Códigos de Construcción ASME VIII Div.
1- Edición 2021
Especialización en Inspección de Soldadura
CÓDIGO DE CONSTRUCCIÓN ASME SECCIÓN VIII Div.1 Videoclase n° 6
1
Autor: Juan Carlos Di Prinzio
Códigos de Construcción ASME VIII Div.1- Edición 2021
TRATAMIENTO TÉRMICO DE ALIVIO
DE TENSIONES
(PWHT)
1
� Códigos de Construcción ASME VIII Div.1- Edición 2021
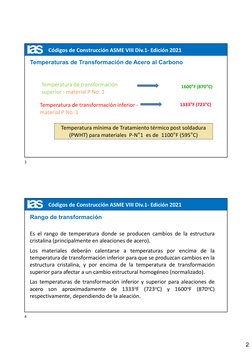
Temperaturas de Transformación de Acero al Carbono
Temperatura de transformación 1600°F (870°C)
superior - material P No. 1
Temperatura de transformación inferior - 1333°F (723°C)
material P No. 1
Temperatura mínima de Tratamiento térmico post soldadura
(PWHT) para materiales P-N°1 es de 1100°F (595°C)
Códigos de Construcción ASME VIII Div.1- Edición 2021
Rango de transformación
Es el rango de temperatura donde se producen cambios de la estructura
cristalina (principalmente en aleaciones de acero).
Los materiales deberán calentarse a temperaturas por encima de la
temperatura de transformación inferior para que se produzcan cambios en la
estructura cristalina, y por encima de la temperatura de transformación
superior para afectar a un cambio estructural homogéneo (normalizado).
Las temperaturas de transformación inferior y superior para aleaciones de
acero son aproximadamente de 1333oF (723oC) y 1600oF (870oC)
respectivamente, dependiendo de la aleación.
2
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Es la aplicación controlada de calor, previa y/o posterior a la soldadura,
que mejora la calidad de la unión soldada y aumenta la resistencia del
metal contra cargas, impactos, corrosión o deformación, previniendo la
formación de tensiones residuales en el área de soldadura.
Esta aplicación de calor se realiza en forma programada y controlada,
durante un tiempo determinado, con un gradiente térmico específico para
cada aleación o pieza tratada. El tratamiento puede ser previo a la
soldadura (pre-calentamiento), o posterior (post-calentamiento),
mediante equipos y técnicas apropiadas para cada caso
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
• El calentamiento lento de una unión por soldadura hasta una temperatura
de mantenimiento especificada, permite que el estrés residual
desarrollado durante el proceso de soldadura se relaje y se disipe a través
de la estructura.
• En la mayoría de los casos también se mejora la tenacidad del metal
soldado y de la zona afectada térmicamente (ZAC).
• La temperatura mínima de mantenimiento es normalmente aplicada a
temperaturas menores a la temperatura de transformación más baja.
3
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
El precalentamiento es un método de tratamiento térmico usado
para reducir la dureza y los esfuerzos en el metal base y la zona
afectada por el calor.
El precalentamiento disminuye la posibilidad de fisuración.
Muchos códigos recomiendan las temperaturas de
precalentamiento para cada material, por ejemplo el Apéndice R de
este código ASME VIII Div.1, indica la temperatura adecuada para
material, dependiendo también de su espesor
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
•Para algunos materiales y Códigos, el precalentamiento puede ser
usado en lugar del PWHT.
Por ejemplo, el código ASME Sección VIII, División 1 permite que un
precalentamiento de 95°C para materiales P1 entre 32 mm y 38 mm
de espesor nos evite la realización de un PWHT, si no es un
requerimiento solicitado por servicio.
4
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Tratamiento térmico
Nuestro Sistema de Control de Calidad deberá prever todos los controles que
aseguren que los tratamientos térmicos requeridos por las reglas del código
sean aplicados correctamente.
Deberán ser indicados los mecanismos mediante los cuales el Inspector
autorizado pueda satisfacerse que los requerimientos de tratamiento
térmico del código son cumplidos.
