También podría gustarte
- Ejercicios Ing Instrial 2Documento8 páginasEjercicios Ing Instrial 2Facu DoriaAún no hay calificaciones
- 11 Problema de Gestión Del MantenimientoDocumento48 páginas11 Problema de Gestión Del MantenimientoJesus Nizama0% (1)
- Capacidad Instalada...........Documento7 páginasCapacidad Instalada...........Rosa HurtadoAún no hay calificaciones
- Efectividad de PlantaDocumento4 páginasEfectividad de PlantarparedesrosarioAún no hay calificaciones
- Ejercicios de TPM - ClaseDocumento24 páginasEjercicios de TPM - ClaseJosé Luis Mejía AlvaradoAún no hay calificaciones
- Cálculo Del OeeDocumento3 páginasCálculo Del OeeJOSEAún no hay calificaciones
- Rivas EjerciciosDocumento5 páginasRivas EjerciciosrogerAún no hay calificaciones
- U3 Act6 Instrumentos Financieros XOPPDocumento14 páginasU3 Act6 Instrumentos Financieros XOPPMARIA XOCHITL PEREZ PRIETOAún no hay calificaciones
- Ejercicios de Desempleo 4Documento2 páginasEjercicios de Desempleo 4dcorcho1Aún no hay calificaciones
- Taller TPMDocumento7 páginasTaller TPMJuan Pablo PinedaAún no hay calificaciones
- Rendimiento Del Proceso.Documento45 páginasRendimiento Del Proceso.Yanier RuizAún no hay calificaciones
- 6.2 Ejercicios - OEE (TPM)Documento13 páginas6.2 Ejercicios - OEE (TPM)Oscar Lavado Tueros100% (1)
- Protocolo de Taller de Investigación PlantillaDocumento18 páginasProtocolo de Taller de Investigación PlantillaAlan VazquezAún no hay calificaciones
- Problema de Clase (Solución)Documento4 páginasProblema de Clase (Solución)JlAguirreAún no hay calificaciones
- Ejercicio de TPM: Datos Fórmulas A B C D E G H I J F T M N LDocumento3 páginasEjercicio de TPM: Datos Fórmulas A B C D E G H I J F T M N LPAULINA BRISE�O ALVARADOAún no hay calificaciones
- Practica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseDocumento3 páginasPractica Calificada - Lean Manufacturing Ejercicio 01 1. Suponiendo Que Un Proceso de Manufactura Tenga 9.6 Hrs. Disponibles en El Día. de EseJose Carlos Reyes BarrientosAún no hay calificaciones
- Actividad 2.3aDocumento19 páginasActividad 2.3aBUITRAGO VARGAS ANGIE TATIANAAún no hay calificaciones
- Actividades Tema 4 PARTE1 193z0133 Brisamar NolascoDocumento11 páginasActividades Tema 4 PARTE1 193z0133 Brisamar NolascoAlan VazquezAún no hay calificaciones
- Qué Es El ETEDocumento2 páginasQué Es El ETEricardo enrique fuentes guerreroAún no hay calificaciones
- Actividades Tema 4 PARTE1Documento2 páginasActividades Tema 4 PARTE1Alan VazquezAún no hay calificaciones
- MantenimientoDocumento9 páginasMantenimientojandy garzonAún no hay calificaciones
- Lean Mfg. 5Documento28 páginasLean Mfg. 5Fam Cerrato LopezAún no hay calificaciones
- MantenimientoDocumento9 páginasMantenimientojandy garzonAún no hay calificaciones
- Ejercicios2. OEEDocumento4 páginasEjercicios2. OEEAbraham Almaguer GallegosAún no hay calificaciones
- Ejercicios de InidcadoresDocumento2 páginasEjercicios de InidcadoresAquiles BoyAún no hay calificaciones
- S07.s1 Tarea A Desarrollar - Dhennys Prado Castro - 1623316Documento2 páginasS07.s1 Tarea A Desarrollar - Dhennys Prado Castro - 1623316Dhennys Prado CastroAún no hay calificaciones
- Balanceo - Puesto y LineaDocumento9 páginasBalanceo - Puesto y LineapaolaAún no hay calificaciones
- A2 - Ejercicios Métricos de ME Manufactura EsbeltaDocumento4 páginasA2 - Ejercicios Métricos de ME Manufactura EsbeltaRUBI ESMERALDA PULES PEINADOAún no hay calificaciones
- S13.s1 - Balance de Operaciones - Lean ManufacturingDocumento8 páginasS13.s1 - Balance de Operaciones - Lean ManufacturingPedro Castillo TerronesAún no hay calificaciones
- Qué Es El OEEDocumento8 páginasQué Es El OEEJuan OrtegaAún no hay calificaciones
- Ejercicio 17, 18, 19Documento10 páginasEjercicio 17, 18, 19Johel Gonzales RoqueAún no hay calificaciones
- Ejercicios de Sistemas de ManufacturaDocumento2 páginasEjercicios de Sistemas de ManufacturaRicardo Johan Gamboa Palomino100% (1)
