También podría gustarte
- PRACAL2BDocumento3 páginasPRACAL2BYURIAún no hay calificaciones
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- 6sigma.clase La NTC 3949 es la norma técnica colombiana creada por el ICONTEC que establece los requisitos mínimos que deben cumplir las estaciones de regulación de presión abastecidas de líneas de transporte y líneas primarias de redes de distribución de gas La NTC 3949 es la norma técnica colombiana creada por el ICONTEC que establece los requisitos mínimos que deben cumplir las estaciones de regulación de presión abastecidas de líneas de transporte y líneas primarias de redes de distribución de gasDocumento45 páginas6sigma.clase La NTC 3949 es la norma técnica colombiana creada por el ICONTEC que establece los requisitos mínimos que deben cumplir las estaciones de regulación de presión abastecidas de líneas de transporte y líneas primarias de redes de distribución de gas La NTC 3949 es la norma técnica colombiana creada por el ICONTEC que establece los requisitos mínimos que deben cumplir las estaciones de regulación de presión abastecidas de líneas de transporte y líneas primarias de redes de distribución de gasOscar JimenezAún no hay calificaciones
- Metodologia Six SigmaDocumento25 páginasMetodologia Six SigmaAdrian Alberto Palafox OrozcoAún no hay calificaciones
- Six - Sigma Grupo 11Documento32 páginasSix - Sigma Grupo 11Cesar LumeAún no hay calificaciones
- Six SigmaDocumento44 páginasSix SigmaKushal Bhanushali100% (1)
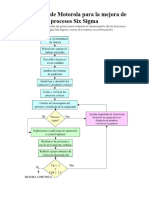
- Diez pasos de Motorola para la mejora de procesosDocumento2 páginasDiez pasos de Motorola para la mejora de procesoscrreinoso1Aún no hay calificaciones
- Seis Sigma y sus HerramientasDocumento27 páginasSeis Sigma y sus HerramientasArmando De León Ibarra100% (1)
- Exposicion Seis SigmaDocumento14 páginasExposicion Seis SigmaAngel Gabriel GDAún no hay calificaciones
- Proyecto 6sDocumento8 páginasProyecto 6sfernanda mejiaAún no hay calificaciones
- Six Sigma Invopeminera PptsDocumento18 páginasSix Sigma Invopeminera PptsMichael De La Cruz TorresAún no hay calificaciones
- 6 SigmaDocumento6 páginas6 SigmaMigmar Zegarra CardenasAún no hay calificaciones
- Aplicación de Seis SigmaDocumento7 páginasAplicación de Seis SigmaUbeth Bautista100% (1)
- Tarea-1.1 ¿Qué Es Six Sigma?Documento4 páginasTarea-1.1 ¿Qué Es Six Sigma?dranielkAún no hay calificaciones
- Seis SigmaDocumento7 páginasSeis SigmaGerardo HerreraAún no hay calificaciones
- Seis SigmaDocumento8 páginasSeis SigmaRoberto OlivaresAún no hay calificaciones
- SeisSigmaDocumento14 páginasSeisSigmajipkAún no hay calificaciones
- Six Sigma: DefiniciónDocumento9 páginasSix Sigma: DefiniciónJeanSeiner100% (1)
- Six SigmaDocumento23 páginasSix SigmaerikAún no hay calificaciones
- Six SigmaDocumento6 páginasSix SigmaFlor MorenoAún no hay calificaciones
- Six SigmaDocumento6 páginasSix SigmaMayerlis GomezAún no hay calificaciones
- Six SigmaDocumento6 páginasSix SigmaMayerlis Gomez100% (1)
- Six SigmaDocumento13 páginasSix SigmaCARLOS HERNAN LEYVA ELIASAún no hay calificaciones
- Metodologia Six Sigma-Fernando Rodriguez OrtizDocumento13 páginasMetodologia Six Sigma-Fernando Rodriguez OrtizOzamaAún no hay calificaciones
- Ensayo Final - Six SigmaDocumento6 páginasEnsayo Final - Six SigmaFlor de María SiqueAún no hay calificaciones
- Seis Sigma WordDocumento10 páginasSeis Sigma WordIng Jose ChirimelliAún no hay calificaciones
- Seis SigmaDocumento85 páginasSeis Sigmatamagochi13Aún no hay calificaciones
- Seis SigmaDocumento85 páginasSeis SigmaEigna Anerol100% (1)
- SIX SIGMA PracticoDocumento34 páginasSIX SIGMA PracticoVicente VazquezAún no hay calificaciones
