También podría gustarte
- PP Balbin Garcia Torres Ccoyllar Yaulilahua Felix Vasquez Bacilio Vera ChinchayDocumento11 páginasPP Balbin Garcia Torres Ccoyllar Yaulilahua Felix Vasquez Bacilio Vera ChinchayjazbahelgeAún no hay calificaciones
- Chocoloco Esquema de TrabajoDocumento49 páginasChocoloco Esquema de TrabajoCARLOS FRANCISCO CORNEJO ROJASAún no hay calificaciones
- Informe de Pasantias Paula Crespo 22-07-19Documento85 páginasInforme de Pasantias Paula Crespo 22-07-191yagami1Aún no hay calificaciones
- Proyecto de InversiónDocumento7 páginasProyecto de InversiónDianaAún no hay calificaciones
- Universidad de Chile Facultad de Ciencias Físicas Y Matemáticas Departamento de Ingeniería IndustrialDocumento144 páginasUniversidad de Chile Facultad de Ciencias Físicas Y Matemáticas Departamento de Ingeniería IndustrialRandhyRinconAún no hay calificaciones
- Universidad de GuayaquilDocumento103 páginasUniversidad de Guayaquilwendy cevallosAún no hay calificaciones
- Segunda y Tercera Entrega Gerencia Estrategica 2018 111Documento32 páginasSegunda y Tercera Entrega Gerencia Estrategica 2018 111angieAún no hay calificaciones
- Segunda y Tercera Entrega Gerencia Estrategica 2018 111Documento32 páginasSegunda y Tercera Entrega Gerencia Estrategica 2018 111Juan PabloAún no hay calificaciones
- Manual GEPUC 2017 v2Documento83 páginasManual GEPUC 2017 v2Cesar Romero VilchezAún no hay calificaciones
- Informe de InvetsigacionDocumento28 páginasInforme de InvetsigacionEloisa LuisAún no hay calificaciones
- DARIEN JEAN TALLER - RESTAURANTE DON ARROZ - 13 FinalDocumento92 páginasDARIEN JEAN TALLER - RESTAURANTE DON ARROZ - 13 FinalGloria AgudeloAún no hay calificaciones
- Ge903v - Grupo 6 - Avance FinalDocumento31 páginasGe903v - Grupo 6 - Avance FinalJULIO MARIO MORE ANTONAún no hay calificaciones
- Trabajo Final de EstáticaDocumento26 páginasTrabajo Final de EstáticaMONSALVE RODRIGUEZ JHON ANTHONYAún no hay calificaciones
- INFORMEFINALDocumento17 páginasINFORMEFINALALICIA SILVA GRANDESAún no hay calificaciones
- Proyecto Secador de CaféDocumento58 páginasProyecto Secador de Cafégustavo Morales SuazaAún no hay calificaciones
- Parque prehistóricoDocumento14 páginasParque prehistóricogeneesismachadoAún no hay calificaciones
- 2da Entrega Metodo. ContabilidadDocumento31 páginas2da Entrega Metodo. ContabilidadMARIA ELENA HUALLANCA HUAMANAún no hay calificaciones
- Creación de una comercializadora de alimentos típicos colombianosDocumento40 páginasCreación de una comercializadora de alimentos típicos colombianoslos mas locosAún no hay calificaciones
- Avance Nuevo TesinaDocumento76 páginasAvance Nuevo Tesinalarr hans romero anayaAún no hay calificaciones
- Informe de Tesis (Pdvsa)Documento30 páginasInforme de Tesis (Pdvsa)Diego CaraballoAún no hay calificaciones
- Productividad en La Gran Minería Del Cobre en Chile Del Diagnóstico A LosDocumento55 páginasProductividad en La Gran Minería Del Cobre en Chile Del Diagnóstico A LosAbraham LaraAún no hay calificaciones
- Lean Construction: Manual Practico de Las Herramientas de Mejoramiento de ConstrucciónDocumento83 páginasLean Construction: Manual Practico de Las Herramientas de Mejoramiento de ConstrucciónAdrian MorenoAún no hay calificaciones