- Taller de Balanceo de LineaDocumento10 páginasTaller de Balanceo de LineaWaltiño NarvaezAún no hay calificaciones
- Ejercicios de TPM Clase - CompressDocumento24 páginasEjercicios de TPM Clase - CompressDiscover NowAún no hay calificaciones
- CICLADODocumento28 páginasCICLADOMatias Gonzalez100% (1)
- Calculo de La Efectividad Total Del Equipo (ETE)Documento2 páginasCalculo de La Efectividad Total Del Equipo (ETE)Marco Antonio Lara Lopez83% (6)
- Diagrama Hombre Maquina-2Documento10 páginasDiagrama Hombre Maquina-2Pierre Calderon100% (1)
- Taller 14 MDocumento9 páginasTaller 14 Mneko ødeplayAún no hay calificaciones
- TALLER DE BALANCEO DE LINEA (Grupo)Documento11 páginasTALLER DE BALANCEO DE LINEA (Grupo)narian100% (1)
- Ejercicios de Sistemas de ManufacturaDocumento3 páginasEjercicios de Sistemas de ManufacturaLuis Eduardo ArellanoAún no hay calificaciones
- Sem 7 Diagrama H-M LabDocumento20 páginasSem 7 Diagrama H-M LabAngie Torres SuárezAún no hay calificaciones
- OEE Ejemplo 1Documento4 páginasOEE Ejemplo 1Jose IzqdoAún no hay calificaciones
- Análisis de Falla y Toma de Decisiones - 074446Documento12 páginasAnálisis de Falla y Toma de Decisiones - 074446cleiner alvarez montalvoAún no hay calificaciones
- Practica 1Documento4 páginasPractica 1CedrickR.BerriosAún no hay calificaciones
- Curso ETEDocumento15 páginasCurso ETEJose RubenAún no hay calificaciones
- Ejercicios de InidcadoresDocumento2 páginasEjercicios de InidcadoresEDWIN EDWARD CAPCHA TINOCOAún no hay calificaciones
- Mantenimiento ProblemaDocumento3 páginasMantenimiento ProblemaPepe SanchezAún no hay calificaciones
- Eficiencia Total Del EquipoDocumento5 páginasEficiencia Total Del EquipoRoberto ArzaluzAún no hay calificaciones
- Practica Diagrama Hombre-MaquinaDocumento8 páginasPractica Diagrama Hombre-MaquinaRoberto GarayAún no hay calificaciones
- Mantenimiento IndustrialDocumento4 páginasMantenimiento IndustrialJORGE ARIEL QUELAL FLORESAún no hay calificaciones
- Taller de Precedencia Katty MoralesDocumento4 páginasTaller de Precedencia Katty MoralesKkattymoralesAún no hay calificaciones
- Tarea 4 Administracion de Op. y Prod.Documento5 páginasTarea 4 Administracion de Op. y Prod.Eduardo Flores PinedaAún no hay calificaciones
- Final VSM Brasil - MantenimientoDocumento18 páginasFinal VSM Brasil - MantenimientoAlessandra Brisel ValenzuelaAún no hay calificaciones
- Anexo X Análisis de Tiempos ProductivosDocumento5 páginasAnexo X Análisis de Tiempos ProductivosKAREN ALEXANDRA PASTOR RODRIGUEZAún no hay calificaciones
- Ejercicios: Continuación de Ejercicios Relación Hombre MaquinaDocumento9 páginasEjercicios: Continuación de Ejercicios Relación Hombre Maquinamonica candido venturaAún no hay calificaciones
- Ejercicio OeeDocumento8 páginasEjercicio OeelorenaAún no hay calificaciones
- CALCULO DE EFICIENCIA GLOBAL PRODUCTIVA EgpDocumento3 páginasCALCULO DE EFICIENCIA GLOBAL PRODUCTIVA EgpjesusgomezglezAún no hay calificaciones
- TransporteDocumento20 páginasTransporteYvan Bravo100% (1)
- Inyectora 1Documento5 páginasInyectora 1Franchesca VargasAún no hay calificaciones
- Balanceo de Lineas. Caso IDocumento17 páginasBalanceo de Lineas. Caso ITomas Smith DominguezAún no hay calificaciones
- Actividad #2.2Documento3 páginasActividad #2.2Alan VazquezAún no hay calificaciones
- Puntos Cartel CientificoDocumento1 páginaPuntos Cartel CientificoAlan VazquezAún no hay calificaciones
- Cuestionario Kanban (Respuestas)Documento3 páginasCuestionario Kanban (Respuestas)Alan VazquezAún no hay calificaciones
- Dias-Positivas Del Metodo Kanban - Equipo1Documento13 páginasDias-Positivas Del Metodo Kanban - Equipo1Alan VazquezAún no hay calificaciones
- Lista Maestra de MaquinariaDocumento5 páginasLista Maestra de MaquinariaAlan VazquezAún no hay calificaciones