- Six Sigma EnsayoDocumento7 páginasSix Sigma EnsayoIlse Guadalupe EncinasAún no hay calificaciones
- Antecedentes de Seis SigmasDocumento4 páginasAntecedentes de Seis SigmasCarlos TamaraAún no hay calificaciones
- Seis Sigma en la mejora de procesosDocumento7 páginasSeis Sigma en la mejora de procesosLUIS CARLOS TIJERINA DE LA ROSAAún no hay calificaciones
- Seis SigmaDocumento14 páginasSeis SigmaAlejandro De Labra CaballeroAún no hay calificaciones
- Seis Sigma Pros y Contras PDFDocumento12 páginasSeis Sigma Pros y Contras PDFLuz Marie BarragánAún no hay calificaciones
- Seis Sigma WordDocumento10 páginasSeis Sigma WordGerard VillaltaAún no hay calificaciones
- Semana 3Documento36 páginasSemana 3GUEVARA BERNARDO ARIANEAún no hay calificaciones
- Seis SigmaDocumento10 páginasSeis SigmaCarlos LópezAún no hay calificaciones
- Seis SigmaDocumento17 páginasSeis SigmaJose Luis LinaresAún no hay calificaciones
- Six Sigma PDFDocumento14 páginasSix Sigma PDFAlicia Umaña CAún no hay calificaciones
- Seis Sigma ArticuloDocumento9 páginasSeis Sigma ArticuloAlberto Ramirez davilaAún no hay calificaciones
- Semana 3Documento36 páginasSemana 3huarcayaines5Aún no hay calificaciones
- Grupo#12 Reporte#6Documento23 páginasGrupo#12 Reporte#6Estuardo EstradaAún no hay calificaciones
- Six SigmaDocumento28 páginasSix SigmadanteAún no hay calificaciones
- 7 Qué Es Six SigmaDocumento21 páginas7 Qué Es Six SigmaJuan RamosAún no hay calificaciones
- Six Sigma Training - Seis SigmaDocumento150 páginasSix Sigma Training - Seis SigmaAdrian Alberto Palafox Orozco100% (1)
- SIX SIGMA Equipo 5Documento7 páginasSIX SIGMA Equipo 5alondra jaziby garcia maldonadoAún no hay calificaciones
- Actividad 1 Metodologias Six SigmaDocumento8 páginasActividad 1 Metodologias Six SigmaJoselito Fuentes100% (1)
- MetodoSeisSigma LahitteDocumento7 páginasMetodoSeisSigma LahitteMarcelo Nelson Garrido JaqueAún no hay calificaciones
- Teoría 6 sigma mantenimientoDocumento5 páginasTeoría 6 sigma mantenimientoFrancisco TipanAún no hay calificaciones
- Six SigmaDocumento10 páginasSix SigmaCarlos RomeroAún no hay calificaciones
- Six Sigma: Metodología para mejorar procesos y reducir defectosDocumento25 páginasSix Sigma: Metodología para mejorar procesos y reducir defectosEdison Waldir Arotaipe MaynaAún no hay calificaciones
- Practica 5. Seis Sigma EMI-USACDocumento6 páginasPractica 5. Seis Sigma EMI-USACGuillermo CúmezAún no hay calificaciones
- Seis SigmaDocumento6 páginasSeis SigmagaduranAún no hay calificaciones
- Six SigmaDocumento10 páginasSix SigmaKARL RIOSAún no hay calificaciones
- Resumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppDe EverandResumen de ¿Qué es Six Sigma? de Peter S. Pande y Larry HolppAún no hay calificaciones
- Resumen de Technology Scorecards de Sam BansalDe EverandResumen de Technology Scorecards de Sam BansalAún no hay calificaciones
- Seis Sigma sin Estadística: Enfoque en la búsqueda de las mejoras inmediatasDe EverandSeis Sigma sin Estadística: Enfoque en la búsqueda de las mejoras inmediatasCalificación: 3 de 5 estrellas3/5 (3)
- Resumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerDe EverandResumen de Mejores prácticas de gestión empresarial de Jeremy Hope y Steve PlayerAún no hay calificaciones
- 04 - Formato Con Logos para El AnteproyectoDocumento2 páginas04 - Formato Con Logos para El AnteproyectoChel MartinezAún no hay calificaciones
- P. 1.1 Uziel - Baustita MartínezDocumento13 páginasP. 1.1 Uziel - Baustita MartínezChel MartinezAún no hay calificaciones
