También podría gustarte
- Calidad educativa en ingeniería de sistemasDe EverandCalidad educativa en ingeniería de sistemasCalificación: 3 de 5 estrellas3/5 (2)
- Udch - Cuadro N FinalDocumento18 páginasUdch - Cuadro N FinalChristian YvanAún no hay calificaciones
- UF0312 - Procesos de trazados de carreteras y vías urbanasDe EverandUF0312 - Procesos de trazados de carreteras y vías urbanasAún no hay calificaciones
- INFORME DE 200 HORAS-modificado Por Eddy y FINALDocumento14 páginasINFORME DE 200 HORAS-modificado Por Eddy y FINALCarlos Munguia SandovalAún no hay calificaciones
- Manual de implementación de herramientas digitales para el desarrollo sostenibleDe EverandManual de implementación de herramientas digitales para el desarrollo sostenibleCalificación: 5 de 5 estrellas5/5 (1)
- 1° Clase - Alcances de La IngenieriaDocumento10 páginas1° Clase - Alcances de La IngenieriaAG PE Mikey0% (1)
- El funcionamiento de las edificaciones: Administración y mantenimientoDe EverandEl funcionamiento de las edificaciones: Administración y mantenimientoAún no hay calificaciones
- Mediciones Hidrológicas y AmbientalesDocumento7 páginasMediciones Hidrológicas y AmbientalesEstefanyGarridoAún no hay calificaciones
- Equipamiento Laboratorio de Simulacion de Ingenieria Petrolera (1) - 1Documento18 páginasEquipamiento Laboratorio de Simulacion de Ingenieria Petrolera (1) - 1Nicolas Cano RochaAún no hay calificaciones
- Ing Civil PDFDocumento28 páginasIng Civil PDFsibylaAún no hay calificaciones
- Proyecto Desa UuuDocumento6 páginasProyecto Desa Uuueber fierro huamanAún no hay calificaciones
- Ficha Proyecto HidrosanitariaDocumento3 páginasFicha Proyecto HidrosanitariaLina mendezAún no hay calificaciones
- Anteproyecto PRODUCCTIVODocumento6 páginasAnteproyecto PRODUCCTIVODANNY ALARCON DELGADOAún no hay calificaciones
- Introduccion A La Ingenieria Civil PDFDocumento127 páginasIntroduccion A La Ingenieria Civil PDFJuan Pablo Correa AguilarAún no hay calificaciones
- Malla Curricular Ingenieria CivilDocumento12 páginasMalla Curricular Ingenieria CivilKarlet SantaCruzAún no hay calificaciones
- Corregido Proyeccion SocialDocumento25 páginasCorregido Proyeccion SocialSosimo Soto EscobarAún no hay calificaciones
- IngenieriacivilDocumento15 páginasIngenieriacivilJuliana Vanessa MoranAún no hay calificaciones
- Lineas de InvestigaciónDocumento20 páginasLineas de InvestigaciónKevin Chacon CamachoAún no hay calificaciones
- Protocolo Construccion de EdificacionesDocumento7 páginasProtocolo Construccion de Edificacionespatriciaromero1Aún no hay calificaciones
- Presentacion Del Proyecto OficialDocumento32 páginasPresentacion Del Proyecto OficialMeyli SHAún no hay calificaciones
- Informe de PrácticasDocumento19 páginasInforme de PrácticasRichard PalominoAún no hay calificaciones
- SILABO POR COMPETENCIAS Visado DE Diseño Asistido Por Computadora PARA ING QUIMICA B 2022-II (VIERNES) Levantadas Las ObservacionesDocumento14 páginasSILABO POR COMPETENCIAS Visado DE Diseño Asistido Por Computadora PARA ING QUIMICA B 2022-II (VIERNES) Levantadas Las ObservacionesMalu CrisologoAún no hay calificaciones
- 5.-Material Complementario s02Documento72 páginas5.-Material Complementario s02ever.vale006Aún no hay calificaciones
- PROJECT CHARTER OkDocumento5 páginasPROJECT CHARTER OkBer Jhey H HAún no hay calificaciones
- Formulacion Adecuaciones Salon L215Documento8 páginasFormulacion Adecuaciones Salon L215URIBE SUAREZ LAURA CAMILAAún no hay calificaciones
- Pip Colegio San JacintoDocumento78 páginasPip Colegio San JacintoPercy Junior100% (1)
- INFORME YAMILET - Rev3Documento42 páginasINFORME YAMILET - Rev3stephanohuallparoqueAún no hay calificaciones
- Terminos de Referencia Institutos-PolideportivoDocumento24 páginasTerminos de Referencia Institutos-PolideportivoPedro FernandezAún no hay calificaciones
