También podría gustarte
- Aplicaciones de Las Ecuaciones DiferencialesDocumento40 páginasAplicaciones de Las Ecuaciones DiferencialesAMYNNXXXX82% (22)
- 8-Inducción de Seguridad y Calidad I Nestlé.Documento24 páginas8-Inducción de Seguridad y Calidad I Nestlé.Erika QuirozAún no hay calificaciones
- Memoria de Cálculo Transformador Zig ZagDocumento4 páginasMemoria de Cálculo Transformador Zig ZagAnonymous cOYX3GRdRB100% (2)
- Tabla de ValenciasDocumento1 páginaTabla de ValenciasFVillarroelLeny97% (29)
- 7.1 Guía Calor y TemperaturaDocumento13 páginas7.1 Guía Calor y TemperaturaMargarita Oshea100% (1)
- Presentación Elemento Químico (Oro)Documento10 páginasPresentación Elemento Químico (Oro)Adrian Córdova Dominguez100% (1)
- 04 - UNIFILAR CAMPO TRANSFORMADOR N°2-Con ComentariosDocumento1 página04 - UNIFILAR CAMPO TRANSFORMADOR N°2-Con ComentariosOsvaldo PeruginiAún no hay calificaciones
- Acta 1Documento4 páginasActa 1juan carlos pardo chaparroAún no hay calificaciones
- Ten-6-Co-prw-0061 Procedimiento Uso de Herramientas Electricas y Tableros Electricos Se Cumbre - CDocumento23 páginasTen-6-Co-prw-0061 Procedimiento Uso de Herramientas Electricas y Tableros Electricos Se Cumbre - Cmartinel noob y baty mozAún no hay calificaciones
- Correcciones Proyecto #16950Documento9 páginasCorrecciones Proyecto #16950Jean CarlosAún no hay calificaciones
- Comprobante de DomicilioDocumento1 páginaComprobante de Domiciliofrancisco fernandezAún no hay calificaciones
- Mina ArcataDocumento107 páginasMina ArcataMiguel LeveauAún no hay calificaciones
- Acumulador Master EuropaDocumento2 páginasAcumulador Master EuropaVICENTEAún no hay calificaciones
- Scan 28 Jul. 2020Documento2 páginasScan 28 Jul. 2020machuca321.32Aún no hay calificaciones
- Diagrama Unifiar P-NSS-2022-125Documento2 páginasDiagrama Unifiar P-NSS-2022-125Enrique Hernandez GonzalezAún no hay calificaciones
- CMC3Documento47 páginasCMC3José CasalloAún no hay calificaciones
- 04 - Unifilar Campo Transformador N°2Documento1 página04 - Unifilar Campo Transformador N°2Osvaldo PeruginiAún no hay calificaciones
- InformacionDocumento23 páginasInformacionedwin ortega medinaAún no hay calificaciones
- Arreglo de Tuberia RT45002Documento1 páginaArreglo de Tuberia RT45002RamonYadierRivasAún no hay calificaciones
- C (.PCB: Solicitud de PNDDocumento1 páginaC (.PCB: Solicitud de PNDYair Sánchez blancoAún no hay calificaciones
- Certificado de Calidad Mill Test ReportDocumento1 páginaCertificado de Calidad Mill Test ReportAngel BelioAún no hay calificaciones
- Titulo Archivado042Documento7 páginasTitulo Archivado042gustavo pajuelo quinecheAún no hay calificaciones
- WPS Estructural ProcopetDocumento2 páginasWPS Estructural ProcopetDanny GavilanesAún no hay calificaciones
- Planos PDF - El Agustino Zona Vii 07-11-2015 OkDocumento24 páginasPlanos PDF - El Agustino Zona Vii 07-11-2015 OkRomily Abel Evangelista RuizAún no hay calificaciones
- TK MegaDocumento25 páginasTK MegaEduardo Cristian Campos PuchowskyAún no hay calificaciones
