También podría gustarte
- 4ta Clase Maquinas y HerramientasDocumento12 páginas4ta Clase Maquinas y HerramientasEduardo LariosAún no hay calificaciones
- Practica 2 ProcesosDocumento6 páginasPractica 2 ProcesosEduardo GuzmánAún no hay calificaciones
- 9b. - OPERACIONES DE TORNEADODocumento13 páginas9b. - OPERACIONES DE TORNEADOGabriel Omar Bautista SangaAún no hay calificaciones
- Parámetros de Corte Del TorneadoDocumento9 páginasParámetros de Corte Del TorneadoDieguito Gomez MacedaAún no hay calificaciones
- Programa de Estudio: Mecanica de Produccion: Mecanizar Elementos Mecánicos Empleando Operaciones BásicasDocumento27 páginasPrograma de Estudio: Mecanica de Produccion: Mecanizar Elementos Mecánicos Empleando Operaciones BásicasFelix YauliAún no hay calificaciones
- Cuestionario de TornoDocumento24 páginasCuestionario de TornoManuel Cervantes100% (2)
- Parametros de CorteDocumento27 páginasParametros de CorteJuan Gerundas100% (1)
- ALUMNODocumento20 páginasALUMNOIDangerxI Vs , chake551Aún no hay calificaciones
- Guia TornoDocumento17 páginasGuia TornoPablo SolizAún no hay calificaciones
- Procesos MecanizadosDocumento17 páginasProcesos Mecanizadosangie seguraAún no hay calificaciones
- Informe Sobre La Practica de Torno y FresadoraDocumento12 páginasInforme Sobre La Practica de Torno y FresadoraDIEGO ALEJANDRO BAUTISTA LEONAún no hay calificaciones
- Operaciones Del TornoDocumento16 páginasOperaciones Del TornoLuis Antonio CastilloAún no hay calificaciones
- Informe Sobre La Practica de TornoDocumento5 páginasInforme Sobre La Practica de TornoDIEGO ALEJANDRO BAUTISTA LEONAún no hay calificaciones
- Guia 6Documento26 páginasGuia 6StephanieCajánAún no hay calificaciones
- Informe Sobre Proyecto de MecanizadoDocumento13 páginasInforme Sobre Proyecto de MecanizadodennisAún no hay calificaciones
- Actividad 4Documento14 páginasActividad 4Yanina PrietoAún no hay calificaciones
- U8 - Proceso de Mecanizado (INCLUYE U9 10 11 12 13 14)Documento179 páginasU8 - Proceso de Mecanizado (INCLUYE U9 10 11 12 13 14)Valentina SaranzAún no hay calificaciones
- Torno CNC 2023Documento24 páginasTorno CNC 2023luis aramayo oroscoAún no hay calificaciones
- TornoDocumento8 páginasTornoRobert pinedaAún no hay calificaciones
- 1conceptos de Operaciones Basicas y Complementarias de Un TornoDocumento9 páginas1conceptos de Operaciones Basicas y Complementarias de Un TornoLorenzo QuintanaAún no hay calificaciones
- El TornoDocumento27 páginasEl TornoGuussttAún no hay calificaciones
- Tipos de TorneadoDocumento26 páginasTipos de TorneadoDaniel celestino villavaAún no hay calificaciones
- Informe Sobre La Practica de Torno y FresadoraDocumento8 páginasInforme Sobre La Practica de Torno y FresadoraDIEGO ALEJANDRO BAUTISTA LEONAún no hay calificaciones
- Ciclos FijosDocumento36 páginasCiclos FijosGABRIEL ORELLANAAún no hay calificaciones
- Operaciones Básicas en Un Torno CNCDocumento6 páginasOperaciones Básicas en Un Torno CNCinterconhde100% (1)
- Operaciones en El Torneado MERCEDESDocumento18 páginasOperaciones en El Torneado MERCEDESFernando MercedesAún no hay calificaciones
- Práctica 1 - Moposita Saquinga - Condolo Chancusig - VirutajeDocumento8 páginasPráctica 1 - Moposita Saquinga - Condolo Chancusig - VirutajeEmersson SteveAún no hay calificaciones
- Laboratorio de TornoDocumento13 páginasLaboratorio de TornoCamilo Jose Riveros ManjarresAún no hay calificaciones
- Tema 3 - TorneadoDocumento41 páginasTema 3 - TorneadoING RIVERA100% (4)