- Estructuras HidráulicasDocumento27 páginasEstructuras HidráulicasDiana Brigitte Puchoc Espejo0% (1)
- Sílabo de La Asignatura Diseño Hidráulico IDocumento13 páginasSílabo de La Asignatura Diseño Hidráulico IMary PalaciosAún no hay calificaciones
- CivilDocumento5 páginasCivilAnonymous QUJMWrAún no hay calificaciones
- Project CharterDocumento6 páginasProject CharterMaison Braúl ManriqueAún no hay calificaciones
- G#5 - Alcance Del Proyecto - S10 - P2Documento7 páginasG#5 - Alcance Del Proyecto - S10 - P2Pablo AbarcaAún no hay calificaciones
- Instrucciones Trabajo Grupal 2Documento3 páginasInstrucciones Trabajo Grupal 2angela acAún no hay calificaciones
- Pip Escuela Ing CivilDocumento93 páginasPip Escuela Ing CivilSamir Olórtegui MoralesAún no hay calificaciones
- Modelo de Sílabo Practica Pre Profesional IDocumento8 páginasModelo de Sílabo Practica Pre Profesional IRicardo Peláez CáceresAún no hay calificaciones
- Nely PlanDocumento4 páginasNely Plannely katherineAún no hay calificaciones
- Plan de Capacitacion - CivilDocumento10 páginasPlan de Capacitacion - CivilSthone Osorio PalmaAún no hay calificaciones
- 0570 Desarrollo de Proyectos de Edificación ResidencialDocumento37 páginas0570 Desarrollo de Proyectos de Edificación ResidencialMar de CyeAún no hay calificaciones
- Plan de Trabajo Congreso InternacionalDocumento9 páginasPlan de Trabajo Congreso Internacionaldanitza pamelaAún no hay calificaciones
- Malla Ing. Civil 2020Documento36 páginasMalla Ing. Civil 2020Clever Enrique Acosta DiazAún no hay calificaciones
- Resumen - Normativo PrácticasEPSDocumento8 páginasResumen - Normativo PrácticasEPSHector LemusAún no hay calificaciones
- Anteproyecto - CaliDocumento35 páginasAnteproyecto - CaliJuan Pablo RodriguezAún no hay calificaciones
- Plomeria y FontaneriaDocumento7 páginasPlomeria y FontaneriaWilzon ChambiAún no hay calificaciones
- Informe de Proyeccion Iqcm CorregidoDocumento32 páginasInforme de Proyeccion Iqcm CorregidoOscar Piero Clemente LlancariAún no hay calificaciones
- Abastecimiento de AguaDocumento10 páginasAbastecimiento de AguaDiego GarciaAún no hay calificaciones
- Mejoramiento Servicios Educativos de Cochorco Provincia de Sanchez CarrionDocumento9 páginasMejoramiento Servicios Educativos de Cochorco Provincia de Sanchez CarrionCerres WindelAún no hay calificaciones
- 17.ingenieria Petrolera PDFDocumento30 páginas17.ingenieria Petrolera PDFEdric GutierrezAún no hay calificaciones
- Datos de Ingenieria CivilDocumento12 páginasDatos de Ingenieria CivilsolanoAún no hay calificaciones
- Ec1 - Proyecto 2019Documento5 páginasEc1 - Proyecto 2019Luis Hubert Ipanaqué MuñozAún no hay calificaciones
- Unidad 1Documento63 páginasUnidad 1I am LoraxAún no hay calificaciones
- Triptico Final Presas PDFDocumento10 páginasTriptico Final Presas PDFEdson HuertaAún no hay calificaciones
- NaranjilloDocumento15 páginasNaranjilloJames Quispe UnoccAún no hay calificaciones
- PERFIL Unfv Taller 25Documento53 páginasPERFIL Unfv Taller 25Wendor IparraguirreAún no hay calificaciones
- AP02 AA01 GFPI-F-135 Guia de AprendizajeDocumento6 páginasAP02 AA01 GFPI-F-135 Guia de AprendizajeLussiana María CárdenasAún no hay calificaciones
- Trabajo de MetodologiaDocumento21 páginasTrabajo de MetodologiaRolando David Rodriguez MercedesAún no hay calificaciones
- Instalaciones en Los Edificios PDFDocumento8 páginasInstalaciones en Los Edificios PDFJuan TapiaAún no hay calificaciones
- Malla de Utea PDFDocumento14 páginasMalla de Utea PDFAlberto Soto RaymeAún no hay calificaciones
- PROYECTO PRODUCTIVO2018 FinalDocumento24 páginasPROYECTO PRODUCTIVO2018 FinalNelson Llantoy SegamaAún no hay calificaciones
- Triptico Presas 2019Documento9 páginasTriptico Presas 2019Alvaro Fernando Pinaya SalazarAún no hay calificaciones
