También podría gustarte
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Guía de laboratorio de mecánica de fluidosDe EverandGuía de laboratorio de mecánica de fluidosAún no hay calificaciones
- UF2243 - Diagnosis de averías en electrodomésticos de gama industrialDe EverandUF2243 - Diagnosis de averías en electrodomésticos de gama industrialCalificación: 5 de 5 estrellas5/5 (1)
- Cómo instalar y diseñar paneles solares como un profesionalDe EverandCómo instalar y diseñar paneles solares como un profesionalAún no hay calificaciones
- Suministro, Distribución y Evacuación Interior de Agua SanitariaDe EverandSuministro, Distribución y Evacuación Interior de Agua SanitariaAún no hay calificaciones
- Pauta Solemne N°2 Planificación de La Producción 3°T 2019Documento5 páginasPauta Solemne N°2 Planificación de La Producción 3°T 2019Jaime Munoz100% (1)
- Enuciados PIAC21-18Documento6 páginasEnuciados PIAC21-18Karen Barrero LoscosAún no hay calificaciones
- Descriptor de CargosDocumento26 páginasDescriptor de Cargosfrancisco torres100% (1)
- Ana y Luis 2 Proyectos y Plan de Marketing DigitalDocumento2 páginasAna y Luis 2 Proyectos y Plan de Marketing DigitalWaldo Bencosme0% (1)
- TFM L343Documento38 páginasTFM L343REYAún no hay calificaciones
- PROBLEMASDocumento9 páginasPROBLEMASdiego armando martinez martinez67% (3)
- Introducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3De EverandIntroducción a los Algoritmos y las Estructuras de Datos 3: Introducción a los Algoritmos y las Estructuras de Datos, #3Aún no hay calificaciones
- S18.s1 - Material - Examen Final - Planeacion y Control de OperacionesDocumento3 páginasS18.s1 - Material - Examen Final - Planeacion y Control de OperacionesGREYSI ANYELA SUCLUPE FLORESAún no hay calificaciones
- Caso 10 - Simulación Con FlexSimDocumento3 páginasCaso 10 - Simulación Con FlexSimmayidtAún no hay calificaciones
- Naid Naid-449 TrabajofinalDocumento4 páginasNaid Naid-449 TrabajofinalAngello AbantoAún no hay calificaciones
- Naid Naid-449 TrabajofinalDocumento4 páginasNaid Naid-449 Trabajofinalmilagros fiorella ramos velaAún no hay calificaciones
- Naid-449 TrabajofinalDocumento4 páginasNaid-449 TrabajofinalXiomi CarbajalAún no hay calificaciones
- Taller Ensable Tarjetas Electronicas 2022Documento4 páginasTaller Ensable Tarjetas Electronicas 2022ANA MARIA MONSALVE DIAZAún no hay calificaciones
- Producción y Organización en Los Negocios - Microeconomía 22-05-2021Documento96 páginasProducción y Organización en Los Negocios - Microeconomía 22-05-2021Yoss AmayaAún no hay calificaciones
- Modos de FallaDocumento6 páginasModos de FallaAlberto CharlesAún no hay calificaciones
- Apuntes Clase Produccion y OperacionesDocumento6 páginasApuntes Clase Produccion y OperacionesJORGE IVAN MEJIA GARCIAAún no hay calificaciones
- Ejercicios de Aplicación de Herramientas de Calidad - Parte 2Documento3 páginasEjercicios de Aplicación de Herramientas de Calidad - Parte 2Maria Isabel Valdivia SanchezAún no hay calificaciones
- Naid Naid-434 TrabajofinalDocumento4 páginasNaid Naid-434 TrabajofinalCarmen Rosa Cueva PerezAún no hay calificaciones
- Evaluacion Parcial - Inst Edificaciones 2021-2Documento3 páginasEvaluacion Parcial - Inst Edificaciones 2021-2sol loeinAún no hay calificaciones
- Naid Naid-434 TrabajofinalDocumento4 páginasNaid Naid-434 TrabajofinalYahaira Jorge50% (2)