- Torno Trabajo Finalizado DiapositivasDocumento42 páginasTorno Trabajo Finalizado DiapositivasDenilson Gonzales VilchezAún no hay calificaciones
- Control Numerico Computacional CNCDocumento22 páginasControl Numerico Computacional CNCJavier SiñaniAún no hay calificaciones
- Tipos de Mecanizado en El TornoDocumento9 páginasTipos de Mecanizado en El TornoAlberto Mvlcow SolariAún no hay calificaciones
- Herramientas y Procesos en TornoDocumento23 páginasHerramientas y Procesos en TornoAlonso FloresAún no hay calificaciones
- 3 Procesos para Formas Con Simetría de Revolución (I) - TorneadoDocumento23 páginas3 Procesos para Formas Con Simetría de Revolución (I) - TorneadoJose GarcíaAún no hay calificaciones
- (D) LABORATORIO PROCESOS I 2015 TORNODocumento11 páginas(D) LABORATORIO PROCESOS I 2015 TORNOCristopherDiazAún no hay calificaciones
- Procesos de TornoDocumento14 páginasProcesos de TornoAlejandro Garnica100% (1)
- Proceso de Torneado PDFDocumento40 páginasProceso de Torneado PDFRosmary Yucra MejiaAún no hay calificaciones
- Partes Principales de Un TornoDocumento7 páginasPartes Principales de Un TornoanaAún no hay calificaciones
- Actividad 2 Fabricacion de PrecisionDocumento4 páginasActividad 2 Fabricacion de PrecisionAlec Reynaert RochaAún no hay calificaciones
- Guia de LaboratorioDocumento25 páginasGuia de LaboratorioNoelithaa Melendez AranibarAún no hay calificaciones
- Torno ProyectoDocumento10 páginasTorno ProyectoLeslie BradyAún no hay calificaciones
- Eje RoscadoDocumento7 páginasEje RoscadoCristian OrtizAún no hay calificaciones
- Informe de TornoDocumento5 páginasInforme de TornoSebastian GarcesAún no hay calificaciones
- Operaciones de TorneadoDocumento5 páginasOperaciones de TorneadoAlejo LalvayAún no hay calificaciones
- CNC Trabajo Final Del Curso 2Documento30 páginasCNC Trabajo Final Del Curso 2Luis N'cAún no hay calificaciones
- 3.proceso de TorneadoDocumento19 páginas3.proceso de TorneadoJordy Espinoza TaipeAún no hay calificaciones
- Plantilla Senati TornoDocumento29 páginasPlantilla Senati TornoSam LeónAún no hay calificaciones
- Presentación Trabajo Mecanizado Fresa y TornoDocumento20 páginasPresentación Trabajo Mecanizado Fresa y TornoYOYMAR ANDRES HERRERA LOPEZAún no hay calificaciones
- Trabajo Final de Manufactura Industrial 2 de Upiicsa Del IpnDocumento37 páginasTrabajo Final de Manufactura Industrial 2 de Upiicsa Del Ipnivan vasquezAún no hay calificaciones
- Trabajo Final Broca y Taladro VerIIDocumento24 páginasTrabajo Final Broca y Taladro VerIICarlos MejiaAún no hay calificaciones
- Maquinas HerramientasDocumento16 páginasMaquinas HerramientasHector SHAún no hay calificaciones
- El Torno y AditamentosDocumento33 páginasEl Torno y AditamentosEcdaly AlcaláAún no hay calificaciones
- Taladradora Convencional y CNC-Equipo 3Documento29 páginasTaladradora Convencional y CNC-Equipo 3Daniel DimasAún no hay calificaciones
- Que Tipos de Trabajos Se Pueden RealizarDocumento9 páginasQue Tipos de Trabajos Se Pueden RealizarEduardo VegaAún no hay calificaciones
- Final de ManufacturaDocumento11 páginasFinal de ManufacturaMAXAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Introduccion Al Estudio Del Trabajo Oit KANAWATYDocumento521 páginasIntroduccion Al Estudio Del Trabajo Oit KANAWATYJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Informe Final Harina de PescadoDocumento34 páginasInforme Final Harina de PescadoJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Annotated-Lab 06 - Grupo La LevianethaDocumento11 páginasAnnotated-Lab 06 - Grupo La LevianethaJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Estudio de Mercado IceBROKENDocumento12 páginasEstudio de Mercado IceBROKENJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Grupo 5Documento45 páginasGrupo 5JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Practica - Semana 13Documento22 páginasPractica - Semana 13JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- SilvaOrtiz 2003 PDFDocumento137 páginasSilvaOrtiz 2003 PDFMichael ZavbAún no hay calificaciones
