También podría gustarte
- Procedimiento de Ensayo de Gammagrafia Industrial PDFDocumento15 páginasProcedimiento de Ensayo de Gammagrafia Industrial PDFvalpe12100% (1)
- Perforación de pozos petroleros en tierraDe EverandPerforación de pozos petroleros en tierraAún no hay calificaciones
- Especificaciones Tecnicas de Geomembrana de Polietileno de Alta Densidad (Hdpe)Documento14 páginasEspecificaciones Tecnicas de Geomembrana de Polietileno de Alta Densidad (Hdpe)d3j328d€eswkOugyh83% (6)
- P-IND-002 Procedimiento para Inspección Radiográfica de Tanques Presurizados Ver. 03Documento10 páginasP-IND-002 Procedimiento para Inspección Radiográfica de Tanques Presurizados Ver. 03Juan Gabriel Díaz DuranAún no hay calificaciones
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Procedimiento RT AWS D1.1-2015 Rev.1Documento38 páginasProcedimiento RT AWS D1.1-2015 Rev.1AntonySamirChuicaVegaAún no hay calificaciones
- 1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiDocumento25 páginas1.0 Procedimiento de Inspeccion de Tuberia Forzada de Acuerdo Al Asme Viii Div 1-Po-rt-001013-Asme ViiiJuan Carlos Ojeda ColanaAún no hay calificaciones
- Asme - Examen RadiograficoDocumento15 páginasAsme - Examen RadiograficoMiguel Angel Zavaleta Esquerre100% (1)
- Ut Ultrasonido Industrial II Manual 1-Examen 2Documento120 páginasUt Ultrasonido Industrial II Manual 1-Examen 2JUAN86% (7)
- Curso de Radiografia Industrial Nivel IiDocumento26 páginasCurso de Radiografia Industrial Nivel IiPercy Morales Ramirez100% (3)
- Procedimiento de Inspección Ultrasónica de Uniones SoldadasDocumento5 páginasProcedimiento de Inspección Ultrasónica de Uniones Soldadasb116n100% (1)
- Prosedimiento API 1104Documento21 páginasProsedimiento API 1104Frank PascumalAún no hay calificaciones
- PROCEDIMIENTO DE RAYOS X Nuevo PDFDocumento15 páginasPROCEDIMIENTO DE RAYOS X Nuevo PDFklapton1276Aún no hay calificaciones
- 1.4.-Procedimiento Camara de VacioDocumento2 páginas1.4.-Procedimiento Camara de VacioErick OlavarriaAún no hay calificaciones
- Procedimiento Ultrasonido ASMEDocumento22 páginasProcedimiento Ultrasonido ASMEJessica Romero Viza100% (2)
- ARTCULO 2 sECCIN VDocumento22 páginasARTCULO 2 sECCIN VDiego Alexander Barrera GarciaAún no hay calificaciones
- Especificación GM HDPE Simple Texurada 1.5mmDocumento10 páginasEspecificación GM HDPE Simple Texurada 1.5mmjuanjavier_519822Aún no hay calificaciones
- ASME Seccion V Art 2 EspañolDocumento10 páginasASME Seccion V Art 2 EspañolEdwin Daniel Martinez80% (5)
- TSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev ADocumento13 páginasTSG 557 Procedimiento de Ultrasonido Asme Viii-2010 Rev Ajaime huertasAún no hay calificaciones
- RT 3010 Rev 02 b31.3 SiconsaDocumento19 páginasRT 3010 Rev 02 b31.3 SiconsaAlftigre TovarAún no hay calificaciones
- Ndt-Rtprpcai-01 Procedimiento de RT API 1104 2013Documento13 páginasNdt-Rtprpcai-01 Procedimiento de RT API 1104 2013Juan Ch100% (1)
- Especificaciones Tecnicas Geombrana de Alta DensidadDocumento6 páginasEspecificaciones Tecnicas Geombrana de Alta DensidadAnticristo69Aún no hay calificaciones
- 12 Procedimiento de Ensayo RadiográficoDocumento16 páginas12 Procedimiento de Ensayo RadiográficoTEODORO100% (1)
- Especificaciones de Ensayo No DestructivoDocumento43 páginasEspecificaciones de Ensayo No DestructivoLore Araujo100% (1)
- Procedimiento UT AWSDocumento9 páginasProcedimiento UT AWSJHONAún no hay calificaciones
- Procedimiento UT ASME B31 (1) .3 en Tuberias QUA-PIUT-01 PDFDocumento8 páginasProcedimiento UT ASME B31 (1) .3 en Tuberias QUA-PIUT-01 PDFFernando Alex Romero GomezAún no hay calificaciones