- PronosticoDocumento2 páginasPronosticoAbigail Yucra CondoriAún no hay calificaciones
- La Muestra de 60 Encuestados de La UniversidadDocumento2 páginasLa Muestra de 60 Encuestados de La UniversidadAbigail Yucra CondoriAún no hay calificaciones
- Actividad No. 4Documento4 páginasActividad No. 4Abigail Yucra CondoriAún no hay calificaciones
- Proyecto FinalDocumento18 páginasProyecto FinalAbigail Yucra CondoriAún no hay calificaciones
- Amortizacion ProyectoDocumento12 páginasAmortizacion ProyectoAbigail Yucra CondoriAún no hay calificaciones
- Informe de EconomicaDocumento24 páginasInforme de EconomicaAbigail Yucra CondoriAún no hay calificaciones
- Equipamiento Del Laboratorio de Hormigón de La Carrera de Ingeniería CivilDocumento35 páginasEquipamiento Del Laboratorio de Hormigón de La Carrera de Ingeniería CivilAbigail Yucra CondoriAún no hay calificaciones
- Informe de EconomicaDocumento24 páginasInforme de EconomicaAbigail Yucra CondoriAún no hay calificaciones
- Actividad Academica Nro 4Documento2 páginasActividad Academica Nro 4Abigail Yucra CondoriAún no hay calificaciones
- Control de Lectura 2Documento38 páginasControl de Lectura 2Abigail Yucra CondoriAún no hay calificaciones
- Control de Lectura 1Documento25 páginasControl de Lectura 1Abigail Yucra CondoriAún no hay calificaciones
- Gestion de Recursos Humanos 2Documento11 páginasGestion de Recursos Humanos 2Abigail Yucra CondoriAún no hay calificaciones
- Actividad 5Documento1 páginaActividad 5Abigail Yucra CondoriAún no hay calificaciones
- Caso de EstudioDocumento3 páginasCaso de EstudioAbigail Yucra Condori25% (4)
- Investigacion Anova Por Bloques Bocos Unidad 4 Estadistica Infenrencial 2Documento14 páginasInvestigacion Anova Por Bloques Bocos Unidad 4 Estadistica Infenrencial 2Iván JuncoAún no hay calificaciones
- YanakonaDocumento98 páginasYanakonaAngela WhsmAún no hay calificaciones
- Pila Semántica en Un Analizador SintácticoDocumento12 páginasPila Semántica en Un Analizador SintácticoRaúl Axel MariscalAún no hay calificaciones
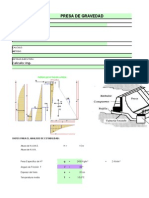
- Presa de Gravedad Civ232Documento32 páginasPresa de Gravedad Civ232Ian RodriguezAún no hay calificaciones
- FPJ 41 Solicitud Registro Videografico v1Documento1 páginaFPJ 41 Solicitud Registro Videografico v1Funeraria La InmaculadaAún no hay calificaciones
- Taller en ClasesDocumento3 páginasTaller en ClasesMarilynPL100% (1)
- TRIPTICO Partes de MouseDocumento2 páginasTRIPTICO Partes de MouseDsKhriizAún no hay calificaciones
- Analisis Puesto de Trabajo SeguroDocumento10 páginasAnalisis Puesto de Trabajo SeguroDaniel RodriguezAún no hay calificaciones
- Evalucion Contina 01 MC 2020 OkokDocumento3 páginasEvalucion Contina 01 MC 2020 OkokandreAún no hay calificaciones
- Tabla de Pociones y Objetos Alquimicos PDFDocumento2 páginasTabla de Pociones y Objetos Alquimicos PDFCarlos Eduardo CAAún no hay calificaciones
- Potencia MecanicaDocumento3 páginasPotencia MecanicaGaboso KlAún no hay calificaciones
- Dalai Lama II Gendun Gyatso en Busca de La Visión Del Medio.Documento6 páginasDalai Lama II Gendun Gyatso en Busca de La Visión Del Medio.Maximino Miyar Teja100% (1)
- Power Point Taller de AutoestimaDocumento21 páginasPower Point Taller de AutoestimaGianfranco Garcia75% (4)
- Guia Final Fantasy X-Lady ValkyriaDocumento144 páginasGuia Final Fantasy X-Lady ValkyriaMalaguista VegaAún no hay calificaciones
- TP 1 Conciliacion BancariaDocumento2 páginasTP 1 Conciliacion BancariaLucas LiendoAún no hay calificaciones
- Evaluacion FinalDocumento64 páginasEvaluacion FinalHeribert GarciaAún no hay calificaciones
- Modelo de Los Tres Pasos de Kurt LewinDocumento6 páginasModelo de Los Tres Pasos de Kurt LewinKatiushkaDíaz50% (2)
- 2 Actividad Catedra, Universidad y EntornoDocumento10 páginas2 Actividad Catedra, Universidad y EntornoEdwin Tovar BriñezAún no hay calificaciones