- Trabajo Practico 12 - DOP-DAPDocumento7 páginasTrabajo Practico 12 - DOP-DAPAnthony Alvarez CastilloAún no hay calificaciones
- Informe #1 - Grupo 10 - Limaylla, GutierrezDocumento13 páginasInforme #1 - Grupo 10 - Limaylla, GutierrezSamuel D Los RiosAún no hay calificaciones
- Concreto Ii Trabajo Final 2017-Ii LosasDocumento65 páginasConcreto Ii Trabajo Final 2017-Ii LosasAnonymous ZiyS3vAún no hay calificaciones
- Tarea#8 Solver Grupal (IO)Documento10 páginasTarea#8 Solver Grupal (IO)danielAún no hay calificaciones
- Ejercicio en Clase MRPDocumento9 páginasEjercicio en Clase MRPJulian Jose Claro MendozaAún no hay calificaciones
- Metodología de Cálculo de Vida Remanente A Partir Del Espesor de La Capa de Óxidos InternaDocumento4 páginasMetodología de Cálculo de Vida Remanente A Partir Del Espesor de La Capa de Óxidos InternamlmodAún no hay calificaciones
- Laboratorio 3Documento4 páginasLaboratorio 3Henry Campos VillarAún no hay calificaciones
- PRACTICA 1 T3 Economía JINVDocumento3 páginasPRACTICA 1 T3 Economía JINVNaomiAún no hay calificaciones
- Juan Antonio Munguia SaldañaDocumento11 páginasJuan Antonio Munguia SaldañaAli HerreraAún no hay calificaciones
- Reforzamiento Examen FinalDocumento2 páginasReforzamiento Examen FinalEdu QuispeAún no hay calificaciones
- M3 - Hoja de ProblemasDocumento6 páginasM3 - Hoja de ProblemasEstebanAún no hay calificaciones
- Lab2 SimulaDocumento9 páginasLab2 SimulaMario YañezAún no hay calificaciones
- Certamen 2Documento7 páginasCertamen 2Alvaro Domínguez VillegasAún no hay calificaciones
- Capacidad SemanalDocumento7 páginasCapacidad SemanalSolis Roman BelenAún no hay calificaciones
- Boletin CTM 3 2017 PDFDocumento6 páginasBoletin CTM 3 2017 PDFMrulrerAún no hay calificaciones
- Semana 2 Carlos CabreraDocumento14 páginasSemana 2 Carlos CabreraJUAN ANDRES CORTEZAún no hay calificaciones
- Trabajo de Auditoría Energética de ITV UNT SVJ 2019-II PDFDocumento2 páginasTrabajo de Auditoría Energética de ITV UNT SVJ 2019-II PDFErlys HurtadoAún no hay calificaciones
- T.P.N°5 - Planificación - MATIAS NÚÑEZDocumento8 páginasT.P.N°5 - Planificación - MATIAS NÚÑEZMatias NúñezAún no hay calificaciones
- Corte 2 Refrigeracion CamaraDocumento9 páginasCorte 2 Refrigeracion CamaraGustavo MendozaAún no hay calificaciones
- Guía EstadísticaDocumento4 páginasGuía EstadísticaChristian Norambuena Vallejos50% (2)
- Req. 48 y 50Documento4 páginasReq. 48 y 50saam_457Aún no hay calificaciones
- MelissaDocumento6 páginasMelissaSergio Madariaga ManyaAún no hay calificaciones
- CAPÍTULO 5 2da VersiónDocumento9 páginasCAPÍTULO 5 2da VersiónLaboratorio de MetrologíaAún no hay calificaciones
- Practica - Division de Los Solidos-Pico1 PDFDocumento7 páginasPractica - Division de Los Solidos-Pico1 PDFKatherine PicoAún no hay calificaciones
- Evaluacion Final - Inst Edificaciones 2022-1Documento5 páginasEvaluacion Final - Inst Edificaciones 2022-1Camila AbarcaAún no hay calificaciones
- Tablas en ExcelDocumento6 páginasTablas en ExcelBrian Jercy Ramírez AyalaAún no hay calificaciones
- Presupuesto ViviendaDocumento18 páginasPresupuesto ViviendaDavinson JaramilloAún no hay calificaciones
- Actividad Individual 5 Problemas de Estudio de TiemposDocumento3 páginasActividad Individual 5 Problemas de Estudio de Tiemposgustavo colodroAún no hay calificaciones
- PavDocumento19 páginasPavSebastian Enriquez JuradoAún no hay calificaciones
