También podría gustarte
- PC-SCS-007 Procedimiento Fabricación e Instalación de Estructuras Rev1Documento13 páginasPC-SCS-007 Procedimiento Fabricación e Instalación de Estructuras Rev1José manuel Guzmán NavarroAún no hay calificaciones
- NC MN OC08 09 Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadDocumento8 páginasNC MN OC08 09 Instalacion y Adecuacion de Pasamanos y Barandas de SeguridadXtral LacoAún no hay calificaciones
- 170025-4602 Rev 3.fabricación e Instalación de TuberíaDocumento18 páginas170025-4602 Rev 3.fabricación e Instalación de Tuberíaantonio100% (1)
- PTS SG 006 Losa PistolaDocumento7 páginasPTS SG 006 Losa PistolaIsaias FaundezAún no hay calificaciones
- Protocolos Inspección ClimatizaciónDocumento1 páginaProtocolos Inspección ClimatizaciónRodrigo Nicolás CornejoAún no hay calificaciones
- ENFIERRADURASDocumento6 páginasENFIERRADURASfrancisco arayaAún no hay calificaciones
- Manual CajonesDocumento16 páginasManual Cajonesaleonr10100% (1)
- PTS CarpinteriaDocumento6 páginasPTS CarpinteriaMarielaAún no hay calificaciones
- PETS Colocacion de Urinarios PLANTA IDEALDocumento3 páginasPETS Colocacion de Urinarios PLANTA IDEALdalix sanchez condeAún no hay calificaciones
- Corte de Talud Rev 00Documento3 páginasCorte de Talud Rev 00Julio JunchayaAún no hay calificaciones
- HSEQ-QB2-PO-013-INST-013 Rev. 0 Pruebas Hidrostaticas de Alta Presión (M)Documento41 páginasHSEQ-QB2-PO-013-INST-013 Rev. 0 Pruebas Hidrostaticas de Alta Presión (M)Ricardo Barahona MedinaAún no hay calificaciones
- MP-51 - 00 - 161715 PREFABRICADO Y MONTAJE DE - TUBERIA - Rev0Documento38 páginasMP-51 - 00 - 161715 PREFABRICADO Y MONTAJE DE - TUBERIA - Rev0•It's Mari Cami•Aún no hay calificaciones
- Procedimiento de Compactación de SueloDocumento4 páginasProcedimiento de Compactación de SueloAnonymous NmJR4xgAún no hay calificaciones
- PC53-P01 Procedimiento para Instalación de Tuberia V3Documento8 páginasPC53-P01 Procedimiento para Instalación de Tuberia V3Will RzAún no hay calificaciones
- GO-Pr-015 Procedimiento Sellado de JuntasDocumento9 páginasGO-Pr-015 Procedimiento Sellado de JuntasMaximo Berrocal GaramendiAún no hay calificaciones
- Procedimiento - Instalacion de Cobertura RevDocumento11 páginasProcedimiento - Instalacion de Cobertura Revcarlos ruizAún no hay calificaciones
- Tabla Rejilla Tipo TDocumento15 páginasTabla Rejilla Tipo TCristihan Stiden Gallego IriarteAún no hay calificaciones
- R-Me-003-121p Registro de Torque de PernosDocumento3 páginasR-Me-003-121p Registro de Torque de PernosLuis Alexander Cristobal UbaldoAún no hay calificaciones
- IT-240 Rev. 0 - Colocación de Banco de DuctosDocumento19 páginasIT-240 Rev. 0 - Colocación de Banco de DuctosDiego Jose Fernandez DonosoAún no hay calificaciones
- Procedimiento de Instalacion de Piso TerrazoDocumento12 páginasProcedimiento de Instalacion de Piso TerrazoYSBEL DEL VALLE VALERIO FRANCOAún no hay calificaciones
- OK POF-CMZ-MEC-001 Procedimiento para Izaje de Carga Con Camion PlumaDocumento17 páginasOK POF-CMZ-MEC-001 Procedimiento para Izaje de Carga Con Camion Plumajorge101078Aún no hay calificaciones
- Procedimiento PretilesDocumento8 páginasProcedimiento PretilesRubén Madariaga L.Aún no hay calificaciones
- Pts Montaje Paneles AcùsticosDocumento11 páginasPts Montaje Paneles AcùsticosVictor Arriagada CerónAún no hay calificaciones