- El emprendedor de organizaciones innovadorasDe EverandEl emprendedor de organizaciones innovadorasCalificación: 5 de 5 estrellas5/5 (1)
- Informe de Pasantia (Pdvsa)Documento34 páginasInforme de Pasantia (Pdvsa)Diego CaraballoAún no hay calificaciones
- Hidroinox Trabajo Final Calidad y Mejora Continua 2.0Documento15 páginasHidroinox Trabajo Final Calidad y Mejora Continua 2.0JIMMY JARHEDAún no hay calificaciones
- Frutimix DydpDocumento11 páginasFrutimix DydpYanina Maldonado MaldonadoAún no hay calificaciones
- 2 OpcionDocumento24 páginas2 OpcionIep San José Marello HuarazAún no hay calificaciones
- Tarea5 - GestionTecnologicaDocumento21 páginasTarea5 - GestionTecnologicaLuisa Fernanda CifuentesAún no hay calificaciones
- Tesis Elaboracion de Una Carpeta Tecnica para Imprimir PDFDocumento191 páginasTesis Elaboracion de Una Carpeta Tecnica para Imprimir PDFMaito AraujoAún no hay calificaciones
- Análisis producción Grupo GaitánDocumento32 páginasAnálisis producción Grupo GaitánMychael StickAún no hay calificaciones
- Manual GEPUC 2017 v2 PDFDocumento83 páginasManual GEPUC 2017 v2 PDFRaul Pacco HanccoAún no hay calificaciones
- Creación de una empresa de componentes y mantenimientoDocumento32 páginasCreación de una empresa de componentes y mantenimientosamuel lucanoAún no hay calificaciones
- Trabajo Final GRUPO 6Documento132 páginasTrabajo Final GRUPO 6Luis Castillo FloresAún no hay calificaciones
- Jabones Eco evalúa proyecto de producción sostenibleDocumento40 páginasJabones Eco evalúa proyecto de producción sosteniblebastian ValenzuelaAún no hay calificaciones
- Diseño de una planta procesadora de galletas de soya enriquecidas con proteínaDocumento37 páginasDiseño de una planta procesadora de galletas de soya enriquecidas con proteínaxiomara pinoAún no hay calificaciones
- Proyecto Edwin A2 AvanceDocumento66 páginasProyecto Edwin A2 AvanceYeferson CatilloAún no hay calificaciones
- Investigación de mercado para Rotoplas Honduras sobre ampliación de cartera de productosDocumento32 páginasInvestigación de mercado para Rotoplas Honduras sobre ampliación de cartera de productosMario Ordoñez ZalavarriaAún no hay calificaciones
- Optimización de la producción de pizzasDocumento25 páginasOptimización de la producción de pizzasKaren MarquezAún no hay calificaciones
- Trabajo Practico Fundamento de SoftwareDocumento7 páginasTrabajo Practico Fundamento de SoftwareSr. Ackerman70% (1)
- Reporte Final Avance 3 EstadiasDocumento19 páginasReporte Final Avance 3 EstadiasFernando ZamaconaAún no hay calificaciones
- Plan de Acción - Miranda Paniura Jeanpier GiovanniDocumento57 páginasPlan de Acción - Miranda Paniura Jeanpier GiovanniJeanpier MirandaAún no hay calificaciones
- Proyecto Empresa ManufactureraDocumento20 páginasProyecto Empresa ManufactureraAlejandro Eusse Munera100% (1)
- PLAN DE TESIS ACTUALIZADO Formato 2023Documento31 páginasPLAN DE TESIS ACTUALIZADO Formato 2023Angelo Hugo CamposAún no hay calificaciones
- Gatica Vargas, RodrigoDocumento79 páginasGatica Vargas, RodrigoEdison EnriquezAún no hay calificaciones
- Sistema Contable Panadería Familia ApazaDocumento11 páginasSistema Contable Panadería Familia ApazaÁNGEL ANTONIO LOPEZ AVENDAÑOAún no hay calificaciones
