También podría gustarte
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
- Estudio de TiemposDocumento30 páginasEstudio de TiemposLUISA MARIA MIRANDA MUÑOZAún no hay calificaciones
- Resumen de Technology Scorecards de Sam BansalDe EverandResumen de Technology Scorecards de Sam BansalAún no hay calificaciones
- 1.6 TiemposDocumento16 páginas1.6 TiemposJulian BermudezAún no hay calificaciones
- Análisis Y Mejoramiento de Los Métodos de TrabajoDocumento7 páginasAnálisis Y Mejoramiento de Los Métodos de TrabajoNelson GuatpoAún no hay calificaciones
- Medición de trabajo: técnicas y usos para mejorar procesosDocumento11 páginasMedición de trabajo: técnicas y usos para mejorar procesosArmando Quispe Cutipa100% (1)
- Libro de MétodosDocumento16 páginasLibro de MétodosAna Lorena Ixtecoc Rodríguez100% (2)
- Tacticas Del ProcesoDocumento9 páginasTacticas Del ProcesoLaura PortilloAún no hay calificaciones
- ACTIVIDAD 1. Ciclo de DEMING VS MTP de D. SUMANTHDocumento4 páginasACTIVIDAD 1. Ciclo de DEMING VS MTP de D. SUMANTHChrissRobGarciaRamosAún no hay calificaciones
- Estudio métodos trabajo 8 pasosDocumento8 páginasEstudio métodos trabajo 8 pasosOrlando TorresAún no hay calificaciones
- Torres Sanchez J.22Documento19 páginasTorres Sanchez J.22Cesar Santos FajardoAún no hay calificaciones
- Actividad 3 enfoque del estudio del trabajoDocumento15 páginasActividad 3 enfoque del estudio del trabajolalocura1813Aún no hay calificaciones
- Métodos de Análisis de Formación LaboralDocumento8 páginasMétodos de Análisis de Formación LaboralAnahid Robles De LiraAún no hay calificaciones
- TP N2 Sabrina Ayelen AntunezDocumento4 páginasTP N2 Sabrina Ayelen Antunezsabrina ayelen antunezAún no hay calificaciones
- Metodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFDocumento3 páginasMetodos y Tiempos El Estudio Del Trabajo para La Productividad Tema 1 PDFGerson Sanchez FiestaAún no hay calificaciones
- Medicion Del TrabajoDocumento5 páginasMedicion Del TrabajoJaime BallesterosAún no hay calificaciones
- Cuestionario Medición TrabajoDocumento8 páginasCuestionario Medición TrabajoEstefany Abreu HernandezAún no hay calificaciones
- 2.1. Equipo2conceptualización Del Procedimiento Sistemático.Documento30 páginas2.1. Equipo2conceptualización Del Procedimiento Sistemático.Ana Calderón FuentesAún no hay calificaciones
- Unidad 2 Estudio Del Trabajo 2Documento73 páginasUnidad 2 Estudio Del Trabajo 2Ccl Ledezma Villalobos33% (3)
- Actividad 2 Sofia Daniela Martinez GuerreroDocumento6 páginasActividad 2 Sofia Daniela Martinez GuerreroDaafiiGrroo'Aún no hay calificaciones
- Analisis de Valor y Reduccion de CostosDocumento8 páginasAnalisis de Valor y Reduccion de CostosAriadna Merari Alvarado SanchezAún no hay calificaciones
- Cuaderno de Metodos Dalia Rosa Alarcon BotelloDocumento52 páginasCuaderno de Metodos Dalia Rosa Alarcon BotelloDalia Rosa Alarcon100% (1)
- Estudio Del TrabajoDocumento6 páginasEstudio Del TrabajoLuz HernandezAún no hay calificaciones
- Guion 1. Introducción A Métodos de TrabajoDocumento3 páginasGuion 1. Introducción A Métodos de TrabajoFrancisco ParkerAún no hay calificaciones
- Taller 2 Evaluacion de Desempeà O. Inducciã N - Capacitaciã NDocumento3 páginasTaller 2 Evaluacion de Desempeà O. Inducciã N - Capacitaciã NJORGE ENRIQUEAún no hay calificaciones
- Estudio Del Trabajo e Ingeniería de MétodosDocumento4 páginasEstudio Del Trabajo e Ingeniería de MétodosbarrazaAún no hay calificaciones
- Cronometraje industrial en LiderconDocumento26 páginasCronometraje industrial en LiderconRuggieryYánacOlivera0% (1)
- 2.3.2 Instructivo Actividad 6 PDFDocumento7 páginas2.3.2 Instructivo Actividad 6 PDFEl wn De rojoAún no hay calificaciones