- Matriz de Evaluación para El Estudio de Caso - 9Documento1 páginaMatriz de Evaluación para El Estudio de Caso - 9Chel MartinezAún no hay calificaciones
- Actividad 1.1 Linea Del Tiempo en La Evolución de La ProductividadDocumento3 páginasActividad 1.1 Linea Del Tiempo en La Evolución de La ProductividadChel MartinezAún no hay calificaciones
- RUBRICADocumento2 páginasRUBRICAChel MartinezAún no hay calificaciones
- Proyecto Zapateria Estrella ExportacionDocumento44 páginasProyecto Zapateria Estrella ExportacionChel MartinezAún no hay calificaciones
- Asesoría 01 - Sin Asesor AsignadoDocumento1 páginaAsesoría 01 - Sin Asesor AsignadoChel MartinezAún no hay calificaciones
- Lista de Cotejo P1.1.Documento1 páginaLista de Cotejo P1.1.Chel MartinezAún no hay calificaciones
- 03 - Estructura Del Reporte Preliminar (Anteproyecto)Documento1 página03 - Estructura Del Reporte Preliminar (Anteproyecto)Chel MartinezAún no hay calificaciones
- EAT1-03 Mapa Conceptual (Bautista Martinez Uziel)Documento2 páginasEAT1-03 Mapa Conceptual (Bautista Martinez Uziel)Chel MartinezAún no hay calificaciones
- FAL Boletín152 EsDocumento6 páginasFAL Boletín152 EsChel MartinezAún no hay calificaciones
- Obligaciones Laborales - Form y Eval. ProyectosDocumento51 páginasObligaciones Laborales - Form y Eval. ProyectosChel MartinezAún no hay calificaciones
- Obligaciones Laborales - Form y Eval. ProyectosDocumento51 páginasObligaciones Laborales - Form y Eval. ProyectosChel MartinezAún no hay calificaciones
- EAT1-01 Bautista Martinez UzielDocumento12 páginasEAT1-01 Bautista Martinez UzielChel MartinezAún no hay calificaciones
- Eat1 01Documento14 páginasEat1 01Chel MartinezAún no hay calificaciones
- EAT4-01 Investigación (Bautista Martinez Uziel)Documento13 páginasEAT4-01 Investigación (Bautista Martinez Uziel)Chel MartinezAún no hay calificaciones
- EAT1-03 Lista de Cotejo Representación Gráfica (1) 1Documento1 páginaEAT1-03 Lista de Cotejo Representación Gráfica (1) 1Chel MartinezAún no hay calificaciones
- Determinacion de Capital de TrabajoDocumento4 páginasDeterminacion de Capital de TrabajoChel MartinezAún no hay calificaciones
- EAT1-03 Bautista Martinez UzielDocumento3 páginasEAT1-03 Bautista Martinez UzielChel MartinezAún no hay calificaciones
- OFICIO DE LIBERACION 2012okDocumento2 páginasOFICIO DE LIBERACION 2012okChel MartinezAún no hay calificaciones
- Equipos de TransportesDocumento3 páginasEquipos de TransportesChel MartinezAún no hay calificaciones
- Guia Plan de EmergenciaDocumento12 páginasGuia Plan de EmergencianoeAún no hay calificaciones
- Razon de EndeudamientoDocumento2 páginasRazon de EndeudamientoChel MartinezAún no hay calificaciones
- Determinacion de Capital de TrabajoDocumento4 páginasDeterminacion de Capital de TrabajoChel MartinezAún no hay calificaciones
- TMARDocumento1 páginaTMARChel MartinezAún no hay calificaciones
- EAT1-01 Investigación DocumentalDocumento8 páginasEAT1-01 Investigación DocumentalChel MartinezAún no hay calificaciones
- AUTOFINANCIAAMIENTODocumento5 páginasAUTOFINANCIAAMIENTOChel MartinezAún no hay calificaciones
- Present Perfect Future Perfect Affirmative & InterrogativeDocumento2 páginasPresent Perfect Future Perfect Affirmative & InterrogativeChel MartinezAún no hay calificaciones
- Síntesis Acerca Del Marco OPEXDocumento4 páginasSíntesis Acerca Del Marco OPEXChel MartinezAún no hay calificaciones
- Syngo - Plaza AdministratorManual Spanish OnlineDocumento272 páginasSyngo - Plaza AdministratorManual Spanish OnlineNikcola KrylovAún no hay calificaciones
- Cuenta de Ahorros1194 - Marzo-2023Documento4 páginasCuenta de Ahorros1194 - Marzo-2023Andres AfanadorAún no hay calificaciones
