También podría gustarte
- Aplicación Del Sistema Haccp en El Proceso Productivo de Salchicha EnlatadaDocumento5 páginasAplicación Del Sistema Haccp en El Proceso Productivo de Salchicha EnlatadaEdwin CaicedoAún no hay calificaciones
- HACCP-Practica Analisis de PeligroDocumento12 páginasHACCP-Practica Analisis de PeligroNicolas Diestra Sánchez100% (1)
- NTC 1582. Emulsificantes, Estabilizantes y EspesantesDocumento7 páginasNTC 1582. Emulsificantes, Estabilizantes y EspesantesEliOs320% (1)
- Análisis de Peligro en Materia Prima y EnvasesDocumento12 páginasAnálisis de Peligro en Materia Prima y EnvasesSonia DominguezAún no hay calificaciones
- Implementacion de Haccp para Salchicha FranfurtDocumento18 páginasImplementacion de Haccp para Salchicha FranfurtSalvador Martinez VelazquezAún no hay calificaciones
- HACCP Principio 7Documento6 páginasHACCP Principio 7Lizbeth CadenillasAún no hay calificaciones
- Formato de Formacion Del Equipo HaccpDocumento1 páginaFormato de Formacion Del Equipo HaccpBonny Zumaran DagaAún no hay calificaciones
- Haccp para Pulpas PDFDocumento69 páginasHaccp para Pulpas PDFWilsonClementeCerronAún no hay calificaciones
- Puntos CriticosDocumento3 páginasPuntos CriticosMaryuri Patricia Morocho SotoAún no hay calificaciones
- Validación de Procedimientos de Limpieza y Programa Haccp en Empresa Productora de Mantequilla, Margarina y RellenosDocumento103 páginasValidación de Procedimientos de Limpieza y Programa Haccp en Empresa Productora de Mantequilla, Margarina y RellenosDANIBATA100% (1)
- Programa RecallDocumento9 páginasPrograma RecallManuel GalindoAún no hay calificaciones
- HACCP SalchichónDocumento16 páginasHACCP SalchichónNahum David Trujillo Ramos100% (1)
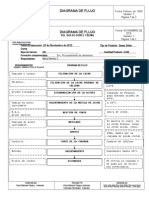
- Diagrama Flujo SalchichaDocumento1 páginaDiagrama Flujo SalchichaDanitos Yepez Rivadeneira100% (3)
- Diagrama de flujo queso doble cremaDocumento2 páginasDiagrama de flujo queso doble cremaAb OscarAún no hay calificaciones
- Plan Haccp EmbutidosDocumento37 páginasPlan Haccp EmbutidosYeimy Valencia100% (2)
- Cuadro Microorgnismos Nuggets.2Documento12 páginasCuadro Microorgnismos Nuggets.2Nathan Denni RobbinsAún no hay calificaciones
- APPCC para Salchichas EnlatadasDocumento6 páginasAPPCC para Salchichas EnlatadasNicolás Noreña Toro0% (1)
- Microbiologia Leche en PolvoDocumento19 páginasMicrobiologia Leche en Polvoguanipa2083% (6)
- Haccp Queso Prolactnat UssDocumento168 páginasHaccp Queso Prolactnat UssYAQUELYN ISIQUE LUISAún no hay calificaciones
- Microbiología de alimentos y requisitosDocumento16 páginasMicrobiología de alimentos y requisitosCristian CortesAún no hay calificaciones
- Análisis Microbiológico A Producto TerminadoDocumento11 páginasAnálisis Microbiológico A Producto TerminadoNatalia Franco SánchezAún no hay calificaciones
- PLAN HACCP Chorizo MexicanoDocumento6 páginasPLAN HACCP Chorizo MexicanoJoaquínA.Gallardo100% (1)
- NTC4491 2 CarnicosDocumento9 páginasNTC4491 2 CarnicoscraniunAún no hay calificaciones
- Manual HACCP Districarnes Santander procesamiento salchichaDocumento149 páginasManual HACCP Districarnes Santander procesamiento salchichaRicardo Cardozo Catalan100% (1)