- Examen Computarizado Dcea 2019 Ug Ugto Universidad Guanajuato PDFDocumento2 páginasExamen Computarizado Dcea 2019 Ug Ugto Universidad Guanajuato PDFPaty RendonAún no hay calificaciones
- Procedimiento de Ensayos No Destructivos RadiografiaDocumento15 páginasProcedimiento de Ensayos No Destructivos RadiografiaLuis CasasAún no hay calificaciones
- Examen Especifico de UT Nivel IIDocumento7 páginasExamen Especifico de UT Nivel IIPaul Trujillo AlcalaAún no hay calificaciones
- Informe de La VISITA A LA REPRESA GALLITO CIEGODocumento30 páginasInforme de La VISITA A LA REPRESA GALLITO CIEGORonald VerasteguiAún no hay calificaciones
- Solucion de Balance de Materia RODRIGO LONDOÑO GARCÍADocumento14 páginasSolucion de Balance de Materia RODRIGO LONDOÑO GARCÍAJose Angel Jimenez Robles29% (7)
- NDT Ut - Asme B31.3 - 002 - 11-SSKDocumento15 páginasNDT Ut - Asme B31.3 - 002 - 11-SSKCESAR AUGUSTO CHANAME TORRES100% (1)
- Procedimiento de SoldaduraDocumento10 páginasProcedimiento de SoldaduraLeonardo Cusó Contreras100% (1)
- Procedimiento RT - ASME B31.3Documento13 páginasProcedimiento RT - ASME B31.3juanjose298750% (2)
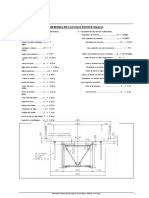
- Memoria de Calculo VigasDocumento51 páginasMemoria de Calculo VigasMick Tirado SilvaAún no hay calificaciones
- Caso Codigo 2235 - Asme VDocumento6 páginasCaso Codigo 2235 - Asme VYuri Edgar Giraldo Machado100% (1)
- Procedimiento RT AWS 2015Documento15 páginasProcedimiento RT AWS 2015jose negreteAún no hay calificaciones
- 007 Procedimiento de Ensayos Radiográfico de SoldadurasDocumento11 páginas007 Procedimiento de Ensayos Radiográfico de Soldadurasfanny_farias_3Aún no hay calificaciones
- Pr-Caf-03829-13-Q-008-1 GammagrafiaDocumento15 páginasPr-Caf-03829-13-Q-008-1 Gammagrafiacdctdf100% (1)
- Especificaciones Tecnicas Geombrana de Baja DensidadDocumento6 páginasEspecificaciones Tecnicas Geombrana de Baja DensidadAnticristo69Aún no hay calificaciones
- PE 11.33.05 Medición de Espesores (30!05!08)Documento8 páginasPE 11.33.05 Medición de Espesores (30!05!08)psappia1Aún no hay calificaciones
- PRFV AlumbDocumento4 páginasPRFV AlumbValukita CabreraAún no hay calificaciones
- Asme Secc V Art 2Documento11 páginasAsme Secc V Art 2mario valenzuelaAún no hay calificaciones
- End-Pr-Irt-04 Procedimiento RT Asme b31.8 - 2010Documento18 páginasEnd-Pr-Irt-04 Procedimiento RT Asme b31.8 - 2010Charles CisnerosAún no hay calificaciones
- Conexiónes Soldables en Tuberias Mpo-Rot-Ie-005Documento10 páginasConexiónes Soldables en Tuberias Mpo-Rot-Ie-005Dante RojasAún no hay calificaciones
- NTC591Documento10 páginasNTC591Susan Carolina Lozano VergaraAún no hay calificaciones
- Procedimiento RT AWS D1 (1) .1 2008Documento33 páginasProcedimiento RT AWS D1 (1) .1 2008archpastorAún no hay calificaciones
- Procedimiento de Inspeccion RadiograficaDocumento5 páginasProcedimiento de Inspeccion RadiograficaJesus Gabrielw Blanco GhostbustersIzAún no hay calificaciones
- Especificaciones Tecnicas de Geomembrana de Polietileno de Alta Densidad HdpeDocumento11 páginasEspecificaciones Tecnicas de Geomembrana de Polietileno de Alta Densidad HdpeRoland RefcasAún no hay calificaciones
- Puntos Que Debe Contener Un Procedimiento de End-RiDocumento3 páginasPuntos Que Debe Contener Un Procedimiento de End-RiMarcosAún no hay calificaciones
- 5.10 Procedimiento de Ensayo Por Ultrasonidos ManualDocumento5 páginas5.10 Procedimiento de Ensayo Por Ultrasonidos ManualalpenaAún no hay calificaciones
- Soldadura P5A G1 PDFDocumento138 páginasSoldadura P5A G1 PDFjcarlosherreracAún no hay calificaciones
- Anexo N°5 - Criterios de AceptaciónDocumento2 páginasAnexo N°5 - Criterios de AceptaciónAndy Aguilar MolinaAún no hay calificaciones
