También podría gustarte
- Mantenimiento 5Documento24 páginasMantenimiento 5Leonardo Gonzalez DelgadoAún no hay calificaciones
- GM 04 - Mantenimiento Predictivo - Im 04Documento49 páginasGM 04 - Mantenimiento Predictivo - Im 04Frank AmayaAún no hay calificaciones
- Modulo Análisis de Vibraciones 2016Documento162 páginasModulo Análisis de Vibraciones 2016Manuel Reyes Serrano100% (1)
- Lab. 02 Análisis de Señales de VibraciónDocumento5 páginasLab. 02 Análisis de Señales de VibraciónJhohan Marco Ancori ChambiAún no hay calificaciones
- Mantenimiento Unidad 4Documento15 páginasMantenimiento Unidad 4santiago jarquinAún no hay calificaciones
- Contenido Curso de VibracionesDocumento11 páginasContenido Curso de VibracionesedgarAún no hay calificaciones
- P12 - Mantenimiento Predictivo 2020Documento6 páginasP12 - Mantenimiento Predictivo 2020alejoAún no hay calificaciones
- Contenido Del Curso 1Documento40 páginasContenido Del Curso 1edgarAún no hay calificaciones
- Principios Básicos de Mantenimiento Predictivo-1Documento11 páginasPrincipios Básicos de Mantenimiento Predictivo-1Yoer ParraAún no hay calificaciones
- Analisis de Vibraciones Mantenimiento PredictivoDocumento26 páginasAnalisis de Vibraciones Mantenimiento PredictivoJuan Armando SanzzanaAún no hay calificaciones
- Temario Oficio InstrumentistaDocumento3 páginasTemario Oficio InstrumentistaMaxiSanchezAún no hay calificaciones
- Vibraciones MecánicasDocumento2 páginasVibraciones MecánicasMatias AvilaAún no hay calificaciones
- Trabajo Exposición 7 Diego Morales y José RoaDocumento22 páginasTrabajo Exposición 7 Diego Morales y José Roaleobayona5Aún no hay calificaciones
- SEMIPRESENCIAL - PI - MAQUINARIA DE PLANTA - Mantenimiento Predictivo en Plantas IndustrialesDocumento5 páginasSEMIPRESENCIAL - PI - MAQUINARIA DE PLANTA - Mantenimiento Predictivo en Plantas IndustrialesJhonny Vigo CancinoAún no hay calificaciones
- Mantenimiento P ReditivoDocumento5 páginasMantenimiento P ReditivoStefanny Teffy M CaballeroAún no hay calificaciones
- GM 04 - Mantenimiento Predictivo - Im 04 - Ciclo IIDocumento48 páginasGM 04 - Mantenimiento Predictivo - Im 04 - Ciclo IICarlos Quispe100% (1)
- Mantenimiento predictivo técnicasDocumento6 páginasMantenimiento predictivo técnicasMateo MontenegroAún no hay calificaciones
- Gestion Del Mantenimiento Predictivo - ArequipaDocumento8 páginasGestion Del Mantenimiento Predictivo - ArequipaManuel Peralta Beltran100% (1)
- Ing. Alejandro JiménezDocumento30 páginasIng. Alejandro JiménezAlexa Davy HernándezAún no hay calificaciones
- Analisis de VibracionesDocumento111 páginasAnalisis de VibracionesJesus Franco Oliva100% (3)
- TecnologiaDocumento14 páginasTecnologiaJose Ernesto Reyes Gil ReyesAún no hay calificaciones
- Capítulo XIV - Análisis de La Condición de Una MáquinaDocumento11 páginasCapítulo XIV - Análisis de La Condición de Una MáquinaJHON ALEJANDRO BEDOYA HINCAPIEAún no hay calificaciones
- Mantenimiento Predictivo Analisis de VibracionesDocumento9 páginasMantenimiento Predictivo Analisis de VibracionesDemián FuentevillaAún no hay calificaciones
- Análisis de vibraciones máquinasDocumento6 páginasAnálisis de vibraciones máquinasMIGUEL ALFREDO PRADO SAN MARTINAún no hay calificaciones
- Defensa PPDocumento23 páginasDefensa PPFrancisco Javier Hernandez FloresAún no hay calificaciones
- Diagnostico de Fallas Analisis FFTDocumento36 páginasDiagnostico de Fallas Analisis FFTALEX348647Aún no hay calificaciones
- Analisis de VibracionesDocumento101 páginasAnalisis de VibracionesOscar YbañezAún no hay calificaciones
- PRG de Entranamiento SKFDocumento16 páginasPRG de Entranamiento SKFMarco Antonio Alanoca ChoqueAún no hay calificaciones