- Parámetros microbiológicos alimentosDocumento9 páginasParámetros microbiológicos alimentosadriana sanchezAún no hay calificaciones
- Taller de Muestreo Microbiologia de AlimentosDocumento21 páginasTaller de Muestreo Microbiologia de AlimentosSantiago Quiroga ZuluagaAún no hay calificaciones
- PLAN HACCP de Productos LacteosDocumento14 páginasPLAN HACCP de Productos LacteosDario Soto BeltranAún no hay calificaciones
- HolaDocumento253 páginasHolaNinel Fernandez Marañón100% (1)
- 005 - TTG - Diseño Del Plan Haccp para El Aseguramiento de La Inocuidad de La Leche Pasteurizada y La Leche en Polvo Entera y Descremada en La Empresa Codegan LtdaDocumento100 páginas005 - TTG - Diseño Del Plan Haccp para El Aseguramiento de La Inocuidad de La Leche Pasteurizada y La Leche en Polvo Entera y Descremada en La Empresa Codegan Ltdajohn100% (1)
- Calendario Anual de Muestreo MicrobiologicoDocumento1 páginaCalendario Anual de Muestreo MicrobiologicoDon ChacareroAún no hay calificaciones
- Plan Haccp Bebida PDFDocumento102 páginasPlan Haccp Bebida PDFLourdes Ayasta Castro100% (1)
- Elaboración de Plan Haccp para Embutidos de PolloDocumento22 páginasElaboración de Plan Haccp para Embutidos de PolloSEMINARIO ACEVEDO RAY EDWARDAún no hay calificaciones
- Guía para El Uso de Recursos Educativos - Simulador ComBaseDocumento13 páginasGuía para El Uso de Recursos Educativos - Simulador ComBaseMilton Ed Guaran MogollonAún no hay calificaciones
- Criterio Microbiologico-Carne de CerdoDocumento28 páginasCriterio Microbiologico-Carne de CerdoRomel Balboa Cama0% (1)
- Planes de Muestreo para Análisis de Materias Primas y Productos TerminadosDocumento13 páginasPlanes de Muestreo para Análisis de Materias Primas y Productos TerminadosLaura Daniela Ballén Rubio100% (1)
- Plan HaccpDocumento34 páginasPlan HaccpAlejandro Orozco LievanoAún no hay calificaciones
- NTC 5554Documento7 páginasNTC 5554Célico Losada Ortiz100% (2)
- Poe Proceso Leche Uat (Uht) Larga Vida Entera 2019Documento11 páginasPoe Proceso Leche Uat (Uht) Larga Vida Entera 2019Johanna ZabalaAún no hay calificaciones
- Plan HaccpDocumento12 páginasPlan Haccpleidy johanaAún no hay calificaciones
- PCC Del Yogurt 2Documento4 páginasPCC Del Yogurt 2nayua dazaAún no hay calificaciones
- Bad Bug Book 2nd Edition (PDF) TraducidoDocumento292 páginasBad Bug Book 2nd Edition (PDF) TraducidoDavid Morales BalderasAún no hay calificaciones
- Evaluacion Inicial HaccpDocumento2 páginasEvaluacion Inicial HaccpSilvana Torres Gallegos100% (1)
- Haccp ArequipeDocumento5 páginasHaccp ArequipeDiana Lopez0% (1)
- Plan HACCP Sobre JamonesDocumento5 páginasPlan HACCP Sobre JamonesKevinzhito Benjamin Lopez Yucra100% (1)
- Cuerpos Extraños ES, InocuidadDocumento8 páginasCuerpos Extraños ES, InocuidadLiliana NavarreteAún no hay calificaciones
- Recepción MPDocumento12 páginasRecepción MPMarcelo ClavijoAún no hay calificaciones
- HACCP Pollo PechugaDocumento37 páginasHACCP Pollo PechugaJosephQuispeArone0% (1)
- DETERMINACIÓN GRASA LECHEDocumento6 páginasDETERMINACIÓN GRASA LECHECristina Hernández50% (2)
- HACCP Chorizo - Grupo 2Documento78 páginasHACCP Chorizo - Grupo 2GABRIEL XAVIER ESPINOZA SANTELICESAún no hay calificaciones
