23Documento10 páginasGuia 1 Am1c23Vieja Chadetu LaconAún no hay calificaciones
- Planeación Didáctica - Unidad 1Documento16 páginasPlaneación Didáctica - Unidad 1anyoth41Aún no hay calificaciones
- Estructura Tipo Warren Marco Teorico Con CalculosDocumento22 páginasEstructura Tipo Warren Marco Teorico Con CalculosJhonatan Ospina67% (3)
- 2010 Matematicas 60 13 PDFDocumento30 páginas2010 Matematicas 60 13 PDFkudasai_sugoiAún no hay calificaciones
- Abbe5 - ESMANUAL DE USODocumento15 páginasAbbe5 - ESMANUAL DE USOAna Rosa MartinezAún no hay calificaciones
- Hidrologia GeneralDocumento41 páginasHidrologia GeneralMateo Iban Damian VegaAún no hay calificaciones
- Algunos Criterios para La Seleccion y El Uso de Concreto LigeroDocumento16 páginasAlgunos Criterios para La Seleccion y El Uso de Concreto LigeroAlejandro RodríguezAún no hay calificaciones
- Tuberia Enterrada 40inDocumento1 páginaTuberia Enterrada 40inJosé Ignacio RamírezAún no hay calificaciones
- Teorías Sobre El DestinoDocumento9 páginasTeorías Sobre El DestinoANGELINEAún no hay calificaciones
- BIOMECANICADocumento37 páginasBIOMECANICADaniel Rodriguez SotoAún no hay calificaciones
- Roco PDFDocumento2 páginasRoco PDFAnonymous n3NZBzAún no hay calificaciones
- Medición de Flujo de Hidrocarburos. Artículo FinalDocumento17 páginasMedición de Flujo de Hidrocarburos. Artículo FinalOmar David Ochoa RemolinaAún no hay calificaciones
- Cinta TransportadoraDocumento9 páginasCinta TransportadoraNestor AlegreAún no hay calificaciones
- Laboratorio 2 MicrobiologíaDocumento15 páginasLaboratorio 2 MicrobiologíaAlexis Puente BurgaAún no hay calificaciones
- Diagrama de DispersiónDocumento15 páginasDiagrama de DispersiónKarinaHerzensbrecherAún no hay calificaciones