- Factura e Ingreso Insumos 29-06-2022Documento1 páginaFactura e Ingreso Insumos 29-06-2022Luis ColoradoAún no hay calificaciones
- Et 0000 0 000 04 751 PDFDocumento131 páginasEt 0000 0 000 04 751 PDFisalgadosterAún no hay calificaciones
- Campaña Pequeños Accidentes Grandes ConsecuenciasDocumento2 páginasCampaña Pequeños Accidentes Grandes ConsecuenciasMichael LeeAún no hay calificaciones
- 000-E-2100 Sistema de Puesta A TierraDocumento42 páginas000-E-2100 Sistema de Puesta A TierraJunior Gamboa AllaucaAún no hay calificaciones
- UntitledDocumento8 páginasUntitledRICHARD ROMOAún no hay calificaciones
- Formulario Ultimo 2119Documento1 páginaFormulario Ultimo 2119albert alarcon gutierrezAún no hay calificaciones
- Genrador de Dentellon Qu Se ProponeDocumento2 páginasGenrador de Dentellon Qu Se ProponeLEPICCSA SA DE CVAún no hay calificaciones
- Asme Seccion Ix-2010Documento6 páginasAsme Seccion Ix-2010Andres Felipe Hernandez Gomez100% (2)
- ASMEDocumento6 páginasASMEMaria Del PilarAún no hay calificaciones
- 3962 Tchi y PR 0000010 Equipos Accionados Mecanicamente - Rev - 2Documento32 páginas3962 Tchi y PR 0000010 Equipos Accionados Mecanicamente - Rev - 2Andres MeloAún no hay calificaciones
- An A 0001106Documento102 páginasAn A 0001106Jose Luis Hernández ChoqueAún no hay calificaciones
- Adobe Scan 5 Oct 2023Documento1 páginaAdobe Scan 5 Oct 2023ernesto mesie eduAún no hay calificaciones
- CalidadDocumento4 páginasCalidadGerson MedinaAún no hay calificaciones
- Flow Sheet 1Documento2 páginasFlow Sheet 1Oliver Trujillo OspinaAún no hay calificaciones
- Motores TrifasicosDocumento26 páginasMotores TrifasicosfernandoAún no hay calificaciones
- 05-32-06-015 MM-20 Compresor de Aire Pa-3500abc y Compresor Aire de Arranque Pa-3505Documento300 páginas05-32-06-015 MM-20 Compresor de Aire Pa-3500abc y Compresor Aire de Arranque Pa-3505Maricruz OlivarAún no hay calificaciones
- Certificado AENOR AFIRENAS-L H07Z1-K (AS) TYPE2Documento3 páginasCertificado AENOR AFIRENAS-L H07Z1-K (AS) TYPE2Alfredo CordovaAún no hay calificaciones
- EN 1977.fil Machine Cuivre (Espagnol)Documento24 páginasEN 1977.fil Machine Cuivre (Espagnol)evan78ilAún no hay calificaciones
- Acta 7 FirmasDocumento2 páginasActa 7 FirmasJuan angel LoteroAún no hay calificaciones
- Img 004Documento1 páginaImg 004Derek LazoAún no hay calificaciones
- 3775 Comp Contenido Rev1Documento80 páginas3775 Comp Contenido Rev1ytellez30Aún no hay calificaciones
- Ting-Planta 05192022080645Documento1 páginaTing-Planta 05192022080645hvac electricAún no hay calificaciones
- Cedulas de Cableado Rev.01Documento1 páginaCedulas de Cableado Rev.01eduardo diaz diazAún no hay calificaciones
- Suelos, Canteras y Diseño de Pavimentos Tomo 4Documento640 páginasSuelos, Canteras y Diseño de Pavimentos Tomo 4Max Giver Michael Avila HanccoAún no hay calificaciones
- Check List de Extintores Enero22-Metalurgia AntapaccayDocumento1 páginaCheck List de Extintores Enero22-Metalurgia AntapaccaySGS AntapaccayAún no hay calificaciones
- Pag 209-246Documento32 páginasPag 209-246madhelayns pulidoAún no hay calificaciones