- Desglose de La Operación TelefonicaDocumento1 páginaDesglose de La Operación TelefonicaJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Practica Calificada 03 IVOPE IDocumento1 páginaPractica Calificada 03 IVOPE IJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Laboratorio N°5 Info EmpresarialDocumento8 páginasLaboratorio N°5 Info EmpresarialJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Lab 2 Info EmpresarialDocumento5 páginasLab 2 Info EmpresarialJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Ejercicio 03 - LabDocumento2 páginasEjercicio 03 - LabJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Practica de ClaseDocumento2 páginasPractica de ClaseJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Lab 3 Info EmpresarialDocumento7 páginasLab 3 Info EmpresarialJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Evolución Histórica de La Ingeniería de MétodosDocumento2 páginasEvolución Histórica de La Ingeniería de MétodosJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Ejercicio 1 - Semana 9Documento3 páginasEjercicio 1 - Semana 9JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- CASO PRÁCTICO de Costos TrabajoDocumento10 páginasCASO PRÁCTICO de Costos TrabajoLuisitozz Beins67% (3)
- Diagrama Ishikawa 1Documento2 páginasDiagrama Ishikawa 1JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Medio Ambiente: Clima - R SDocumento1 páginaMedio Ambiente: Clima - R SJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Lab 1 Info EmpresarialDocumento3 páginasLab 1 Info EmpresarialJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Costos Semana 12 SolDocumento19 páginasCostos Semana 12 SolJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- ExamenDocumento5 páginasExamenJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Practica - Semana 04Documento10 páginasPractica - Semana 04JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Introduction To Sistem Sem 02Documento3 páginasIntroduction To Sistem Sem 02JOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Huella Carbono Industria PapeleraDocumento10 páginasHuella Carbono Industria PapeleraJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Diagrama en BlancoDocumento1 páginaDiagrama en BlancoJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Planta de Producción de Harina y Aceite de Pescado-ArquitecturaDocumento1 páginaPlanta de Producción de Harina y Aceite de Pescado-ArquitecturaJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Lab 05 Project AnalysisDocumento35 páginasLab 05 Project AnalysisJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Lab 03 Project Initiation - Project CharterDocumento12 páginasLab 03 Project Initiation - Project CharterJOSE ALBERTO SULLON CASTROAún no hay calificaciones
- Dispositivos Logicos ProgramablesDocumento11 páginasDispositivos Logicos ProgramablesAdriancito ZavalaAún no hay calificaciones
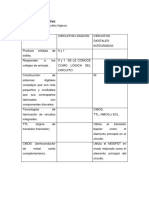
- Cuadro Comparativo CIRCUITOSDocumento3 páginasCuadro Comparativo CIRCUITOSMargarita RochaAún no hay calificaciones