- Estandar de ProduccionDocumento10 páginasEstandar de ProduccionJeremias Andacaba VillafuerteAún no hay calificaciones
- Medición y Registro de Métodos y TiempoDocumento10 páginasMedición y Registro de Métodos y TiempoAntonio DonadoAún no hay calificaciones
- 1.1 Descripcion de Areas y PuestosDocumento30 páginas1.1 Descripcion de Areas y PuestoscharlesAún no hay calificaciones
- Cómo Se Establecen Métodos de Trabajo en Un Sistema de ProducciónDocumento8 páginasCómo Se Establecen Métodos de Trabajo en Un Sistema de ProducciónMildred Rojas75% (4)
- Trabajo N - 2 de Productividad 2Documento26 páginasTrabajo N - 2 de Productividad 2Yessenia RequenaAún no hay calificaciones
- Estudio de Métodos y TiemposDocumento5 páginasEstudio de Métodos y Tiemposcarlos hernan morales riveraAún no hay calificaciones
- Al-1.2.6 - 1.2..6.5 Diseño Del Puesto de Trabajo SB21Documento21 páginasAl-1.2.6 - 1.2..6.5 Diseño Del Puesto de Trabajo SB21Bryan HerediaAún no hay calificaciones
- Estudio Tiempos TrabajoDocumento21 páginasEstudio Tiempos TrabajopewdroAún no hay calificaciones
- Tema 6Documento12 páginasTema 6saenzguadalupe844Aún no hay calificaciones
- Simon Linares 2do Corte Tarea 1Documento17 páginasSimon Linares 2do Corte Tarea 1Simon LinaresAún no hay calificaciones
- Proyecto de CalzadoDocumento23 páginasProyecto de CalzadoAnonymous OVlSwF100% (1)
- Estudio de Tiempos y MovimientosDocumento17 páginasEstudio de Tiempos y Movimientoslaurapoveda5100% (1)
- Balanceo de Linea WordDocumento29 páginasBalanceo de Linea WordFernando Tovar CastilloAún no hay calificaciones
- Módulo 4 - Lectura 4Documento10 páginasMódulo 4 - Lectura 4franciscorustan4Aún no hay calificaciones
- Estudio Del Trabajo - Unidad 1Documento15 páginasEstudio Del Trabajo - Unidad 1diana laura100% (1)
- pinche guarde menesesDocumento2 páginaspinche guarde menesesnaren gomezAún no hay calificaciones
- RubiGarza Act6 EDTDocumento12 páginasRubiGarza Act6 EDTRubi GarzaAún no hay calificaciones
- Actividad Individual Etapa 3 OymDocumento9 páginasActividad Individual Etapa 3 OymALEXANDERAún no hay calificaciones
- Ingeniería de MétodosDocumento33 páginasIngeniería de MétodosDayann BernalAún no hay calificaciones
- Análisis de OperacionesDocumento19 páginasAnálisis de OperacionesGely RosasAún no hay calificaciones
- Cronometraje IndustrialDocumento26 páginasCronometraje IndustrialRafa VegaAún no hay calificaciones
- Estudio trabajo OITDocumento13 páginasEstudio trabajo OITanon_389932544Aún no hay calificaciones
- 6.1 Estandarizacion de ProcesosDocumento15 páginas6.1 Estandarizacion de ProcesosLiizz HervertAún no hay calificaciones
- GuiasdeControl - y - Encuestas (1) 2Documento10 páginasGuiasdeControl - y - Encuestas (1) 2LuisHomeroZhañayAún no hay calificaciones
- Mejora ContinuaDocumento20 páginasMejora ContinuaJorge Luis Vilchez BecerraAún no hay calificaciones
- ContaDocumento2 páginasContaEduardo SancheZzAún no hay calificaciones
- Productividad ConstruccionDocumento11 páginasProductividad Construccionjuan antonio sanchez riveraAún no hay calificaciones
- Org. Ind. I - CronometrajeDocumento110 páginasOrg. Ind. I - CronometrajehernancauAún no hay calificaciones
- Archivo Clase 01Documento39 páginasArchivo Clase 01carla caceresAún no hay calificaciones
- Medicion Del Trabajo - Grupo 4Documento22 páginasMedicion Del Trabajo - Grupo 4MacaBrítezAún no hay calificaciones
- Mejores Prácticas para Mejorar La Eficiencia de La Producción y El TrabajoDocumento45 páginasMejores Prácticas para Mejorar La Eficiencia de La Producción y El TrabajoGaaraXDAún no hay calificaciones