- Cesap Trabajos en AlturaDocumento155 páginasCesap Trabajos en AlturaMaria del pilarAún no hay calificaciones
- Certificado de Producto Medidores de Indirecta y SemidirectaDocumento2 páginasCertificado de Producto Medidores de Indirecta y SemidirectaJorge Luis Lopez CavadiaAún no hay calificaciones
- WPS - Pqr. DT 013-14Documento5 páginasWPS - Pqr. DT 013-14ABEL CRISTOBALAún no hay calificaciones
- Borradores SolpedDocumento2 páginasBorradores SolpedROLANDO BURGOSAún no hay calificaciones
- Anexos MayasconDocumento581 páginasAnexos Mayasconfranz rojas machadoAún no hay calificaciones
- Alianza Avaluadores SasDocumento41 páginasAlianza Avaluadores SasangelicamanzanoAún no hay calificaciones
- InyectoraElectrohidráulica PDFDocumento8 páginasInyectoraElectrohidráulica PDFJuan DiazAún no hay calificaciones
- A1290-01-2503-M-Gen-096 - 1 (Status C)Documento254 páginasA1290-01-2503-M-Gen-096 - 1 (Status C)sergioAún no hay calificaciones
- Practica 4Documento6 páginasPractica 4Luis ÁvilaAún no hay calificaciones
- Apéndice E - Planos Eléctricos Del SistemaDocumento11 páginasApéndice E - Planos Eléctricos Del SistemaXDXDXDAún no hay calificaciones
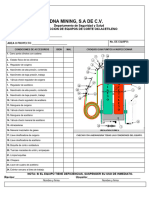
- Inspeccion Equipo OxicorteDocumento2 páginasInspeccion Equipo OxicorteMaykol Jeferson Alvarez VargasAún no hay calificaciones
- Protocolo de Inspección Banco de BateriasDocumento1 páginaProtocolo de Inspección Banco de BateriasCristian Lira100% (3)
- PLO8-514-PL-S-008 - 0 Estructuras Cas 1-2Documento1 páginaPLO8-514-PL-S-008 - 0 Estructuras Cas 1-2Cristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8 514 PL S 010 - 0 Detalles Apoyo y AbrazDocumento1 páginaPLO8 514 PL S 010 - 0 Detalles Apoyo y AbrazCristian Xavier Avendaño BelloAún no hay calificaciones
- DDR-PRO-RE-002-Control de ConcretoDocumento8 páginasDDR-PRO-RE-002-Control de ConcretoCristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8-510-LI-S-002 - 0 Lista de Carteleria T1Documento4 páginasPLO8-510-LI-S-002 - 0 Lista de Carteleria T1Cristian Xavier Avendaño BelloAún no hay calificaciones
- DDR-CAL-RE-005 Control INSITUDocumento1 páginaDDR-CAL-RE-005 Control INSITUCristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadDocumento218 páginasPLO8-510-DB-X-021 Vol. 01 - 0 Data Book de Control de CalidadCristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8 514 PL S 005 - 0 Caseta Comunic 1 (Sur)Documento1 páginaPLO8 514 PL S 005 - 0 Caseta Comunic 1 (Sur)Cristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8-510-GE-X-013 - 0 Indice de Dossier de Señalizacion T1Documento4 páginasPLO8-510-GE-X-013 - 0 Indice de Dossier de Señalizacion T1Cristian Xavier Avendaño BelloAún no hay calificaciones
- PLO8-510-OP-C-030 - 0 Preparacion y Aplicacion Recu. MetalDocumento20 páginasPLO8-510-OP-C-030 - 0 Preparacion y Aplicacion Recu. MetalCristian Xavier Avendaño BelloAún no hay calificaciones
- DDR-PRO-RE-002-Control de ConcretoDocumento8 páginasDDR-PRO-RE-002-Control de ConcretoCristian Xavier Avendaño BelloAún no hay calificaciones