- Propuesta de Mejora en El Área de Producción de Autopartes de Fibras de Vidrio para Incrementar La Rentabilibidad de La Empresa Factoría Bruce S.A. en La Ciudad de Trujillo PDFDocumento259 páginasPropuesta de Mejora en El Área de Producción de Autopartes de Fibras de Vidrio para Incrementar La Rentabilibidad de La Empresa Factoría Bruce S.A. en La Ciudad de Trujillo PDFDanielAún no hay calificaciones
- If - Vii Nu - TerminadoDocumento27 páginasIf - Vii Nu - TerminadoJean C. Torres100% (2)
- EMPRESA INDUSTRIAL ZAPRE SAC Primera ParteDocumento7 páginasEMPRESA INDUSTRIAL ZAPRE SAC Primera ParteIvan JLAún no hay calificaciones
- Primer AvanceDocumento10 páginasPrimer AvanceGlennSBCAún no hay calificaciones
- Manual Lean ConstructionDocumento82 páginasManual Lean ConstructionAlejandro Túllume Uceda100% (3)
- Proyecto Talcos para Pies-AleDocumento22 páginasProyecto Talcos para Pies-AleAlejandra Zenteno SaravaiAún no hay calificaciones
- Dto Informe EpinsaDocumento34 páginasDto Informe EpinsaAlexandra Yosy GonzalesAún no hay calificaciones
- INTERBANKDocumento27 páginasINTERBANKZoila Palacios100% (1)
- De La Cruz Falcon - LingoDocumento111 páginasDe La Cruz Falcon - LingoCurlyAún no hay calificaciones
- Informe Estadistico Plaza de Armas 30Documento23 páginasInforme Estadistico Plaza de Armas 30Anjali ChopraAún no hay calificaciones
- Ups GT003778 PDFDocumento75 páginasUps GT003778 PDFasusena salazarAún no hay calificaciones
- TGT 1141Documento99 páginasTGT 1141Diego PAezAún no hay calificaciones
- IDEA DE NEGOCIO TE DE CASCARILLA DE CACAO-centralizadoDocumento17 páginasIDEA DE NEGOCIO TE DE CASCARILLA DE CACAO-centralizadoCelene Dominguez RodriguezAún no hay calificaciones
- Ciclo de vida de los productos. Diseño y análisis para la innovación sostenibleDe EverandCiclo de vida de los productos. Diseño y análisis para la innovación sostenibleCalificación: 3 de 5 estrellas3/5 (2)
- Dime qué resuelves y te diré qué aprendes: Desarrollo de competencias en la universidad con el método de proyectosDe EverandDime qué resuelves y te diré qué aprendes: Desarrollo de competencias en la universidad con el método de proyectosAún no hay calificaciones
- Guia 2, Sebastian RiffoDocumento3 páginasGuia 2, Sebastian RiffoSEBASTIAN ELIAS RIFFO OLAVEAún no hay calificaciones
- Guia 1 TAREADocumento2 páginasGuia 1 TAREASEBASTIAN ELIAS RIFFO OLAVEAún no hay calificaciones
- Escucha ActivaDocumento11 páginasEscucha ActivaSEBASTIAN ELIAS RIFFO OLAVEAún no hay calificaciones
- Plan de TradingDocumento4 páginasPlan de TradingSEBASTIAN ELIAS RIFFO OLAVE100% (1)
- Examen 4Documento27 páginasExamen 4Gema Lisbeth ZambranoAún no hay calificaciones
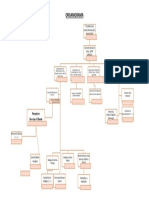
- Organigrama: Presidente de Junta Directiva (Lic. Jorge Kafati)Documento1 páginaOrganigrama: Presidente de Junta Directiva (Lic. Jorge Kafati)Víctor RíosAún no hay calificaciones
- Informe Final Pasantía Fernando Gil RevisadoDocumento49 páginasInforme Final Pasantía Fernando Gil RevisadoFernando GilAún no hay calificaciones
- Pe2012 Repuestos Uni PDFDocumento185 páginasPe2012 Repuestos Uni PDFJose TractorAún no hay calificaciones