- Taller 2. B. Mat (Op. Unit)Documento4 páginasTaller 2. B. Mat (Op. Unit)JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
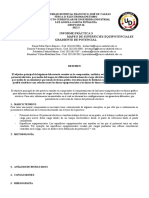
- Universidad Distrital Francisco José de Calda2Documento4 páginasUniversidad Distrital Francisco José de Calda2JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Rae 2Documento2 páginasRae 2JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Universidad Distrital Francisco José de CaldasDocumento1 páginaUniversidad Distrital Francisco José de CaldasJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Informe Jabon en Barra (Avance)Documento4 páginasInforme Jabon en Barra (Avance)JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Prueba Presupuesto 30092022Documento103 páginasPrueba Presupuesto 30092022JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Informe de SecadoDocumento5 páginasInforme de SecadoJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Lab 10Documento8 páginasLab 10JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- TALLER COLAS - MergedDocumento2 páginasTALLER COLAS - MergedJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- #MeToo en ChinaDocumento5 páginas#MeToo en ChinaJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Informe EntalpiaDocumento5 páginasInforme EntalpiaJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Teoría de errores en la medición del área de círculosDocumento14 páginasTeoría de errores en la medición del área de círculosJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Informe 1. Laboratorio Gel Antibacterial G2-24Documento5 páginasInforme 1. Laboratorio Gel Antibacterial G2-24JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Informe 2 Fisica ElectromagnetismoDocumento2 páginasInforme 2 Fisica ElectromagnetismoJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Notas Pendientes Altipal AGOSTODocumento6 páginasNotas Pendientes Altipal AGOSTOJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Saldos de Cierre SEPTIEMBREDocumento3 páginasSaldos de Cierre SEPTIEMBREJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Laboratorio de FisicaDocumento10 páginasLaboratorio de FisicaJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Teoría de errores en la medición del área de círculosDocumento14 páginasTeoría de errores en la medición del área de círculosJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Íconos Vectoriales Gratis - OvejaTecDocumento6 páginasÍconos Vectoriales Gratis - OvejaTecJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Modelo de Comercio Electronico B2B: Johan Yaya E-Mail: Jsyayar@correo - Udistrital.edu - CoDocumento2 páginasModelo de Comercio Electronico B2B: Johan Yaya E-Mail: Jsyayar@correo - Udistrital.edu - CoJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Industria láctea: generación empleo y aporte economíaDocumento27 páginasIndustria láctea: generación empleo y aporte economíaJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Dialnet RetratoLiterarioEnElRenacimiento 1281017Documento16 páginasDialnet RetratoLiterarioEnElRenacimiento 1281017JOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Pre Informe de LaboratorioDocumento13 páginasPre Informe de LaboratorioJOHAN SANTIAGO YAYA RAMOSAún no hay calificaciones
- Libertad de Albedrío y Libertad Moral (GUÍA)Documento7 páginasLibertad de Albedrío y Libertad Moral (GUÍA)Francesca ParachenAún no hay calificaciones
- Unidad Ii Instrumentos de Presupuestacion EmpresarialDocumento38 páginasUnidad Ii Instrumentos de Presupuestacion EmpresarialClaudia Higuera QuinteroAún no hay calificaciones