- Vaceado de Losa Del CellarDocumento1 páginaVaceado de Losa Del CellarCristian Xavier Avendaño BelloAún no hay calificaciones
- Vaceado Del Muro Del CellarDocumento1 páginaVaceado Del Muro Del CellarCristian Xavier Avendaño BelloAún no hay calificaciones
- Digital Melisa Abrasivo OkDocumento2 páginasDigital Melisa Abrasivo OkCristian Xavier Avendaño BelloAún no hay calificaciones
- Vaceado de Pedestal Almacen QuimicoDocumento1 páginaVaceado de Pedestal Almacen QuimicoCristian Xavier Avendaño BelloAún no hay calificaciones
- Diseño de Mezclas 559+882Documento27 páginasDiseño de Mezclas 559+882Cristian Xavier Avendaño BelloAún no hay calificaciones
- Tuberia de Drenaje Del CellarDocumento1 páginaTuberia de Drenaje Del CellarCristian Xavier Avendaño BelloAún no hay calificaciones
- Relleno ControladoDocumento1 páginaRelleno ControladoCristian Xavier Avendaño BelloAún no hay calificaciones
- SRA-CAL-PO-001 Rev.2 Procedimiento Inspección VisualDocumento7 páginasSRA-CAL-PO-001 Rev.2 Procedimiento Inspección VisualCristian Xavier Avendaño BelloAún no hay calificaciones
- Colocacion de Tuberia ConductoraDocumento1 páginaColocacion de Tuberia ConductoraCristian Xavier Avendaño BelloAún no hay calificaciones
- Procedimiento de Medicion de EspesoresDocumento11 páginasProcedimiento de Medicion de EspesoresCristian Xavier Avendaño BelloAún no hay calificaciones
- Relleno ControladoDocumento1 páginaRelleno ControladoCristian Xavier Avendaño BelloAún no hay calificaciones
- UntitledDocumento27 páginasUntitledCristian Xavier Avendaño BelloAún no hay calificaciones
- Acta de Ejecución de Limpieza de Tuberías Y Accesorios de AceroDocumento1 páginaActa de Ejecución de Limpieza de Tuberías Y Accesorios de AceroCristian Xavier Avendaño BelloAún no hay calificaciones
- Estimado EuferDocumento2 páginasEstimado EuferCristian Xavier Avendaño BelloAún no hay calificaciones
- Registro de Limpieza de La LíneaDocumento1 páginaRegistro de Limpieza de La LíneaCristian Xavier Avendaño BelloAún no hay calificaciones
- Dly-Sp-X-Ts-501-R0 Pruebas HidrostaticasDocumento16 páginasDly-Sp-X-Ts-501-R0 Pruebas HidrostaticasCristian Xavier Avendaño BelloAún no hay calificaciones
- CTG-FO-M-TD-009-GA Reg de Prue de Res y Herm en ACDocumento4 páginasCTG-FO-M-TD-009-GA Reg de Prue de Res y Herm en ACCristian Xavier Avendaño BelloAún no hay calificaciones
- Acta de Inertización Y Verificación de Secado de Redes de AceroDocumento2 páginasActa de Inertización Y Verificación de Secado de Redes de AceroCristian Xavier Avendaño BelloAún no hay calificaciones
- CTG-FO-M-TD-008-GA Acta de Prue Neum en ACDocumento1 páginaCTG-FO-M-TD-008-GA Acta de Prue Neum en ACCristian Xavier Avendaño BelloAún no hay calificaciones
- Registro de Preparación Superficial Y PintadoDocumento2 páginasRegistro de Preparación Superficial Y PintadoCristian Xavier Avendaño BelloAún no hay calificaciones
- Monomeros 1Documento13 páginasMonomeros 1Juan Manuel MogollonAún no hay calificaciones
- Remediación ElectrocineticDocumento2 páginasRemediación ElectrocineticArmando RiveraAún no hay calificaciones