- NDT Astm Ut004-11Documento20 páginasNDT Astm Ut004-11CESAR AUGUSTO CHANAME TORRESAún no hay calificaciones
- Inspeccion Visual 02Documento10 páginasInspeccion Visual 02Lolis PuentesAún no hay calificaciones
- P-Bv-Coga-0003 (Original) Rt-Asme B31.3-1Documento31 páginasP-Bv-Coga-0003 (Original) Rt-Asme B31.3-1BlasCarbajalAún no hay calificaciones
- It-Et - RT-003-19Documento20 páginasIt-Et - RT-003-19Roni Oscar Olaza OrtizAún no hay calificaciones
- Ejemplo de Procedimiento para La InspecciónDocumento18 páginasEjemplo de Procedimiento para La InspecciónJosé Angel TorrealbaAún no hay calificaciones
- NMX B 011Documento13 páginasNMX B 011Victor Castellanos AlegriaAún no hay calificaciones
- Ultra So NidosDocumento45 páginasUltra So NidosJosé CuencaAún no hay calificaciones
- Espec SuministroDocumento26 páginasEspec SuministroJAVIER JESUS ACOSTA CASTROAún no hay calificaciones
- Plan de SeguridadDocumento15 páginasPlan de Seguridadcarlos mendoza agamaAún no hay calificaciones
- Ensayo de Ultrasonido Osciloscópico Según AwsDocumento11 páginasEnsayo de Ultrasonido Osciloscópico Según AwsgapiolaAún no hay calificaciones
- Suspensión de ObrasDocumento1 páginaSuspensión de ObrasTania Colque AvendañoAún no hay calificaciones
- Requisitos Pasantias 2019Documento1 páginaRequisitos Pasantias 2019Noemi Peralta RodriguezAún no hay calificaciones
- Estudio Economico Financiero 2018Documento3 páginasEstudio Economico Financiero 2018Tania Colque AvendañoAún no hay calificaciones
- Glosario de ProyectosDocumento7 páginasGlosario de ProyectosTania Colque AvendañoAún no hay calificaciones
- Requisitos Pasantias 2019Documento1 páginaRequisitos Pasantias 2019Noemi Peralta RodriguezAún no hay calificaciones
- Claudia Menacho Suarez: Otorgado ADocumento1 páginaClaudia Menacho Suarez: Otorgado ATania Colque AvendañoAún no hay calificaciones
- Certificados Instrumentos de CalibraciónDocumento11 páginasCertificados Instrumentos de CalibraciónTania Colque AvendañoAún no hay calificaciones
- Parcial Final de Balance de MateriaDocumento2 páginasParcial Final de Balance de MateriaTania Colque AvendañoAún no hay calificaciones
- LegiDocumento3 páginasLegiTania Colque AvendañoAún no hay calificaciones
- METODOLOGIADocumento14 páginasMETODOLOGIATania Colque AvendañoAún no hay calificaciones
- CALCULO Porocidad y SaturacionDocumento9 páginasCALCULO Porocidad y SaturacionTania Colque AvendañoAún no hay calificaciones
- Simulacion 1Documento3 páginasSimulacion 1Tania Colque AvendañoAún no hay calificaciones
- Examen de Legislacion de HidrocarburosDocumento4 páginasExamen de Legislacion de HidrocarburosTania Colque AvendañoAún no hay calificaciones
- Análisis de Factibilidad para La Implementación e Instalaci (1) - 1Documento122 páginasAnálisis de Factibilidad para La Implementación e Instalaci (1) - 1Tania Colque AvendañoAún no hay calificaciones
- Proyecto Seminarios 2-2018Documento8 páginasProyecto Seminarios 2-2018Tania Colque AvendañoAún no hay calificaciones
- Capacidad Productiva y PermeabilidadDocumento20 páginasCapacidad Productiva y PermeabilidadJos GAún no hay calificaciones
- Guía Autocad 2019-EngDocumento33 páginasGuía Autocad 2019-EngJulian Miño GallardoAún no hay calificaciones
- METODOLOGIADocumento14 páginasMETODOLOGIATania Colque AvendañoAún no hay calificaciones
- Colque - Tania - Potencial Hidrocarburifero de ChuquisacaDocumento10 páginasColque - Tania - Potencial Hidrocarburifero de ChuquisacaTania Colque AvendañoAún no hay calificaciones
- Capitulos 1 2 y 3 Gas en BoliviaDocumento44 páginasCapitulos 1 2 y 3 Gas en BoliviaRoberto CaceresAún no hay calificaciones
- Simulacion 1Documento3 páginasSimulacion 1Tania Colque AvendañoAún no hay calificaciones