- MINIPRUEBA DE COMPRENSION DE LECTURA DESARROLLO Y REDACCION 7°°° SeptimoDocumento39 páginasMINIPRUEBA DE COMPRENSION DE LECTURA DESARROLLO Y REDACCION 7°°° SeptimoKarina VergaraAún no hay calificaciones
- Prisioneros del sistemaDocumento9 páginasPrisioneros del sistemachristarias100% (1)
- Economía I (DBEC01)Documento6 páginasEconomía I (DBEC01)Sergio Varela0% (1)
- Resumen - Las Instituciones Como Reglas Del JuegoDocumento3 páginasResumen - Las Instituciones Como Reglas Del JuegoValeria García PachecoAún no hay calificaciones
- Contabilidad Básica IDocumento65 páginasContabilidad Básica IROJASAún no hay calificaciones
- Model Ode CulturaDocumento188 páginasModel Ode CulturaLupis GlxAún no hay calificaciones
- La Percepción y La Toma de DecisionesDocumento13 páginasLa Percepción y La Toma de DecisioneslinaAún no hay calificaciones
- 2301 - MAHO - Informe PAC - 270723Documento98 páginas2301 - MAHO - Informe PAC - 270723gzn2mtnffnAún no hay calificaciones
- Toma de Desicioness PDFDocumento10 páginasToma de Desicioness PDFJesús Pagó por TiAún no hay calificaciones
- El Bien, El Mal y La Razón Cap 4Documento22 páginasEl Bien, El Mal y La Razón Cap 4scancian2000Aún no hay calificaciones
- Procedimiento para La Evaluación de La Calidad Percibida de Los Servicios BancariosDocumento20 páginasProcedimiento para La Evaluación de La Calidad Percibida de Los Servicios BancariosCarlos EspinozaAún no hay calificaciones
- Estrategias y políticas en empresas lucrativas y no lucrativasDocumento6 páginasEstrategias y políticas en empresas lucrativas y no lucrativasDayana SanchezAún no hay calificaciones
- Triptico Del ArbolDocumento2 páginasTriptico Del ArbolRossana Escarcena0% (1)
- Numerología OmkinDocumento65 páginasNumerología OmkinJosé Luis Juan Mujica100% (2)
- Cuestionario de Autoevaluación, OkDocumento2 páginasCuestionario de Autoevaluación, OkAngel Enrique Carrillo PicónAún no hay calificaciones
- Calidad Sin Lagrimas - Philip B. Crosby PDFDocumento37 páginasCalidad Sin Lagrimas - Philip B. Crosby PDFGuillermochv22100% (2)
- Reestructuración, Reingeniería e Ingeniería ElectrónicaDocumento10 páginasReestructuración, Reingeniería e Ingeniería Electrónicaobeos100% (1)
- Una Visión GlobalDocumento6 páginasUna Visión GlobalNelly RodriguezAún no hay calificaciones
- Teoría de RedesDocumento21 páginasTeoría de RedesmaryAún no hay calificaciones
- TtsDocumento17 páginasTtsLuisitaRojiitasSositaAún no hay calificaciones
- Evaluar manual normas y procedimientos administrativos almacén UE José Atanasio GirardotDocumento82 páginasEvaluar manual normas y procedimientos administrativos almacén UE José Atanasio GirardotAlexis FrancoAún no hay calificaciones
- Resolución de problemas PL con herramientas en líneaDocumento8 páginasResolución de problemas PL con herramientas en líneaNicolasVargasJimenez100% (1)
- Evaluacion Educacion Fisica PreescolarDocumento35 páginasEvaluacion Educacion Fisica Preescolarrafael_palacioss100% (4)
- Comunicacion Linguistica - Cuadernillo 1 - La Comprension OralDocumento58 páginasComunicacion Linguistica - Cuadernillo 1 - La Comprension Oralsgonzalo22Aún no hay calificaciones
- Asignaturas Curriculares Básicas y Temas Del Siglo XxiDocumento11 páginasAsignaturas Curriculares Básicas y Temas Del Siglo Xxiedmavac6410Aún no hay calificaciones
- Graficas de ControlDocumento141 páginasGraficas de Controlmikex69Aún no hay calificaciones
- Causas de la deserción universitaria en ColombiaDocumento11 páginasCausas de la deserción universitaria en ColombiaHakuna MatataAún no hay calificaciones
- Seleccion de Aprendizajes Esperados Nt1 Nt2 2010Documento5 páginasSeleccion de Aprendizajes Esperados Nt1 Nt2 2010Cecilia MollAún no hay calificaciones