- 1.3.1. Curva de Carga EléctricaDocumento3 páginas1.3.1. Curva de Carga EléctricaJuanjo SejasAún no hay calificaciones
- 02.06 MEMORIA DE CALCULO PARTE ELECTRICA PTAP (1era. ETAPA)Documento9 páginas02.06 MEMORIA DE CALCULO PARTE ELECTRICA PTAP (1era. ETAPA)VALERIO PEREZ BORDAAún no hay calificaciones
- Lab IMMedicionTrabajo2020Documento4 páginasLab IMMedicionTrabajo2020karinaAún no hay calificaciones
- S12 - PRACTICA T2 GTO - 2234346002 at 2023-2 - SolucionDocumento17 páginasS12 - PRACTICA T2 GTO - 2234346002 at 2023-2 - Solucionpatricia lavadoAún no hay calificaciones
- Guía APE 3 Taller Estudio de TiemposDocumento5 páginasGuía APE 3 Taller Estudio de TiemposIsrael PanimbozaAún no hay calificaciones
- Pde Otras ObrasDocumento3 páginasPde Otras ObrasMarco Antonio Arellano MuñanteAún no hay calificaciones
- Taller de Materiales I - Grupos ParesDocumento6 páginasTaller de Materiales I - Grupos ParesNéstor RebolledoAún no hay calificaciones
- N2Xy Trifasico 0,6/1 KV: 1. DescripcionDocumento3 páginasN2Xy Trifasico 0,6/1 KV: 1. DescripcionJunior TitoAún no hay calificaciones
- Ejercicios PArte 2Documento3 páginasEjercicios PArte 2victor noeAún no hay calificaciones
- Semana 12 Fin. EmpDocumento30 páginasSemana 12 Fin. EmpJenny Melissa Díaz AlarcónAún no hay calificaciones
- 1 - Balance de LíneaDocumento30 páginas1 - Balance de LíneaJenny Melissa Díaz AlarcónAún no hay calificaciones
- 2 - Casos de Balance de LíneaDocumento5 páginas2 - Casos de Balance de LíneaJenny Melissa Díaz AlarcónAún no hay calificaciones
- Tarea-Recuperación de Plenaria (NAKAMURA) 30-08Documento4 páginasTarea-Recuperación de Plenaria (NAKAMURA) 30-08Jenny Melissa Díaz AlarcónAún no hay calificaciones
- 2 - Tamaño de InstalacionesDocumento7 páginas2 - Tamaño de InstalacionesJenny Melissa Díaz AlarcónAún no hay calificaciones
- Semana 1 Introducción - Teoría de SistemasDocumento25 páginasSemana 1 Introducción - Teoría de SistemasJenny Melissa Díaz AlarcónAún no hay calificaciones
- Manual de Usuario para Proveedores B2MDocumento24 páginasManual de Usuario para Proveedores B2MJenny Melissa Díaz AlarcónAún no hay calificaciones
- 1 - Capacidad de ProducciónDocumento29 páginas1 - Capacidad de ProducciónJenny Melissa Díaz AlarcónAún no hay calificaciones
- Minería Ilegal en El PerúDocumento2 páginasMinería Ilegal en El PerúJenny Melissa Díaz AlarcónAún no hay calificaciones
- Ejercicio de Decisiones en Costeo de Operaciones Semana 5 2023-1Documento2 páginasEjercicio de Decisiones en Costeo de Operaciones Semana 5 2023-1Jenny Melissa Díaz AlarcónAún no hay calificaciones
- Resumen de Ecuaciones Diferenciales: IndiceDocumento12 páginasResumen de Ecuaciones Diferenciales: IndiceJenny Melissa Díaz AlarcónAún no hay calificaciones
- 3 - Casos de CapacidadDocumento10 páginas3 - Casos de CapacidadJenny Melissa Díaz AlarcónAún no hay calificaciones
- "Empresa de Acessórios Automotivos": Segunda ParteDocumento1 página"Empresa de Acessórios Automotivos": Segunda ParteJenny Melissa Díaz AlarcónAún no hay calificaciones
- Ejemplo Caso Diseño 2Documento2 páginasEjemplo Caso Diseño 2Jenny Melissa Díaz AlarcónAún no hay calificaciones
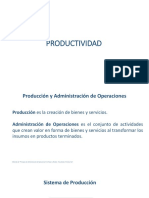
- ProductividadDocumento10 páginasProductividadJenny Melissa Díaz AlarcónAún no hay calificaciones