- Acumulador HidraulicoDocumento2 páginasAcumulador HidraulicoTania Colque AvendañoAún no hay calificaciones
- Actividad 10.2 TaniaDocumento4 páginasActividad 10.2 TaniaTania Colque AvendañoAún no hay calificaciones
- Examen de Legislacion de HidrocarburosDocumento4 páginasExamen de Legislacion de HidrocarburosTania Colque AvendañoAún no hay calificaciones
- Primer PacialDocumento1 páginaPrimer PacialTania Colque AvendañoAún no hay calificaciones
- Norma y Protocolo de Procedimientos Eventos AdversosDocumento46 páginasNorma y Protocolo de Procedimientos Eventos AdversosUNIDAD COMUNICACIÓNAún no hay calificaciones
- 4.2 InstrumentacionDocumento11 páginas4.2 InstrumentacionRichard MedinaAún no hay calificaciones
- Nota Cornell Moises Quintero PDFDocumento2 páginasNota Cornell Moises Quintero PDFMoises QuinteroAún no hay calificaciones
- Pautas de Estres Corticoterapia SeguraDocumento2 páginasPautas de Estres Corticoterapia SeguraGina SpecialeAún no hay calificaciones
- Comunicación InformalDocumento11 páginasComunicación InformalRaul Rulex BaltazarAún no hay calificaciones
- Robo Agrav X Lesiones 166Documento33 páginasRobo Agrav X Lesiones 166A. DuAún no hay calificaciones
- Guia Técnica SDIDocumento24 páginasGuia Técnica SDICharly SjAún no hay calificaciones
- RESUMEN - Métodos para Recolectar InformaciónDocumento2 páginasRESUMEN - Métodos para Recolectar InformaciónLorenaAún no hay calificaciones
- Los Contratos Asociativos: MóduloDocumento8 páginasLos Contratos Asociativos: MóduloDianett Fernandez AsteteAún no hay calificaciones
- Proyecto de NeysaDocumento11 páginasProyecto de NeysaRoberto Silvera LeguiaAún no hay calificaciones
- MLAB118Documento1 páginaMLAB118Broken HillAún no hay calificaciones
- CTE - El VIH-SIDA y El Derecho A La Salud.11 - 03 - 2023Documento29 páginasCTE - El VIH-SIDA y El Derecho A La Salud.11 - 03 - 2023Naty MarinAún no hay calificaciones
- Tema 11Documento26 páginasTema 11primate69Aún no hay calificaciones
- Trabajo Practico MapuchesDocumento2 páginasTrabajo Practico Mapuchesmelina delconteAún no hay calificaciones
- Antecedentes Historicos Desarrollo Comunal Costa RicaDocumento4 páginasAntecedentes Historicos Desarrollo Comunal Costa RicaAriel D. MataAún no hay calificaciones
- Texto TraducidoDocumento2 páginasTexto TraducidoAnibal Galvez100% (1)
- Escuela de Educación Básica Fiscal "Carlos Aguilar"Documento8 páginasEscuela de Educación Básica Fiscal "Carlos Aguilar"Brenda IdroboAún no hay calificaciones
- Consideraciones Teóricas Sobre El Concepto de Liderazgo yDocumento16 páginasConsideraciones Teóricas Sobre El Concepto de Liderazgo yLaura MuñozAún no hay calificaciones
- Logistica CompletoDocumento19 páginasLogistica CompletoSaborío StevenAún no hay calificaciones
- Vitafol MGDocumento2 páginasVitafol MGAlexAún no hay calificaciones
- Nada Valoraciã N Crã TicaDocumento2 páginasNada Valoraciã N Crã TicaMiriam RustiAún no hay calificaciones
- Cáncer de Cavidad OralDocumento5 páginasCáncer de Cavidad OralDiana Valeria Corral GuardadoAún no hay calificaciones
- Problemas de Inferencia EstadisticaDocumento11 páginasProblemas de Inferencia Estadisticaalexanders19910% (1)
- Geografia Física de AméricaDocumento8 páginasGeografia Física de AméricaFrancisca ValdiviaAún no hay calificaciones
- Presentacion Trabajos en Caliente Incendios y ExplosionesDocumento36 páginasPresentacion Trabajos en Caliente Incendios y ExplosionesJohan EstebanAún no hay calificaciones
- Peso Precio CatálogoDocumento8 páginasPeso Precio CatálogoAmanda VillanuevaAún no hay calificaciones
- Informe de Fisuras y Desprendimiento de FachaletaDocumento2 páginasInforme de Fisuras y Desprendimiento de FachaletaElizabeth FuentesAún no hay calificaciones