- Taxonomía y TaxonesDocumento16 páginasTaxonomía y TaxonesLluvisz PrudencioAún no hay calificaciones
- Innovacion Educativa PDFDocumento17 páginasInnovacion Educativa PDFGabriela CruzAún no hay calificaciones
- Viva EsSaludDocumento45 páginasViva EsSaludLeady Mabel Gines MedinaAún no hay calificaciones
- Ejercicios FalaciasDocumento2 páginasEjercicios FalaciasDiego Alfonso Ávila MorenoAún no hay calificaciones
- Instituto Técnico de Exalumnos SalesianosDocumento6 páginasInstituto Técnico de Exalumnos SalesianosAda Marta GarciaAún no hay calificaciones
- Lineamientos para Desarrollar La Digitalización de DocumentosDocumento22 páginasLineamientos para Desarrollar La Digitalización de DocumentosCarolina CalderonAún no hay calificaciones
- Las Enseñanzas Del ZenDocumento62 páginasLas Enseñanzas Del Zenmaviso100% (11)
- Proponemos Normas de Convivencia en El Aula: Actividad 3Documento4 páginasProponemos Normas de Convivencia en El Aula: Actividad 3Mercedes Ayala Apaza100% (1)
- Como Configurar Varias Rutas Estáticas en Centos 5Documento2 páginasComo Configurar Varias Rutas Estáticas en Centos 5Hally GraceAún no hay calificaciones
- 19 - 06 - Grupo 1 - HABILIDADES PSICOLINGÜÍSTICA DE LA LECTURADocumento34 páginas19 - 06 - Grupo 1 - HABILIDADES PSICOLINGÜÍSTICA DE LA LECTURAMiguel Jesus Ramos SalasAún no hay calificaciones
- GincanaDocumento3 páginasGincanaEstefanía Riveros PAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- EL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialDe EverandEL MARKETING DE MANERA SENCILLA. La guía práctica sobre las estrategias básicas de mercadotecnia profesional y orientación comercialCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Guía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaDe EverandGuía para la crianza en un mundo digital: Cómo educar para un uso sano y seguro de la tecnologíaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- El Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenDe EverandEl Mom Test: Cómo Mantener Conversaciones con tus Clientes y Validar tu Idea de Negocio Cuando Todos te MientenCalificación: 5 de 5 estrellas5/5 (8)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Inteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaDe EverandInteligencia artificial: Una exploración filosófica sobre el futuro de la mente y la concienciaAna Isabel Sánchez DíezCalificación: 4 de 5 estrellas4/5 (3)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Conquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesDe EverandConquista de las Redes Sociales: 201 Consejos para Marketeros y Emprendedores DigitalesCalificación: 4.5 de 5 estrellas4.5/5 (2)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Ciberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialDe EverandCiberseguridad: Una Simple Guía para Principiantes sobre Ciberseguridad, Redes Informáticas y Cómo Protegerse del Hacking en Forma de Phishing, Malware, Ransomware e Ingeniería SocialCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- El mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosDe EverandEl mito de la inteligencia artificial: Por qué las máquinas no pueden pensar como nosotros lo hacemosCalificación: 5 de 5 estrellas5/5 (2)
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- Inteligencia artificial: Análisis de datos e innovación para principiantesDe EverandInteligencia artificial: Análisis de datos e innovación para principiantesCalificación: 4 de 5 estrellas4/5 (3)
- La psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.De EverandLa psicología del trading de una forma sencilla: Cómo aplicar las estrategias psicológicas y las actitudes de los comerciantes ganadores para operar con éxito en línea.Calificación: 4.5 de 5 estrellas4.5/5 (3)