- Requisitos para El Diseño de Un Laboratorio de Analisis Sensorial Según La Guía Técnica Colombiana GTC 226:2012Documento3 páginasRequisitos para El Diseño de Un Laboratorio de Analisis Sensorial Según La Guía Técnica Colombiana GTC 226:2012jennifer romero100% (1)
- Haccp SalchichasDocumento5 páginasHaccp SalchichasBilliyo100% (2)
- Efecto de la concentración de sólidos totales y cultivo en yogurtDocumento86 páginasEfecto de la concentración de sólidos totales y cultivo en yogurtCC HeylincitaAún no hay calificaciones
- Leche en PolvoDocumento14 páginasLeche en PolvoAni CadenaAún no hay calificaciones
- HACCP Elaboracion de CervezaDocumento39 páginasHACCP Elaboracion de Cervezadeisy deya100% (1)
- Tabla de Control Del Plan HACCP (1) Salchichas Estilo VienaDocumento6 páginasTabla de Control Del Plan HACCP (1) Salchichas Estilo VienaDavid UlchurAún no hay calificaciones
- Fase 4 Lacteos UNADDocumento38 páginasFase 4 Lacteos UNADJuan RiascosAún no hay calificaciones
- BPM, POES, MIP y HACCPDocumento50 páginasBPM, POES, MIP y HACCPMaryanod Duque100% (2)
- PLAN HACCP PARA NÉCTAR DE CAÑA Y MARACUYÁDocumento19 páginasPLAN HACCP PARA NÉCTAR DE CAÑA Y MARACUYÁClaudia ZavalaAún no hay calificaciones
- Sistema HACCP en conserva de duraznoDocumento77 páginasSistema HACCP en conserva de duraznoWaldirPalomino100% (1)
- Manual Haccp - Don Ricco. PanetónDocumento24 páginasManual Haccp - Don Ricco. PanetónKaren Vásquez100% (3)
- PREVENCION RIESGO OSTEOMUSCULARDocumento18 páginasPREVENCION RIESGO OSTEOMUSCULARAndreaAún no hay calificaciones
- Tarea S7 PrafsDocumento19 páginasTarea S7 PrafsjorgeAún no hay calificaciones
- PRUNAPEDocumento12 páginasPRUNAPESteff WelchAún no hay calificaciones
- Informe de prevención de riesgos empresa IGBDocumento11 páginasInforme de prevención de riesgos empresa IGBmeryAún no hay calificaciones
- Ejercio Práctico 4Documento6 páginasEjercio Práctico 4thecrakxd 2.0Aún no hay calificaciones
- Aparato Digestivo 3ero Alfred NobelDocumento3 páginasAparato Digestivo 3ero Alfred NobelLuis Andres GutierrezAún no hay calificaciones
- Importancia de Los Indicadores en Un Proyecto de SaludDocumento3 páginasImportancia de Los Indicadores en Un Proyecto de Saludjhon villaAún no hay calificaciones
- Caso LeireDocumento2 páginasCaso LeireCentro Educativo Juego y Aprendo en InglésAún no hay calificaciones
- Diaz S Duiii ExpoDocumento21 páginasDiaz S Duiii Expomainares67Aún no hay calificaciones
- ATS MalacateDocumento8 páginasATS Malacateproject constructionsAún no hay calificaciones
- Monografia ApendicitisDocumento55 páginasMonografia ApendicitisAna María Portillo100% (1)
- Análisis ético del aborto desde tres puntos de vistaDocumento3 páginasAnálisis ético del aborto desde tres puntos de vistaangela acAún no hay calificaciones
- Breve Historia de La CriminalísticaDocumento4 páginasBreve Historia de La CriminalísticaCiiscooScln'SclnAún no hay calificaciones
- Programa Institucinal de FarmacovigilanciaDocumento2 páginasPrograma Institucinal de FarmacovigilanciaLUZ ISMENIA GARCIA SANCHEZAún no hay calificaciones
- Guía de Aprendizaje RAP 1. Parte 2 Crecimiento PersonalDocumento7 páginasGuía de Aprendizaje RAP 1. Parte 2 Crecimiento PersonalFelipe Ricaurte100% (1)