- Procedimiento Escrito de Trabajo Seguro de Pintur 5 PDFDocumento23 páginasProcedimiento Escrito de Trabajo Seguro de Pintur 5 PDFWalter Chacman LopezAún no hay calificaciones
- PETS 08 - Instalación de Termotechos LDocumento18 páginasPETS 08 - Instalación de Termotechos LJoel CornejoAún no hay calificaciones
- 15 Procedimiento Montaje de Estructuras MetalicasDocumento38 páginas15 Procedimiento Montaje de Estructuras MetalicasAnonymous IPCgT4YxqAún no hay calificaciones
- 1728C GYM PD PT 021 Rev9Documento35 páginas1728C GYM PD PT 021 Rev9Gilberto Rendon CarrascoAún no hay calificaciones
- HSEQ-FO-086 Check List Mensual TensiometroDocumento1 páginaHSEQ-FO-086 Check List Mensual TensiometroLuz Marina Marulanda OsornoAún no hay calificaciones
- Cel-Civ-Ps-P-04 Sumnistro, Nivelacion y Compactacion de Material v0Documento20 páginasCel-Civ-Ps-P-04 Sumnistro, Nivelacion y Compactacion de Material v0Jhon Alexander Guerra SalazarAún no hay calificaciones
- Pdto - Nkp-DrywallDocumento11 páginasPdto - Nkp-Drywallwilver anyosaAún no hay calificaciones
- Proceso de Soldadura MigDocumento21 páginasProceso de Soldadura MigEndher RojasAún no hay calificaciones
- PTS Construccion de LosaDocumento24 páginasPTS Construccion de LosaMariaInesMayorgaAún no hay calificaciones
- Pets - Armado de SoporteriaDocumento9 páginasPets - Armado de SoporteriaDanixa Rojas MonjaAún no hay calificaciones
- MNK 5858132 PLN15 001 - BDocumento21 páginasMNK 5858132 PLN15 001 - BELIANA GABRIELA ALVAREZ ZUÑIGAAún no hay calificaciones
- Pe Mont Sts Val 001 Montaje de Eess Rev.0Documento65 páginasPe Mont Sts Val 001 Montaje de Eess Rev.0afidelgeAún no hay calificaciones
- Icm Pro Oper 16 Procedimiento Atraviesos Con TuneleraDocumento14 páginasIcm Pro Oper 16 Procedimiento Atraviesos Con TuneleraToty Ainol ValeroAún no hay calificaciones
- Procedimiento de Descarga de Vigas MetalicasDocumento4 páginasProcedimiento de Descarga de Vigas MetalicasANTHONY CAMPOMANES TUESTAAún no hay calificaciones
- PT CS 005 Procedimiento MoldajeDocumento10 páginasPT CS 005 Procedimiento MoldajeHéctor VéjarAún no hay calificaciones
- Certificados - Ponce Martigena Luz MarinaDocumento2 páginasCertificados - Ponce Martigena Luz MarinaCARLOSSAún no hay calificaciones
- PTS Instalacion de EstanquesDocumento14 páginasPTS Instalacion de EstanquesjohannaAún no hay calificaciones
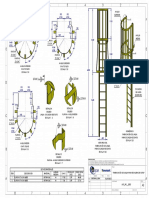
- Plano Jaula para Escalera de Gato Planta LQDocumento1 páginaPlano Jaula para Escalera de Gato Planta LQjhony llenqueAún no hay calificaciones
- PDK - sgc.PC.0037 Tarrajeo y DerramesDocumento8 páginasPDK - sgc.PC.0037 Tarrajeo y DerramesGuillermo MarticorenaAún no hay calificaciones
- PDT-In-007 Procedimiento Reparacion Pintura in Situ Touch Up-Rev3Documento11 páginasPDT-In-007 Procedimiento Reparacion Pintura in Situ Touch Up-Rev3Carolina Andrea Maldonado CarrascoAún no hay calificaciones
- Camaras y Sumideros Tapas MOPDocumento5 páginasCamaras y Sumideros Tapas MOPWilmer Alberto Zambrano CobeñaAún no hay calificaciones
- Protocolo Colocacion de Armadura - REV - 1Documento2 páginasProtocolo Colocacion de Armadura - REV - 1pippekingzAún no hay calificaciones
- Pe-Pry-048 Rev.0 - Procedimientos Trabajos en CalienteDocumento12 páginasPe-Pry-048 Rev.0 - Procedimientos Trabajos en CalientejairoAún no hay calificaciones