- Ensayo de La Poblacion Economicamente Activa (PEA) PDFDocumento4 páginasEnsayo de La Poblacion Economicamente Activa (PEA) PDFAngelo RosarioAún no hay calificaciones
- Kit Contra Caídas Con Arnés de Un Anillo, TruperDocumento2 páginasKit Contra Caídas Con Arnés de Un Anillo, Truperjherson percy mendoza pachecoAún no hay calificaciones
- AGN Fondos Republicanos PDFDocumento3 páginasAGN Fondos Republicanos PDFGiovanniPaolo2Aún no hay calificaciones
- SAKURA - VW Commercial Vehicles PDFDocumento9 páginasSAKURA - VW Commercial Vehicles PDFJohnathan JyJAún no hay calificaciones
- Proyecto - Alvaro Cuellar LDocumento10 páginasProyecto - Alvaro Cuellar LNora LozadaAún no hay calificaciones
- Gestión reservas hotel SunecDocumento100 páginasGestión reservas hotel SunecGUSTAVO ANTONIO Lopez LachiAún no hay calificaciones
- Depreciaciones y AmortizacionesDocumento7 páginasDepreciaciones y Amortizacionesmar valentina100% (1)
- Ajustar Herramientas y Recipientes para La CosechaDocumento5 páginasAjustar Herramientas y Recipientes para La CosechaTOKE DROVEAún no hay calificaciones
- Tipos de Entidades EconomicasDocumento1 páginaTipos de Entidades EconomicasOmar Gaona0% (1)
- Segunda Entrega Gerencia FinancieraDocumento11 páginasSegunda Entrega Gerencia FinancieraKelly HerreraAún no hay calificaciones
- SEGUNDA ENTREGA - G. Desarrollo SostenibleDocumento23 páginasSEGUNDA ENTREGA - G. Desarrollo SosteniblekarenAún no hay calificaciones
- Análisis cadena valor empresa papelDocumento8 páginasAnálisis cadena valor empresa papelIsmael CameyAún no hay calificaciones
- Actividad14 OrianaMontesDocumento6 páginasActividad14 OrianaMontesJorge Luis Hilario RivasAún no hay calificaciones
- BM12093 0720Documento4 páginasBM12093 0720Ale MPAún no hay calificaciones
- Desarrollo Económico según LewisDocumento20 páginasDesarrollo Económico según Lewismichael mosqueaAún no hay calificaciones
- Tarea 2, Investigación Individual No. 2Documento10 páginasTarea 2, Investigación Individual No. 2SashaAún no hay calificaciones
- Despulpadora PDFDocumento4 páginasDespulpadora PDFFerz SanchezAún no hay calificaciones
- Proyecto HeladeriaDocumento12 páginasProyecto HeladeriaXriss SnayderAún no hay calificaciones
- Tarea # 1Documento4 páginasTarea # 1Roger MoreiraAún no hay calificaciones
- Cotizacion 202808-1 China Railway #10 Engineering Group Co., LTD Sucursal Del Peru ModificadoDocumento2 páginasCotizacion 202808-1 China Railway #10 Engineering Group Co., LTD Sucursal Del Peru ModificadoUlises CTAún no hay calificaciones
- Trabajo KaizenDocumento9 páginasTrabajo Kaizenjavier leonardo garcia bohorquezAún no hay calificaciones
- Evaluacion Final - Escenario 8 - PRODUCCIONDocumento18 páginasEvaluacion Final - Escenario 8 - PRODUCCIONCristian LunaAún no hay calificaciones
- Micro Econom Í ADocumento101 páginasMicro Econom Í Alaura sotoAún no hay calificaciones
- Ejemplo para Ejercico Final de NegociacionDocumento6 páginasEjemplo para Ejercico Final de NegociacionRicardoAún no hay calificaciones
- Word-3 OfimaticaDocumento3 páginasWord-3 OfimaticaAlex GarcíaAún no hay calificaciones
- María Natividad García Dorado: - Juan AyalaDocumento15 páginasMaría Natividad García Dorado: - Juan AyalaMARIA GARCIAAún no hay calificaciones