- F 815 5 en 1 Manual Usuario MultifuncionalDocumento14 páginasF 815 5 en 1 Manual Usuario MultifuncionalEduardo SolisAún no hay calificaciones
- 3M OrejerasDocumento2 páginas3M OrejerasIdabel PerezAún no hay calificaciones
- Anexo 1 - Unidad 2 - Tarea 3 - Sistemas Cardiorrespiratorio, Endocrino y LinfáticoDocumento7 páginasAnexo 1 - Unidad 2 - Tarea 3 - Sistemas Cardiorrespiratorio, Endocrino y LinfáticoMaida alejandra Ochoa castañedaAún no hay calificaciones
- 1231 - Autocontrol - RemovedDocumento10 páginas1231 - Autocontrol - RemovedNormaMelgarAún no hay calificaciones
- Qué Es La ESIDocumento21 páginasQué Es La ESIArtemisa Biocosmética100% (1)
- Unipox grado alimenticioDocumento2 páginasUnipox grado alimenticioVivian SalasAún no hay calificaciones
- Casos ClinicosDocumento32 páginasCasos ClinicosAlejandra RibleAún no hay calificaciones
- Matriz Iperc - Grupo 5Documento22 páginasMatriz Iperc - Grupo 5Jesus AmadoAún no hay calificaciones
- Consolidado Charla 5 Min Mes JulioDocumento39 páginasConsolidado Charla 5 Min Mes JulioSilvia AlejoAún no hay calificaciones
- Trabajo de Grado de HipertensionDocumento42 páginasTrabajo de Grado de HipertensionSarai RonAún no hay calificaciones
- Diseño Arquitectonico Quirofanos: Msc. Guillermo Andrés Turza Arévalo ArquitectoDocumento200 páginasDiseño Arquitectonico Quirofanos: Msc. Guillermo Andrés Turza Arévalo ArquitectoDanny Quispe TapiaAún no hay calificaciones
- Manual de Orientaciones PedagógicasDocumento39 páginasManual de Orientaciones PedagógicasSanto Tomas AquinoAún no hay calificaciones
- ¿Como Aprende Nuestro Cerebro - Patricia OneillDocumento14 páginas¿Como Aprende Nuestro Cerebro - Patricia OneillClint BenjaminAún no hay calificaciones
- Violencia SexualDocumento63 páginasViolencia SexualMafe Rojas MartinezAún no hay calificaciones
- Precios Farmawillyz Noviembre 2023Documento8 páginasPrecios Farmawillyz Noviembre 2023Estick gonzales menaAún no hay calificaciones
- Nuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaDe EverandNuevo manual de gastronomía molecular: El encuentro entre la ciencia y la cocinaCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- El gran libro de la kombucha: Cómo preparar, dar sabor y mejorar tu salud con el té fermentadoDe EverandEl gran libro de la kombucha: Cómo preparar, dar sabor y mejorar tu salud con el té fermentadoCalificación: 5 de 5 estrellas5/5 (3)
- Haz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesDe EverandHaz Condimentos Desde Cero Recetas Fabulosas Para Sabores Frescos Y Estilos De Vida Más SaludablesCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Las recetas de las películas del Studio GhibliDe EverandLas recetas de las películas del Studio GhibliCalificación: 5 de 5 estrellas5/5 (1)
- Ayuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoDe EverandAyuno Intermitente: Ayunar: 1 Mes De Recetas Para Quemar Grasa. Plan De Comidas Para Perder PesoCalificación: 1 de 5 estrellas1/5 (2)
- Receta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionDe EverandReceta De La Freidora De Aire Libro De Cocina De La Freidora De Aire/ Air Fryer Cookbook Spanish VersionCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Las recetas del mundo en las pelis de animaciónDe EverandLas recetas del mundo en las pelis de animaciónCalificación: 5 de 5 estrellas5/5 (2)
- Fermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalDe EverandFermentación: Una guía esencial para el cultivo de alimentos, crear kombucha, masa madre, kimchi, chucrut, yogur y mucho más: cultive probióticos en casa y mejore su microbioma intestinalCalificación: 3 de 5 estrellas3/5 (1)
- Hygge: El Arte Danés para Crear Hábitos de Confort, Alegría y Felicidad (Incluye Actividades, Recetas y un Reto Hygge de 30 Días)De EverandHygge: El Arte Danés para Crear Hábitos de Confort, Alegría y Felicidad (Incluye Actividades, Recetas y un Reto Hygge de 30 Días)Calificación: 5 de 5 estrellas5/5 (16)
- Detox: Alimentación depurativa para tu salud: Dietas, zumos, batidos y recetas para depurar tu cuerpo de forma naturalDe EverandDetox: Alimentación depurativa para tu salud: Dietas, zumos, batidos y recetas para depurar tu cuerpo de forma naturalCalificación: 5 de 5 estrellas5/5 (7)
- Paulina cocina en 30 minutos: Recetas prácticas para todos los díasDe EverandPaulina cocina en 30 minutos: Recetas prácticas para todos los díasCalificación: 4.5 de 5 estrellas4.5/5 (8)
- 50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaDe Everand50 Recetas Ketodeliciosas, Libro De Recetas Para Dieta CetogénicaCalificación: 5 de 5 estrellas5/5 (3)
- Todo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoDe EverandTodo sobre el baby-led weaning: La mejor guía sobre el método de alimentación infantil más efectivoCalificación: 4.5 de 5 estrellas4.5/5 (3)
- ¡Sana tu intestino!: Recetario de la Dieta GAPSDe Everand¡Sana tu intestino!: Recetario de la Dieta GAPSCalificación: 4.5 de 5 estrellas4.5/5 (4)
- La Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.De EverandLa Biblia de la Freidora de Aire: Recetario de Comidas Súper Fáciles para todos los días.Calificación: 4 de 5 estrellas4/5 (7)
- El libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludDe EverandEl libro de cocina de "El código de la obesidad": Recetas para controlar la insulina, perder peso y mejorar tu saludCalificación: 4 de 5 estrellas4/5 (6)
- Recetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableDe EverandRecetas para Diabéticos y Alimentos que Controlan la Diabetes: Plan de Comidas para Diabéticos de todas las edades que deseen una Dieta Saludable: Plan de comidas para diabéticos de todas las edades que deseen una dieta saludableCalificación: 5 de 5 estrellas5/5 (1)
- La cata del té: Cómo usar tus sentidos para disfrutar del téDe EverandLa cata del té: Cómo usar tus sentidos para disfrutar del téCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cócteles y bebidas para fiestas: Nuestras 100 mejores recetas en un solo libroDe EverandCócteles y bebidas para fiestas: Nuestras 100 mejores recetas en un solo libroCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Libro de Cocina de Manga Gástrica: Un libro de Cocina Bariátrica Esencial con Recetas Saludables y Deliciosas para la Cirugía y Dieta de Manga GástricaDe EverandLibro de Cocina de Manga Gástrica: Un libro de Cocina Bariátrica Esencial con Recetas Saludables y Deliciosas para la Cirugía y Dieta de Manga GástricaCalificación: 4 de 5 estrellas4/5 (10)