- 170087-Eemm-P001 Montaje de Estructuras Metalicas, Fundacion y Torre de Iluminacuin H 30 MT Rev 0Documento34 páginas170087-Eemm-P001 Montaje de Estructuras Metalicas, Fundacion y Torre de Iluminacuin H 30 MT Rev 0JuanEduardoMazaDiazAún no hay calificaciones
- PTS Corte de TuberíasDocumento4 páginasPTS Corte de TuberíasJuan Pablo Araya López100% (1)
- PTS EnfierraduraDocumento20 páginasPTS EnfierraduraJazmín ReyesAún no hay calificaciones
- Procedimiento de Trabajo en AlturaDocumento10 páginasProcedimiento de Trabajo en AlturaMiguel Angel Santa CruzAún no hay calificaciones
- ARO Y ESTANDAR CORTE FLEJADO Y AMARRE DE HIERRO (TRONZADORA) CompletoDocumento10 páginasARO Y ESTANDAR CORTE FLEJADO Y AMARRE DE HIERRO (TRONZADORA) CompletoDiana VictoriaAún no hay calificaciones
- Protocolos de Inspeciones VisualesDocumento47 páginasProtocolos de Inspeciones VisualesGrace HnAún no hay calificaciones
- Wc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01Documento12 páginasWc-pets-sst-003-Termofusion de Tuberia y Accesorios Hdpe - V01diadex27Aún no hay calificaciones
- PT 08-07 Instalacion de Faena Rev 1Documento14 páginasPT 08-07 Instalacion de Faena Rev 1AlfreddinJaraAún no hay calificaciones
- Procedimiento Montaje de Silo 1Documento21 páginasProcedimiento Montaje de Silo 1cesarAún no hay calificaciones
- PR Cerco Perimetral Rev 0Documento18 páginasPR Cerco Perimetral Rev 0Jonatan Rodríguez ZárateAún no hay calificaciones
- Termofusion - ProcedimientoDocumento9 páginasTermofusion - ProcedimientoSantiago CruzadoAún no hay calificaciones
- MISOL SGC PC 006 - Concreto - Rev.02Documento14 páginasMISOL SGC PC 006 - Concreto - Rev.02Miller LuizAún no hay calificaciones
- To General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesoriosr2Documento15 páginasTo General para Montaje de Fabricacion y Montaje de Tuberias Valvulas y Accesoriosr2wilfredo100% (1)
- Catalogokratos2021 PDFDocumento18 páginasCatalogokratos2021 PDFluis rubilarAún no hay calificaciones
- ARS® - Grating Original Arrigoni - Proindar S.A. - ARS® - Productos EstándarDocumento4 páginasARS® - Grating Original Arrigoni - Proindar S.A. - ARS® - Productos Estándarluis rubilarAún no hay calificaciones
- Montaje de Equipos EstaticosDocumento13 páginasMontaje de Equipos Estaticosluis rubilar0% (1)
- Soldadura HDPEDocumento28 páginasSoldadura HDPEluis rubilar100% (1)
- Transporte, Carga & Descarga de CañeriasDocumento12 páginasTransporte, Carga & Descarga de Cañeriasluis rubilarAún no hay calificaciones
- 4600021129-03350-PROSE-00017 Rev.0 Mantencion General - AprobadoDocumento32 páginas4600021129-03350-PROSE-00017 Rev.0 Mantencion General - Aprobadoluis rubilarAún no hay calificaciones
- Pruebas Accionamiento de Apertura y Cierre de VálvulasDocumento14 páginasPruebas Accionamiento de Apertura y Cierre de Válvulasluis rubilarAún no hay calificaciones
- Montaje de Equipos RotativosDocumento7 páginasMontaje de Equipos Rotativosluis rubilarAún no hay calificaciones
- "Adecuación Del Sistema Contra Incendio "Adecuación Del Sistema Contra Incendio Terminal Pisco". Terminal Pisco"Documento15 páginas"Adecuación Del Sistema Contra Incendio "Adecuación Del Sistema Contra Incendio Terminal Pisco". Terminal Pisco"luis rubilar100% (1)