- ActividadesTema3 AP Brisamar 193z0133Documento3 páginasActividadesTema3 AP Brisamar 193z0133Alan VazquezAún no hay calificaciones
- Actividades Tema 2 PARTE2Documento12 páginasActividades Tema 2 PARTE2Alan VazquezAún no hay calificaciones
- Actividad Tema 4 APDocumento2 páginasActividad Tema 4 APAlan VazquezAún no hay calificaciones
- Practica 5 Documentación Sistema MantenimientoDocumento7 páginasPractica 5 Documentación Sistema MantenimientoAlan VazquezAún no hay calificaciones
- 25 Fórmulas de PMP para Aprobar El Examen de Certificación de PMP - Whizlabs Blog PDFDocumento8 páginas25 Fórmulas de PMP para Aprobar El Examen de Certificación de PMP - Whizlabs Blog PDFCapitán Fgta. OSORIOAún no hay calificaciones
- Teoria de UtilidadDocumento10 páginasTeoria de UtilidadJefferson DmbAún no hay calificaciones
- Cc-Ad SofamelDocumento1 páginaCc-Ad SofamelJunior Ernesto Flores EspinozaAún no hay calificaciones
- Tarea Modulo 4 y 5Documento19 páginasTarea Modulo 4 y 5mary tinocoAún no hay calificaciones
- Idioma CaranquiDocumento20 páginasIdioma CaranquiByron CarrancoAún no hay calificaciones
- Ee1295 20201111Documento72 páginasEe1295 20201111Helen TuzaAún no hay calificaciones
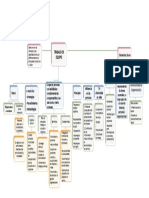
- Mapa Conceptual Del Trabajo en EquipoDocumento1 páginaMapa Conceptual Del Trabajo en EquipoAlicia RamosAún no hay calificaciones
- Evaluacion Unidad 2 Fundamentos de EconomiaDocumento7 páginasEvaluacion Unidad 2 Fundamentos de EconomiaAdriana PerezAún no hay calificaciones
- Apu Instalaciones ElectricasDocumento73 páginasApu Instalaciones ElectricasAnthony BqhAún no hay calificaciones
- Planeacion Integral AdoquinamientoDocumento1 páginaPlaneacion Integral AdoquinamientoJanet Luna0% (1)
- Trabajo de Legislación TributariaDocumento8 páginasTrabajo de Legislación TributariaRicardo VegaAún no hay calificaciones
- Plan Maestro de Recuperacion y Rehabilitación Del Borde Costero de La Comuna de San AntonioDocumento119 páginasPlan Maestro de Recuperacion y Rehabilitación Del Borde Costero de La Comuna de San AntonioCanicolsAún no hay calificaciones
- Tipos de Empresas en EcuadorDocumento4 páginasTipos de Empresas en EcuadorEvan CristhAún no hay calificaciones
- Syllabus-Guillen-Economía para negocios-MATP-ARE18-1-FORMATEADODocumento11 páginasSyllabus-Guillen-Economía para negocios-MATP-ARE18-1-FORMATEADOJonathan CoaguilaAún no hay calificaciones
- Maquina Fileteadora-1Documento12 páginasMaquina Fileteadora-1HEIDY JAZMIN MACIAS GARCIAAún no hay calificaciones
- F-C-314-1 Textiles Universo S.A. (B) - Anexos en ExcelDocumento11 páginasF-C-314-1 Textiles Universo S.A. (B) - Anexos en Excelpaocvl892Aún no hay calificaciones
- Unidad 3 Semana 4 1ra Sesión Estado de Situación Financiera 2023Documento80 páginasUnidad 3 Semana 4 1ra Sesión Estado de Situación Financiera 2023Gracielita Sanchez ImañaAún no hay calificaciones
- 7 - La ETTI en La Practica - CAFDocumento54 páginas7 - La ETTI en La Practica - CAFJean Franco CespedezAún no hay calificaciones
- Fencyt Avances 22-05-2023Documento10 páginasFencyt Avances 22-05-2023JULIO CESAR FLORES QUISPEAún no hay calificaciones
- Examen Niif4Documento3 páginasExamen Niif4Melissa RuedaAún no hay calificaciones
- StarbucksDocumento5 páginasStarbucksJAIRO SANTIAGO GAVILANES ALVAREZAún no hay calificaciones
- PDF Doc E001 3020607989011Documento1 páginaPDF Doc E001 3020607989011Luis HuarcayaAún no hay calificaciones
- CV Agosto 2022Documento12 páginasCV Agosto 2022constructora.byc.operacionesAún no hay calificaciones
- Calendario Fiscal 2023Documento1 páginaCalendario Fiscal 2023Juan Manuel GonzálezAún no hay calificaciones
- Formato3.1 Balance Inicial FinalDocumento1 páginaFormato3.1 Balance Inicial FinalFiorella PeñaAún no hay calificaciones
- Proyecto Integrador Etapa 2aDocumento8 páginasProyecto Integrador Etapa 2akat lcAún no hay calificaciones
- CURPDocumento25 páginasCURPlccarlosmelgarejoAún no hay calificaciones