- Cuadernillo Full StackDocumento80 páginasCuadernillo Full StackJennifer ArabelAún no hay calificaciones
- Foro Definir Las Caracteristicas de Producto y Servicio 5Documento7 páginasForo Definir Las Caracteristicas de Producto y Servicio 5Cleyton Salas GonzalezAún no hay calificaciones
- Requerimientos de software, análisis de costos y tipos de requerimientosDocumento21 páginasRequerimientos de software, análisis de costos y tipos de requerimientosCristo CarrilloAún no hay calificaciones
- PRACTICA HerenciaDocumento1 páginaPRACTICA HerenciaLeo MixAún no hay calificaciones
- PowerSeries Neo HSMHOST9 Spec Lat-EsDocumento2 páginasPowerSeries Neo HSMHOST9 Spec Lat-EsEdwin Aranya HuamaniAún no hay calificaciones
- Trabajo Dirigido PLCDocumento13 páginasTrabajo Dirigido PLCEusebio GonzálezAún no hay calificaciones
- Ejercicio de Ordena Las Sílabas y Forma Palabras 3Documento1 páginaEjercicio de Ordena Las Sílabas y Forma Palabras 3yeimy espitiaAún no hay calificaciones
- Franklin - Guaman - Practica 6Documento8 páginasFranklin - Guaman - Practica 6Anonymous NL7KTamAún no hay calificaciones
- Flyers e InfografíasDocumento5 páginasFlyers e InfografíasBruno KajeroAún no hay calificaciones
- CALL CENTER 2 CompletoDocumento6 páginasCALL CENTER 2 CompletoJenny Villa HerreraAún no hay calificaciones
- Las Ventajas y Desventajas de Windows Más SignificativasDocumento3 páginasLas Ventajas y Desventajas de Windows Más Significativaseruiz426Aún no hay calificaciones
- Valderrama Rios Luis Fernando CVDocumento2 páginasValderrama Rios Luis Fernando CVSthefany LuanyAún no hay calificaciones
- SmartDevices-GeneXus16-PracticalExercises Level 1 SPDocumento47 páginasSmartDevices-GeneXus16-PracticalExercises Level 1 SPJuan PulgarinAún no hay calificaciones
- Sesion 02 Descarga de Audio y Video OnlineDocumento14 páginasSesion 02 Descarga de Audio y Video OnlineRoger GiraldoAún no hay calificaciones
- BSBCMM411 Task 1 Answer - Docx.en - EsDocumento10 páginasBSBCMM411 Task 1 Answer - Docx.en - EsAmy HawkinsAún no hay calificaciones
- Diseño de Una Base de Datos Distribuida y Tabla Comparativa de BDDC y BDDDDocumento7 páginasDiseño de Una Base de Datos Distribuida y Tabla Comparativa de BDDC y BDDDBrian Gómez BecerraAún no hay calificaciones
- Regla de 3 Simple Directa e InversaDocumento4 páginasRegla de 3 Simple Directa e InversaManuel MerinoAún no hay calificaciones
- LabVIEW BasicoDocumento265 páginasLabVIEW BasicoAlejandro JoséAún no hay calificaciones
- Manual de Rhinoceros Nivel 2 (203 Paginas - en Español)Documento203 páginasManual de Rhinoceros Nivel 2 (203 Paginas - en Español)John MartínezAún no hay calificaciones
- Auditoria en ERPDocumento2 páginasAuditoria en ERPMax Linder Villegas DiapizAún no hay calificaciones
- EXAMENDocumento11 páginasEXAMENemmaAún no hay calificaciones
- ANEXO 2 Modelo Nota Externa Entrega DOC AmbientalesDocumento1 páginaANEXO 2 Modelo Nota Externa Entrega DOC AmbientalesRodrigo Alejandro Crespo EscobarAún no hay calificaciones
- Propuesta Final CP 14 Agr PDFDocumento230 páginasPropuesta Final CP 14 Agr PDFEma MallquiAún no hay calificaciones
- Monitoria 1 AutocorrelaciónDocumento22 páginasMonitoria 1 AutocorrelaciónTomas UrregoAún no hay calificaciones
- Creación de tareas y actividades con MS ProjectDocumento18 páginasCreación de tareas y actividades con MS ProjectAlex Godoy SollierAún no hay calificaciones
- GLOSARIO - Industria GráficaDocumento5 páginasGLOSARIO - Industria GráficaLeo RodriguezAún no hay calificaciones
- Diagrama de Proceso de Decisión - Gerencia de ProcesosDocumento4 páginasDiagrama de Proceso de Decisión - Gerencia de ProcesosLuis SavageAún no hay calificaciones