- Exámen de Evaluación SPMFC - GproDocumento3 páginasExámen de Evaluación SPMFC - Gproluis rubilar100% (1)
- Montaje de Equipos EstaticosDocumento13 páginasMontaje de Equipos Estaticosluis rubilar0% (1)
- Programa Trisemanal 31-01-22Documento3 páginasPrograma Trisemanal 31-01-22luis rubilarAún no hay calificaciones
- QUC-A-P08 Procedimiento de Montaje y Alineación de Equipos Rotativos Rev. 00Documento15 páginasQUC-A-P08 Procedimiento de Montaje y Alineación de Equipos Rotativos Rev. 00luis rubilar0% (1)
- Borrador - Búsqueda de GoogleDocumento1 páginaBorrador - Búsqueda de GoogleEd BadBoyAún no hay calificaciones
- Gia LenovoDocumento134 páginasGia LenovoLeonidas Acosta MatosAún no hay calificaciones
- 3.5. - Estudio de Impcto AmbientalDocumento50 páginas3.5. - Estudio de Impcto AmbientaljhhernandezcarrascoAún no hay calificaciones
- Ficha de Identificación - 2024-ADocumento2 páginasFicha de Identificación - 2024-Aomar alejandro tapia mezaAún no hay calificaciones
- Las 4 P Del MarketingDocumento2 páginasLas 4 P Del MarketingDiana Marcela Chaves ZambranoAún no hay calificaciones
- Lab2 ResiDocumento18 páginasLab2 ResiRicardo Lopez LopezAún no hay calificaciones
- Aportes A SociedadesDocumento1 páginaAportes A SociedadesLuz VelandiaAún no hay calificaciones
- Reporte Tu Carrera Despues de La CarreraDocumento3 páginasReporte Tu Carrera Despues de La CarreraPrfdgbkreAún no hay calificaciones
- Ishikawa AlmacenDocumento2 páginasIshikawa AlmacenLuis Rosales100% (4)
- Examen para TROMPO MEZCLADORDocumento2 páginasExamen para TROMPO MEZCLADORcosme santos ramosAún no hay calificaciones
- ErroresDocumento14 páginasErroresjesusAún no hay calificaciones
- Práctica 4 - Transportador HelicoidalDocumento12 páginasPráctica 4 - Transportador HelicoidalLorena García AvelinoAún no hay calificaciones
- Formato de Divorcio Incausado en QueretaroDocumento2 páginasFormato de Divorcio Incausado en QueretaroJorge Lares NavarreteAún no hay calificaciones
- Derecho A La Intimidad en Las Redes SocialesDocumento4 páginasDerecho A La Intimidad en Las Redes Socialesoctavio rosalesAún no hay calificaciones
- Sap-163 PP Manual Capacitacion Dato Maestro de Colector de Costo VFDocumento8 páginasSap-163 PP Manual Capacitacion Dato Maestro de Colector de Costo VFAndres Castillo MolinaAún no hay calificaciones
- Análisis Dimensional y ModeladoDocumento7 páginasAnálisis Dimensional y ModeladoAlonsoLopezAún no hay calificaciones
- Tarea 4 - Grupo 7 - Cabrera y EncisoDocumento24 páginasTarea 4 - Grupo 7 - Cabrera y EncisoEDUARS ESMITH ENCISO VELASQUEAún no hay calificaciones
- ALDEHIDOSDocumento5 páginasALDEHIDOSIli TbrAún no hay calificaciones
- GUIA AGRONOMIA Medición de La Producción de CarneDocumento21 páginasGUIA AGRONOMIA Medición de La Producción de CarneMelina RiveraAún no hay calificaciones
- Universidad Abierta para Adultos Uapa: Carrera de Escuela deDocumento6 páginasUniversidad Abierta para Adultos Uapa: Carrera de Escuela deElizabeth García perezAún no hay calificaciones
- Taller Segundo Primer PeriodoDocumento2 páginasTaller Segundo Primer PeriodoMilenilla GomezAún no hay calificaciones
- BPM de VinosDocumento11 páginasBPM de VinosJavier Quispe Manotupa0% (1)
- Normas Técnicas Relativas A Los Pasivos - Contabilidad PúblicaDocumento29 páginasNormas Técnicas Relativas A Los Pasivos - Contabilidad PúblicaDiego Alexander PalaciosAún no hay calificaciones