- "Empresa de Acessórios Automotivos": Tercera ParteDocumento1 página"Empresa de Acessórios Automotivos": Tercera ParteJenny Melissa Díaz AlarcónAún no hay calificaciones
- Cuadro ComparativoDocumento3 páginasCuadro ComparativoKty Margaritta MartinezAún no hay calificaciones
- Mollybrooke Chaturbate Newmollybrooke DocumentDocumento2 páginasMollybrooke Chaturbate Newmollybrooke Documentwerkplan cogironAún no hay calificaciones
- Plan ContableDocumento10 páginasPlan ContableLidaAún no hay calificaciones
- T 1 Le Sly Osorio 31811898 FiiiDocumento12 páginasT 1 Le Sly Osorio 31811898 FiiiMary Osorio OAún no hay calificaciones
- Ordenes de Inversion IMDocumento6 páginasOrdenes de Inversion IMpabloAún no hay calificaciones
- Programa de OnboardingDocumento2 páginasPrograma de OnboardingWILLY DIEGO PEZO CASTILLOAún no hay calificaciones
- Sistema Privado de PensionesDocumento18 páginasSistema Privado de PensionesOpc EdgarAún no hay calificaciones
- Redaccion Teamplatino RookieDocumento11 páginasRedaccion Teamplatino Rookieleit0sAún no hay calificaciones
- Contabilidad GerencialDocumento143 páginasContabilidad GerencialCharle Robles BocanegraAún no hay calificaciones
- Presupuesto de Capital Riesgo TeoriaDocumento7 páginasPresupuesto de Capital Riesgo TeoriaCinthia GamboaAún no hay calificaciones
- Transporte - Peso en Báscula - Tolerancia Positiva - Peso Máximo Bruto Vehicular - 20201340652861Documento11 páginasTransporte - Peso en Báscula - Tolerancia Positiva - Peso Máximo Bruto Vehicular - 20201340652861Gabriela TamayoAún no hay calificaciones
- OK ESFA PRIVADO Grupo 2-MangangueDocumento88 páginasOK ESFA PRIVADO Grupo 2-MangangueWendy RetamozaAún no hay calificaciones
- Condiciones Particulares Convenidas: Ruc. 20609398125 Jr. Los Lirios 148 - Urb. Los Jardines. TarapotoDocumento2 páginasCondiciones Particulares Convenidas: Ruc. 20609398125 Jr. Los Lirios 148 - Urb. Los Jardines. TarapotoCiro Daniel Villon BartraAún no hay calificaciones
- Guía No. 2 Geo - 244Documento7 páginasGuía No. 2 Geo - 244Carlos Tavarez100% (1)
- Corea Del NorteDocumento9 páginasCorea Del NorteDavid ShayaAún no hay calificaciones
- Guía Didáctica Curso Agenda 2030Documento26 páginasGuía Didáctica Curso Agenda 2030EstefanAún no hay calificaciones
- Libro Aromatic 1 Final 1Documento95 páginasLibro Aromatic 1 Final 1Sofia LopezAún no hay calificaciones
- Sistemas de Control InternoDocumento2 páginasSistemas de Control InternoClash RoyaleAún no hay calificaciones
- Definición de JidokaDocumento11 páginasDefinición de JidokaPedro pérezAún no hay calificaciones
- Analisis de RedesDocumento54 páginasAnalisis de RedesFlor TadeoAún no hay calificaciones
- Evaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO - VIRTUAL - ÉTICA EMPRESARIAL - (GRUPO B03)Documento7 páginasEvaluacion Final - Escenario 8 - PRIMER BLOQUE-TEORICO - VIRTUAL - ÉTICA EMPRESARIAL - (GRUPO B03)Paula ChaverraAún no hay calificaciones
- Colombia Legal Guide V2SpnDocumento19 páginasColombia Legal Guide V2Spncamila bernalAún no hay calificaciones
- Fact VariasDocumento16 páginasFact VariasAmanda Perez HuaranccaAún no hay calificaciones
- Segmentación PsicograficaDocumento2 páginasSegmentación PsicograficaAruba HamayunAún no hay calificaciones
- Ot Chiclayo Mayo 2019Documento58 páginasOt Chiclayo Mayo 2019nil calderon mejiaAún no hay calificaciones
- Infografia MicronegociosDocumento5 páginasInfografia MicronegociosCamilo Ruiz100% (1)