Esto puede ser evidenciado mediante la emisión de un procedimiento de
PWHT y la revisión de los registros de tiempo-temperatura generados
durante el tratamiento térmico.
9
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Debemos considerar que el PWHT es siempre mandatorio para la
Sección VIII div.1.
Esto se debe realizar de acuerdo a los lineamientos que se indican
en UW-40 y de la sección correspondiente al material a tratar.
10
5
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Sin embargo, existen exenciones.
Para que estas exenciones sean aplicables hay que verificar que:
• No sea mandatorio por condiciones de servicio establecidos en el
Código (Ej.: Servicio Letal)
• No sea un requerimiento de servicio no contemplado en el
Código (Ej.: Corrosión bajo tensión)
• No sea mandatorio por requerimientos de otros Códigos
aplicables Ej.: DOT (Departamento de Transporte EE.UU)
11
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Para los Aceros al Carbono y de baja aleación los requerimientos de PWHT se
especifican en UCS-56.
La definición del PWHT es una responsabilidad del diseñador, sin embargo, el
usuario debe definir si es mandatorio según Código, en caso de que el mismo
se requiera por servicio.
UCS-56 define las temperaturas mínimas y los tiempos mínimos requeridos
en función del material y del espesor.
El espesor es el espesor actual, se incluye el sobre espesor de corrosión.
12
6
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
• Si se unen 2 materiales de Nº P diferentes, se aplican los
requerimientos más restrictivos de PWHT.
• Los espesores mandatorios son los de los materiales sometidos a
presión sobre los no sometidos a presión
• El espesor requerido a considerar es el de la soldadura.
13
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
• El tiempo que debe regir en el tratamiento térmico de
alivio de tensiones, debe ser siempre el considerado para
el espesor más grueso que haya sido empleado en las
partes sujetas a presión en el recipiente.
• Para soldaduras de filete, el espesor que gobierna es la
garganta del filete.
14
7
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Espesor nominal cuando una unión soldada conecta partes de espesores desiguales
UW-40
El más delgado de las dos piezas soldadas a tope adyacentes
15
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Requerimientos del Control de Temperatura:
Temperatura inicial menor que 800ºF (425ºC)
Velocidad de Calentamiento:
» Por encima de los 425ºC, no mayor a 400ºF/h (222ºC/h) dividido por el espesor en pulgadas de la pieza
a tratar. Pero en ningún caso la velocidad será mayor a 400ºF/h (222ºC/h)
» La variación de temperatura del recipiente, durante el periodo de calentamiento, no puede ser mayor
a los 250ºF (140ºC) dentro de los 15’(4.6m)
Tiempo de Mantenimiento
» No puede ser menor al requerido en la tabla del material
» Durante el mantenimiento, la máxima diferencia de temperatura entre el punto más frío y el más
caliente no debe exceder los 150ºF (83ºC)
16
8
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Velocidad de Enfriamiento:
» Por encima de los 800ºF (425ºC) la velocidad de enfriamiento no puede
exceder los 500ºF/h (280ºC/h) dividido por el espesor del equipo en
pulgadas, pero nunca mayor a los 500ºF/h (280ºC/h) .
» Por debajo de los 425ºC, el enfriamiento se puede realizar en aire
calmo. No hay requerimiento de velocidad ni necesidad de
registrarlo.
» Para el control de estas temperaturas el horno debe contar con
termopares de contacto, punteados al recipiente con puntos de
soldadura fáciles de ser removidos.
17
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
De no alcanzarse los valores de temperatura requeridos en las tablas
UCS-56, se puede compensar con mayor tiempo de permanencia
utilizando la tabla UCS-56.1.
El horno debe contar con un registrador de temperatura, mediante el
cual debe imprimir en una gráfica del ciclo calentamiento- enfriamiento
y las variaciones de temperatura, que no deben sobrepasar a las
indicadas.
El horno debe ser de un diseño tal que se impida el contacto directo de
la llama con el recipiente.