- Entrega Final Control InternoDocumento10 páginasEntrega Final Control InternoSol LightAún no hay calificaciones
- DE743 Derecho Procesal AdministrativoDocumento2 páginasDE743 Derecho Procesal Administrativojair suAún no hay calificaciones
- Encuesta AgrDocumento2 páginasEncuesta AgrHelena EspañaAún no hay calificaciones
- Políticas Públicas y Educativas en ColombiaDocumento7 páginasPolíticas Públicas y Educativas en ColombiaJennifer JaimeAún no hay calificaciones
- FR-1515-019-01 PRE - USO - VehiculosDocumento1 páginaFR-1515-019-01 PRE - USO - Vehiculosmilton mendozaAún no hay calificaciones
- T3 - Reporte Sobre La Película de Liderazgo EL FUNDADOR DACH 1955519Documento9 páginasT3 - Reporte Sobre La Película de Liderazgo EL FUNDADOR DACH 1955519Diego HernandezAún no hay calificaciones
- D. CIVIL Mapa MentalDocumento1 páginaD. CIVIL Mapa MentalSamanthaAún no hay calificaciones
- Lean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesDe EverandLean Startup: Cómo trabajar de manera más inteligente y no más duro mientras se innova más rápido y se satisface a los clientesCalificación: 4 de 5 estrellas4/5 (8)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- JavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptDe EverandJavaScript Una Guía de Aprendizaje para el Lenguaje de Programación JavaScriptCalificación: 3 de 5 estrellas3/5 (5)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Agile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanDe EverandAgile: Una guía para la Gestión de Proyectos Agile con Scrum, Kanban y LeanCalificación: 5 de 5 estrellas5/5 (1)
- La biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetDe EverandLa biblia del e-commerce: Los secretos de la venta online. Más de mil ideas para vender por internetCalificación: 5 de 5 estrellas5/5 (7)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Química orgánica: ejercicios de aplicaciónDe EverandQuímica orgánica: ejercicios de aplicaciónCalificación: 5 de 5 estrellas5/5 (3)
- MF1004_3 - Gestión de proveedoresDe EverandMF1004_3 - Gestión de proveedoresCalificación: 3 de 5 estrellas3/5 (1)
- Aprender Docker, un enfoque prácticoDe EverandAprender Docker, un enfoque prácticoCalificación: 5 de 5 estrellas5/5 (3)
- GuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoDe EverandGuíaBurros Microsoft Excel: Todo lo que necesitas saber sobre esta potente hoja de cálculoCalificación: 3.5 de 5 estrellas3.5/5 (6)
- Diseño de producción para pantalla: Storytelling visual en el cine y la televisiónDe EverandDiseño de producción para pantalla: Storytelling visual en el cine y la televisiónAún no hay calificaciones
- Bases de datos relacionales y modelado de datos. IFCT0310De EverandBases de datos relacionales y modelado de datos. IFCT0310Aún no hay calificaciones
- Fundamentos de bases de datos: Notas de referenciaDe EverandFundamentos de bases de datos: Notas de referenciaAún no hay calificaciones
- Criptografía sin secretos con Python: Spyware/Programa espíaDe EverandCriptografía sin secretos con Python: Spyware/Programa espíaCalificación: 5 de 5 estrellas5/5 (4)
- Un científico en el lavadero: Manchas, olores, ciencia, tecnología y suciedadDe EverandUn científico en el lavadero: Manchas, olores, ciencia, tecnología y suciedadCalificación: 5 de 5 estrellas5/5 (2)