- PI - SEMI - ARQ - Técnicas de Mantenimiento Predictivo para Maquinaria PesadaDocumento5 páginasPI - SEMI - ARQ - Técnicas de Mantenimiento Predictivo para Maquinaria PesadaCristhiam Flores ZavalaAún no hay calificaciones
- Acelerometros y Puntos de Medicion en Maquinas RotativasDocumento19 páginasAcelerometros y Puntos de Medicion en Maquinas RotativasBenjamín AlainAún no hay calificaciones
- Apunte Análisis de Vibraciones PDFDocumento67 páginasApunte Análisis de Vibraciones PDFDiohanic BustosAún no hay calificaciones
- Programa MetrologíaDocumento3 páginasPrograma MetrologíaPablo LopezAún no hay calificaciones
- GM 04 - Mantenimiento Predictivo - Im 04 - AarmDocumento52 páginasGM 04 - Mantenimiento Predictivo - Im 04 - AarmJonathan Noé Chambi ChahuyoAún no hay calificaciones
- Vibraciones MecánicasDocumento42 páginasVibraciones MecánicasgenaroAún no hay calificaciones
- Casos Reales de Vibraciones MecanicasDocumento11 páginasCasos Reales de Vibraciones Mecanicasyeuny mujicaAún no hay calificaciones
- Análisis de VibracionesDocumento9 páginasAnálisis de VibracionesErica Villarreal GuzmanAún no hay calificaciones
- Libro de Analisis de VibracionesDocumento152 páginasLibro de Analisis de Vibracioneslfa201286% (14)
- Im 05 - Mantenimiento PredictivoDocumento35 páginasIm 05 - Mantenimiento PredictivoNick DipeAún no hay calificaciones
- Tema 4 Mantenimiento PredictivoDocumento12 páginasTema 4 Mantenimiento Predictivokras acosta alcalaAún no hay calificaciones
- Guía Lab 3Documento10 páginasGuía Lab 3CrisAún no hay calificaciones
- Catalogo 2016 SKFDocumento4 páginasCatalogo 2016 SKFJoako TorresAún no hay calificaciones
- Lab N2 M.P. Claudio Roger 1Documento20 páginasLab N2 M.P. Claudio Roger 1Milton FerrerAún no hay calificaciones
- Analisis de Materiales Por Espectroscopia FT-IRDocumento45 páginasAnalisis de Materiales Por Espectroscopia FT-IRFroy MartinezAún no hay calificaciones
- Análisis de vibraciones para detección de fallas en máquinas rotativasDocumento17 páginasAnálisis de vibraciones para detección de fallas en máquinas rotativasDenni TorresAún no hay calificaciones
- TP 4 - Diagnostico de Fallas Mediante El Analisis de VibracionesDocumento7 páginasTP 4 - Diagnostico de Fallas Mediante El Analisis de VibracionesJuan Carlos D'AndretaAún no hay calificaciones
- Tecnica de Mantenimiento Predictivo Hector MartinezDocumento10 páginasTecnica de Mantenimiento Predictivo Hector MartinezJOSÉ GREGORIO GUZMAN ACEVEDOAún no hay calificaciones
- Manual de gestión de activos y mantenimientoDe EverandManual de gestión de activos y mantenimientoCalificación: 5 de 5 estrellas5/5 (1)
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónDe EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónCalificación: 4 de 5 estrellas4/5 (1)
- Detección y compensación de irregularidades de inyecciónDe EverandDetección y compensación de irregularidades de inyecciónAún no hay calificaciones
- Predicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselDe EverandPredicción y optimización de emisiores y consumo mediante redes neuronales en motores diéselAún no hay calificaciones
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108De EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Aún no hay calificaciones
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208De EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Calificación: 4 de 5 estrellas4/5 (1)
- UF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasDe EverandUF1910 - Manejo de equipos de depuración y control de emisiones atmosféricasAún no hay calificaciones
- Diagnóstico avanzado de fallas automotrices.: Tecnología automotriz: mantenimiento y reparación de vehículosDe EverandDiagnóstico avanzado de fallas automotrices.: Tecnología automotriz: mantenimiento y reparación de vehículosCalificación: 3.5 de 5 estrellas3.5/5 (9)
- Mantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209De EverandMantenimiento de sistemas telefónicos con centralitas de baja capacidad. ELES0209Aún no hay calificaciones
- Guía metodológica para la evaluación de vibraciones en mano-brazoDe EverandGuía metodológica para la evaluación de vibraciones en mano-brazoAún no hay calificaciones
- Cálculo termofluidodinámico de filtros de partículas de flujo de paredDe EverandCálculo termofluidodinámico de filtros de partículas de flujo de paredCalificación: 5 de 5 estrellas5/5 (1)
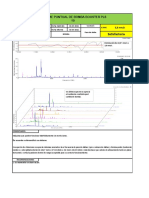
- Informe Puntual Bomba Booster Ils 90Documento1 páginaInforme Puntual Bomba Booster Ils 90Eduardo Miño BustamanteAún no hay calificaciones
- UTFS - Tesis Mantenimiento de ChancadoraDocumento148 páginasUTFS - Tesis Mantenimiento de Chancadoraraul hernandezAún no hay calificaciones
- Medicamentos: Tutorial para SolicitarDocumento14 páginasMedicamentos: Tutorial para SolicitarEduardo Miño BustamanteAún no hay calificaciones
- Notificación de accidente laboralDocumento1 páginaNotificación de accidente laboralEduardo Miño BustamanteAún no hay calificaciones
- Motores Celdas FlotaciónDocumento13 páginasMotores Celdas FlotaciónEduardo Miño BustamanteAún no hay calificaciones
- Análisis vibracional y estado de rodamientos de bombas GEHO 92 y 93Documento13 páginasAnálisis vibracional y estado de rodamientos de bombas GEHO 92 y 93Eduardo Miño BustamanteAún no hay calificaciones
- Informe Puntual Eje Flotante Chancador Terciario 30.Documento1 páginaInforme Puntual Eje Flotante Chancador Terciario 30.Eduardo Miño BustamanteAún no hay calificaciones
- Informe Vibracional Post Cambio Bomba Booster Pls 10Documento1 páginaInforme Vibracional Post Cambio Bomba Booster Pls 10Eduardo Miño BustamanteAún no hay calificaciones
- Informe Evaluación Sistema Motriz CT-10 RevisiónDocumento12 páginasInforme Evaluación Sistema Motriz CT-10 RevisiónEduardo Miño BustamanteAún no hay calificaciones
- Prueba Estrategias de ControlDocumento3 páginasPrueba Estrategias de ControlEduardo Miño BustamanteAún no hay calificaciones
- Ejemplo de Preguntas de Examen Categoria I PDFDocumento17 páginasEjemplo de Preguntas de Examen Categoria I PDFmaquiniadoAún no hay calificaciones
- LabelsDocumento1 páginaLabelsEduardo Miño BustamanteAún no hay calificaciones
- Champion Covid Gerencia Mantenimiento Sem 48 2021Documento18 páginasChampion Covid Gerencia Mantenimiento Sem 48 2021Eduardo Miño BustamanteAún no hay calificaciones
- Encuesta Verificación Fatiga y Somnolencia SPM IngenierosDocumento1 páginaEncuesta Verificación Fatiga y Somnolencia SPM IngenierosEduardo Miño BustamanteAún no hay calificaciones
- Prueba Estrategias de ControlDocumento3 páginasPrueba Estrategias de ControlEduardo Miño BustamanteAún no hay calificaciones
- Check List Vehiculo AmsaDocumento2 páginasCheck List Vehiculo AmsaEduardo Miño BustamanteAún no hay calificaciones
- Curso Estrategia de Controles 2020Documento51 páginasCurso Estrategia de Controles 2020Eduardo Miño BustamanteAún no hay calificaciones
- Análisis de Vibraciones ExplicadoDocumento8 páginasAnálisis de Vibraciones ExplicadoEduardo Miño BustamanteAún no hay calificaciones
- Planilla 2.1 Armonico SimpleDocumento1 páginaPlanilla 2.1 Armonico SimpleEduardo Miño BustamanteAún no hay calificaciones
- PDM Curso Unidad 1Documento16 páginasPDM Curso Unidad 1Eduardo Miño BustamanteAún no hay calificaciones
- Planilla 2.2 Osc. LibresDocumento1 páginaPlanilla 2.2 Osc. LibresEduardo Miño BustamanteAún no hay calificaciones
- PDM Curso Unidad 2Documento18 páginasPDM Curso Unidad 2Eduardo Miño BustamanteAún no hay calificaciones
- Manual de Analisis de Vibraciones - Power-MIDocumento86 páginasManual de Analisis de Vibraciones - Power-MIoscar100% (2)