- Motores Monofasicos Con CapacitorDocumento11 páginasMotores Monofasicos Con CapacitorJosé Esquivel100% (2)
- Maquinas Simples EjemplosDocumento3 páginasMaquinas Simples EjemplosraalasAún no hay calificaciones
- Norma EIAECA 310DDocumento13 páginasNorma EIAECA 310DAlexis Lara MenesesAún no hay calificaciones
- Lavabo Ficha Tecnica 2Documento1 páginaLavabo Ficha Tecnica 2Perla CórdovaAún no hay calificaciones
- Plano Trilladora ARROZDocumento45 páginasPlano Trilladora ARROZAdrian SeijasAún no hay calificaciones
- Informe Equipos de Laboratorio.Documento7 páginasInforme Equipos de Laboratorio.harrison avilaAún no hay calificaciones
- Estructura Interna de La Computadora BrooookDocumento4 páginasEstructura Interna de La Computadora BrooookPatricio Miguel Brook SuarezAún no hay calificaciones
- 20 347 LC PTC J2S2 220KV 002Documento109 páginas20 347 LC PTC J2S2 220KV 002alex silvaAún no hay calificaciones
- Regulador de Tensiã N y Carga de Baterã - A Trifã¡sico para MotoDocumento3 páginasRegulador de Tensiã N y Carga de Baterã - A Trifã¡sico para MotoDarianAún no hay calificaciones
- 11 SP3000 ManifoldDocumento2 páginas11 SP3000 ManifoldLUISAún no hay calificaciones
- Fanuc21MB - SP - C - FRESADORADocumento78 páginasFanuc21MB - SP - C - FRESADORAPedro Pablo Diaz Jaimes100% (1)
- 11 - Ejemplo de Diseño Bombeo Solar y Selección de Un Vasco Solar - Yarada 2Documento6 páginas11 - Ejemplo de Diseño Bombeo Solar y Selección de Un Vasco Solar - Yarada 2JOSE RAUL CUEVA ZIZOLDAún no hay calificaciones
- GH cp342-5 78Documento30 páginasGH cp342-5 78Jimmy Enmanuel Coello AvilaAún no hay calificaciones
- Hugo InformaticaDocumento4 páginasHugo InformaticaAlejandro RosalesAún no hay calificaciones
- Ceccato DRB 30-50 Leaflet ES 6999120361Documento6 páginasCeccato DRB 30-50 Leaflet ES 6999120361Diego Valderrama Cortes0% (1)
- Captura Basica de CadenasDocumento17 páginasCaptura Basica de CadenasEl Genio Amorsito FelizAún no hay calificaciones
- PROBLEMAS DE PALANCAS para 1Documento4 páginasPROBLEMAS DE PALANCAS para 1mauricio garzonAún no hay calificaciones
- Guía de Laboratorio Automatización CableadaDocumento15 páginasGuía de Laboratorio Automatización CableadaMauricio Patiño AlmendrasAún no hay calificaciones
- Revista Mayoreo FEBRERO 2020-bDocumento24 páginasRevista Mayoreo FEBRERO 2020-bTHEJOHNAún no hay calificaciones
- Tablas de Charlotte DDocumento6 páginasTablas de Charlotte Dmaria alejandraAún no hay calificaciones
- Detalle de Cartel de Actividad Banner de 3.60 M X 2.40 M Okok-Layout2Documento1 páginaDetalle de Cartel de Actividad Banner de 3.60 M X 2.40 M Okok-Layout2Rossley CaAún no hay calificaciones
- Guia de Taller N°7 11.28Documento16 páginasGuia de Taller N°7 11.28Yefry Giancarlo Calla ZapanaAún no hay calificaciones
- Experimento 24 Motores ElectricosDocumento5 páginasExperimento 24 Motores ElectricosLuis Manuel JiménezAún no hay calificaciones
- Definición de Pantalla de Plasma y Partes InternasDocumento5 páginasDefinición de Pantalla de Plasma y Partes InternasEntidadfantasmal 104Aún no hay calificaciones
- El Osciloscopio AutomotrizDocumento6 páginasEl Osciloscopio AutomotrizAlbertoAún no hay calificaciones
- Construcción de La Máquina CC PDFDocumento18 páginasConstrucción de La Máquina CC PDFAngel Martinez NavaAún no hay calificaciones
- GPC-3 DRH 4189340634 EsDocumento113 páginasGPC-3 DRH 4189340634 EsClaudio VeraAún no hay calificaciones
- LeyendaDocumento1 páginaLeyendaAndrea MacedoAún no hay calificaciones