18
9
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
TABLA UCS-56.1
REQUISITOS PARA EL TRATAMIENTO TERMICO POST-SOLDADURA ALTERNATIVO PARA LOS ACEROS AL CARBONO
BAJAMENTE ALEADOS
(Solo cuando es permitido por las Tablas de UCS-56)
Disminución en la
Temperatura por debajo de la
temperatura mínima
especificada, Tiempo Mínimo de Sostenimiento [Vea Nota (1)]
°F (°C) al disminuir la temp., horas: Notas
50 (28) 2 ----
100 (56) 4 ----
150 (83) 10 (2)
200 (111) 20 (2)
NOTAS:
(1) El tiempo de sostenimiento mínimo para 1” (25 mm) de espesor o menor.
Agregue 15 minutos por cada pulgada (25 mm) de espesor para espesores mayores de 1” (25 mm).
(2) Estas temperaturas mas bajas de tratamiento térmico son solamente permitidas para los materiales P1 Gr. 1 y 2
19
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Soldadura de Termocúplas
•UCS-56 (g) contiene requisitos para las termocuplas soldadas a los recipientes, utilizando
soldadura por descarga capacitiva o soldadura por resistencia eléctrica.
•Estas se pueden puede utilizar para conectar termopcuplas de alambre desnudo, sin
tratamiento térmico posterior a la soldadura, siempre que la salida de energía para soldar
está limitada a 125 W-seg máximo. Cualquier requisito especificado en las notas que se
encuentran en las tablas UCS-56-1 a UCS-56-11 se aplicarán
•Una especificación de procedimiento de soldadura debe ser preparada, y el contenido
debe describir, como mínimo, el equipo de descarga de condensadores utilizado, la
combinación de materiales a unir, y la técnica de aplicación. No se requiere calificación del
procedimiento de soldadura.
20
10
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Ejemplo Tratamiento térmico, material espesor 2”
Rampa de Calentamiento
400 F
200 F / hr
2
Tiempo de Mantenimiento
2 Horas Mínimo
Rampa de Enfriamiento
500 F
250 F / hr
2
21
Códigos de Construcción ASME VIII Div.1- Edición 2021
Gráfico de temperatura y tiempo de PWHT (Ejemplo)
OC
621
595
565
538 Ejemplo:
510
3,5” de espesor
482
454 P-N° 1
425
399 Tiempo del calentamiento inicial Tiempo de retención Tiempo de enfriamiento
2 hrs. 40 min 2 hrs. 23 min 2 hrs. 6 min
371
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5 5 5.5 6 6.5 7 7.5
Tiempo en horas
22
11
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Instituto Argentino de Siderurgia
23
Códigos de Construcción ASME VIII Div.1- Edición 2021
Temperatura de Mantenimiento (Tabla UCS-56)
P-No. Temperatura de mantenimiento
1 Gr. 1,2 y 3 595 °C min.
3 Gr. 1,2 y 3 595 °C min.
4 Gr. 1 y 2 650 °C min.
5A, 5B Gr. 1, 5C Gr. 1 675 °C min.
9A Gr. 1 y 9B Gr. 1 595 °C min.
10A Gr. 1 y 10B Gr. 1 595 °C min.
10C Gr. 1 y 10F Gr. 1 540 °C min.
15E Gr. 1 705 °C minima- Maxima, ver notas (3) y (4)
Instituto Argentino de Siderurgia
24
12
� Códigos de Construcción ASME VIII Div.1- Edición 2021
PLANILLA DE TRATAMIENTO TÉRMICO Procedimiento Nº : T-2022
HEAT TREATMENT INSTRUCTION Revision Ner 0
Nº de PEDIDO Nº de FABRICACIÓN DESCRIPCIÓN
JOB NER FABRICATION NER DESCRIPTION
24514 13994 Tanque de Expansión
PARÁMETROS DE TRATAMIENTO TÉRMICO
PARAMETERS OF HEAT TREATMENT
Máxima diferencia de temp. Durante la
Tasa de calentamiento máx. permanencia
80 ºC/hr 75 ºC
Max. heating rate Maximum temperature difference during
holding time
Máxima diferencia de temp. durante el 120 ºC entre
calentamiento puntos Tasa de enfriamiento máx.