- 1º Clase ATMOSFERA Mejorado 1Documento12 páginas1º Clase ATMOSFERA Mejorado 1Roxana GonzálesAún no hay calificaciones
- Fitorremediación de AguasDocumento14 páginasFitorremediación de AguasAlbenis Mendoza PerezAún no hay calificaciones
- Taller 1 Movimiento OscilatorioDocumento2 páginasTaller 1 Movimiento OscilatoriofisicofelizAún no hay calificaciones
- AnexosEstequiometrà A2018Documento2 páginasAnexosEstequiometrà A2018alejo linaresAún no hay calificaciones
- Difracción de Rayos XDocumento1 páginaDifracción de Rayos XJUAN JESUS GOMEZ SERRANOAún no hay calificaciones
- Informe 3 de Quimica 2 FIA UNIDocumento18 páginasInforme 3 de Quimica 2 FIA UNIPactrick SaenzAún no hay calificaciones
- Tema Neumática PDFDocumento39 páginasTema Neumática PDFJose AndradeAún no hay calificaciones
- Práctica No. 3 "Influencia de La Temperatura Del Horno y Presión Del Gas Portador en La Respuesta Del Cromatógrafo."Documento22 páginasPráctica No. 3 "Influencia de La Temperatura Del Horno y Presión Del Gas Portador en La Respuesta Del Cromatógrafo."Chantal Abigail Reséndiz GómezAún no hay calificaciones
- 3 CarbetoxicumarinaDocumento5 páginas3 CarbetoxicumarinaOscar GuillenAún no hay calificaciones
- Cap 4 DDocumento125 páginasCap 4 DEdward DavidAún no hay calificaciones
- Modelamiento y Simulacion de Procesos QuimicosDocumento12 páginasModelamiento y Simulacion de Procesos QuimicosRICHARD CACERESAún no hay calificaciones
- 'Román Alberto Pérez Balán Doctorado en Ciencia y Tecnología AmbientalDocumento102 páginas'Román Alberto Pérez Balán Doctorado en Ciencia y Tecnología AmbientalUriel De Jesús RodríguezAún no hay calificaciones
- Las Propiedades Físicas y Quimicas de Los AlimentosDocumento26 páginasLas Propiedades Físicas y Quimicas de Los AlimentosCarlos Yauri100% (1)
- GlosaDocumento6 páginasGlosamichelle revolorioAún no hay calificaciones
- Marcapasos InterrogadorDocumento76 páginasMarcapasos InterrogadorCarlos Enrique Hernández LugoAún no hay calificaciones
- Ensayo de BradfordDocumento5 páginasEnsayo de BradfordAnahí OsunaAún no hay calificaciones
- ProgramaseparacionDocumento3 páginasProgramaseparacionSofia Veronica Narvaez QuinteroAún no hay calificaciones
- TAREA Nº1 - Simplificación de Sistemas de Fuerzas y ParDocumento15 páginasTAREA Nº1 - Simplificación de Sistemas de Fuerzas y ParJean Franco Tirado GuerreroAún no hay calificaciones
- Coordenadas AbsolutasDocumento14 páginasCoordenadas AbsolutasZevallosKimberleyAún no hay calificaciones
- Informe 1 Uso de La Balanza Analitica y Manejo Estadistico de ResultadosDocumento26 páginasInforme 1 Uso de La Balanza Analitica y Manejo Estadistico de Resultadosjuan banqueAún no hay calificaciones
- SolidificacionDocumento11 páginasSolidificacionkatja fabiana austen pabonAún no hay calificaciones
- Sulfato de SodioDocumento17 páginasSulfato de SodioAlizon Valencia Chura50% (2)
- Cat 001Documento23 páginasCat 001Hamilton TeodoroAún no hay calificaciones
- Cuestionario 1 de QMC100Documento3 páginasCuestionario 1 de QMC100diego serranoAún no hay calificaciones