- PDM Curso Unidad 2Documento18 páginasPDM Curso Unidad 2Eduardo Miño BustamanteAún no hay calificaciones
- Catalogo AcoplamientoDocumento28 páginasCatalogo AcoplamientoOscar A. BustosAún no hay calificaciones
- Ejercicio 2.2.1Documento2 páginasEjercicio 2.2.1Anthony DiazAún no hay calificaciones
- PRESENTACIÓN. Los AutoresDocumento41 páginasPRESENTACIÓN. Los AutoresDiego TrujilloAún no hay calificaciones
- Tesis de Yanina Diaz Luna y Viviana Sanchez SanchezDocumento33 páginasTesis de Yanina Diaz Luna y Viviana Sanchez SanchezJhan marcos Arce DiazAún no hay calificaciones
- Rci - 121.0403.103 CanoDocumento2 páginasRci - 121.0403.103 CanoFranco ContreAún no hay calificaciones
- Lectura Ndeg2 Evaluacion Tecnica Del Expediente de SaludDocumento13 páginasLectura Ndeg2 Evaluacion Tecnica Del Expediente de Saludmarlene victoriaAún no hay calificaciones
- Contrato Didáctico Matemática 2019Documento2 páginasContrato Didáctico Matemática 2019Edgar RiosAún no hay calificaciones
- Unidad 3 - Paso 4Documento4 páginasUnidad 3 - Paso 4ULICER BONILLA VARGASAún no hay calificaciones
- Trabajo Final - IndicesDocumento11 páginasTrabajo Final - IndicesNilson Steven Yarlequé BenitesAún no hay calificaciones
- Tarea ResueltaDocumento4 páginasTarea ResueltaErick Fernando ChanchavacAún no hay calificaciones
- Regresión polinómica temperatura-mg disueltosDocumento5 páginasRegresión polinómica temperatura-mg disueltosKazuumi Ruiz MurakamiAún no hay calificaciones
- Importancia bioestadística saludDocumento3 páginasImportancia bioestadística saludCopiado GalaxyAún no hay calificaciones
- Metodologia de La InvestigacionDocumento8 páginasMetodologia de La InvestigacionKaren Eusebio CidAún no hay calificaciones
- SESION 3 Elementos Del Diseño MuestralDocumento60 páginasSESION 3 Elementos Del Diseño MuestralFERNANDO RAMOS RAMOSAún no hay calificaciones
- Paradigmas 23Documento54 páginasParadigmas 23Jeiner Emerson ventura leonAún no hay calificaciones
- Taller 1 Estadística ValDocumento7 páginasTaller 1 Estadística ValNIKOLL VALENTINA MARTINEZ AREVALOAún no hay calificaciones
- 6° Grado - Experiencia de Aprendizaje N°02Documento28 páginas6° Grado - Experiencia de Aprendizaje N°02milagrostimoteo02Aún no hay calificaciones
- Estrés en El Trabajo y Exigencias Laborales.Documento10 páginasEstrés en El Trabajo y Exigencias Laborales.pauldupuisAún no hay calificaciones
- Metodos PC 2Documento59 páginasMetodos PC 2Josias GarcíaAún no hay calificaciones
- CEA DANCONA - Metodología CuantitativaDocumento10 páginasCEA DANCONA - Metodología CuantitativaJonathan LopesAún no hay calificaciones
- Estadísticos MaestriaDocumento17 páginasEstadísticos MaestriaAbel PacoAún no hay calificaciones
- Prueba de HipotesisDocumento20 páginasPrueba de HipotesisJulio Umerez100% (2)
- Informe TecDocumento19 páginasInforme TecDAYANNA ANTUANETH GUARDIA PARDOAún no hay calificaciones
- Control Estadistico de CalidadDocumento5 páginasControl Estadistico de CalidadAsesorías en fisica y matematicasAún no hay calificaciones
- Clase de Estadistica APLICADADocumento94 páginasClase de Estadistica APLICADARaul IbarraAún no hay calificaciones
- 2do PARCIAL Ciencia Forense-1Documento13 páginas2do PARCIAL Ciencia Forense-1Paola AiraAún no hay calificaciones
- 6.U2. Validez y ConfiabilidadDocumento32 páginas6.U2. Validez y ConfiabilidadMelisa Arado100% (1)
- Examen Final Simulación MarcoAlvitesDocumento8 páginasExamen Final Simulación MarcoAlvitesmarco antonioAún no hay calificaciones
- Intervalos confianza proporcionesDocumento7 páginasIntervalos confianza proporcionesJAIR CORDOVAAún no hay calificaciones
- Estadstica Semana 1Documento5 páginasEstadstica Semana 1nataly reyeAún no hay calificaciones
- 2-Estadistica Aplicada A La ConfiabilidadDocumento133 páginas2-Estadistica Aplicada A La Confiabilidadjorge marinAún no hay calificaciones