200 ºC/hr
Maximum temperature difference during situados a Máx. cooling rate
heating 4m. entre sí
Temperatura de permanencia Nº de Termocúplas
595 -620 ºC 3
Holding temperature Ner of thermocouples
Tiempo de permanencia 3 HORAS. Método de unión termocuplas Ver Nota (1)
Holding time mínimo. Method of attachment thermocouples See Note (1)
Control de temperatura
Mediante Termocúplas de descarga capacitiva
Control temperature
25
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Reparaciones posteriores al PWHT:
Se revisó el párrafo UCS-56(f)(4)(-a) para permitir el uso de los siguientes
procesos de soldadura adicionales para reparaciones:
(a) GTAW
(b) GMAW- FCAW
(c) SAW
(d) PAW
Estos procesos se encuentran en la Sección IX, Tablas QW-252 a QW-267; se
aplican ciertas restricciones para cada proceso
26
13
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Reparaciones posteriores al PWHT:
Anteriormente, UCS-56(f)(4)(-a) solo permitía la soldadura manual por
metálico protegido (SMAW) para reparaciones en soldaduras.
Esta limitación se ha revisado porque el uso de SMAW para una reparación
de soldadura no siempre es factible o deseable, especialmente cuando el
proceso original no era SMAW.
27
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Reparaciones posteriores al PWHT:
En UCS-56(f) se especifican las condiciones que se deben cumplir cuando se
deben realizar reparaciones posteriores al PWHT. Lo que establece este
punto es:
• Solo alcanza a materiales P1 y P3
• El PWHT no es un requerimiento de servicio
• No debe exceder 38 mm para materiales P1 y 16 mm para materiales P3
• Después de eliminar el defecto, la ranura debe ser examinada, usando
partículas magnetizables o el líquidos penetrantes.
28
14
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Reparaciones posteriores al PWHT
Defecto a reparar
Profundidad a
reparar
29
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
(-a) El metal de soldadura se depositará mediante uno o más de los
siguientes procesos:
(-1) proceso de arco metálico protegido (SMAW) que utiliza electrodos de
bajo hidrógeno con un ancho máximo de cordón de 4 veces el diámetro del
núcleo del electrodo.
(-2) proceso de arco de tungsteno con gas (GTAW) con un ancho máximo de
cordón de 13 mm
30
15
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
(-3) proceso de arco metálico con gas (GMAW) con un ancho máximo de cordón de 13
mm.
Cuando se utilicen materiales de relleno con núcleo fundente (FCAW), deberán ser de
bajo contenido de hidrógeno.
(-4) proceso de arco sumergido (SAW) utilizando consumibles de bajo hidrógeno.
(-5) proceso de arco de plasma (PAW) con un ancho máximo de cordón de 13 mm.
Los electrodos de bajo hidrógeno, materiales de relleno y consumibles estarán
debidamente acondicionados de acuerdo con la Sección II, Parte C.
31
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Se debe precalentar a 200ºF (95ºC) el área a reparar en materiales P1.
Existen mayores restricciones para materiales P3. Se debe precalentar a 350ºF (175ºC)
el área a reparar
Existen requisitos de pos calentamiento y temperaturas entre pasadas soldadura
En estos requerimientos no se incluyen rellenos menores que se realicen para recuperar el espesor por
efecto de la remoción de soportes temporarios, por ejemplo, que no están expuestos al contenido del
recipiente
32
16
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
Después de que la soldadura de reparación terminada haya alcanzado la
temperatura ambiente, debe inspeccionarse usando el mismo examen no
destructivo que se usó al examinar el bisel (MP o PT).
Para los materiales P-No. 3, del Grupo No. 3, el examen se debe realizar
después de que el material haya estado a temperatura ambiente durante
un período mínimo de 48 horas, para determinar la presencia de posibles
fisuras de la soldadura
33
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
34
17
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
35
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
36
18
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
37
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
38
19
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
39
Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
40
20
� Códigos de Construcción ASME VIII Div.1- Edición 2021
Requerimientos para Tratamiento Térmico
Post-Soldadura según la Sección VIII Div.1
41
Códigos de Construcción ASME VIII Div.1- Edición 2021
FIN DE PARTE 6
42
21