- Mente Organizada Cómo Pensar con Claridad y Hacer Todas Las Decisiones de Vida CorrectasDe EverandMente Organizada Cómo Pensar con Claridad y Hacer Todas Las Decisiones de Vida CorrectasCalificación: 4 de 5 estrellas4/5 (11)
- Terapia cognitiva: Conceptos básicos y profundizaciónDe EverandTerapia cognitiva: Conceptos básicos y profundizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Gestión del puesto y evaluación del desempeñoDe EverandGestión del puesto y evaluación del desempeñoCalificación: 5 de 5 estrellas5/5 (2)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Negociar, ruta hacia el éxito: Estrategias y habilidades esencialesDe EverandNegociar, ruta hacia el éxito: Estrategias y habilidades esencialesCalificación: 4 de 5 estrellas4/5 (22)
- Autismo: guía para padres sobre el trastorno del espectro autista En españolDe EverandAutismo: guía para padres sobre el trastorno del espectro autista En españolCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Adiós a tus Deudas: Descubre cómo salir permanentemente de tus deudas sin necesidad de ganar más o morir en el intentoDe EverandAdiós a tus Deudas: Descubre cómo salir permanentemente de tus deudas sin necesidad de ganar más o morir en el intentoCalificación: 5 de 5 estrellas5/5 (2)
- El juego y los alumnos con discapacidadDe EverandEl juego y los alumnos con discapacidadCalificación: 5 de 5 estrellas5/5 (1)
- Costos y presupuestos: Segunda ediciónDe EverandCostos y presupuestos: Segunda ediciónCalificación: 4.5 de 5 estrellas4.5/5 (5)
- Manual de goniometría: Evaluación de la movilidad articular (Color)De EverandManual de goniometría: Evaluación de la movilidad articular (Color)Aún no hay calificaciones
- Psicópatas seriales: Un recorrido por su oscura e inquietante naturalezaDe EverandPsicópatas seriales: Un recorrido por su oscura e inquietante naturalezaCalificación: 4 de 5 estrellas4/5 (3)
- Manual NSCA: Fundamentos del entrenamiento personalDe EverandManual NSCA: Fundamentos del entrenamiento personalCalificación: 5 de 5 estrellas5/5 (8)
- Familia, enfermedad y discapacidad: Una propuesta desde la terapia sistémicaDe EverandFamilia, enfermedad y discapacidad: Una propuesta desde la terapia sistémicaCalificación: 3.5 de 5 estrellas3.5/5 (3)
- Fundamentos del diseño y la construcción con maderaDe EverandFundamentos del diseño y la construcción con maderaCalificación: 3 de 5 estrellas3/5 (5)
- El poder de la evaluación en el aula: Mejores decisiones para promover aprendizajesDe EverandEl poder de la evaluación en el aula: Mejores decisiones para promover aprendizajesCalificación: 4 de 5 estrellas4/5 (8)
- El reloj emocional: Sobre el tiempo y la vidaDe EverandEl reloj emocional: Sobre el tiempo y la vidaCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Apuntes de diseño de interiores: Principios básicos de escalas, espacios, colores y másDe EverandApuntes de diseño de interiores: Principios básicos de escalas, espacios, colores y másCalificación: 4.5 de 5 estrellas4.5/5 (20)
- GuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosDe EverandGuíaBurros Comprar un coche eléctrico: Todo lo que debes saber sobre los coches eléctricosCalificación: 5 de 5 estrellas5/5 (2)
- Diseño y construcción de algoritmosDe EverandDiseño y construcción de algoritmosCalificación: 4 de 5 estrellas4/5 (6)
- Psicopatología: Una introducción a la clínica y la salud mentalDe EverandPsicopatología: Una introducción a la clínica y la salud mentalCalificación: 5 de 5 estrellas5/5 (4)
- La comida y el inconsciente: Psicoanálisis y trastornos alimentariosDe EverandLa comida y el inconsciente: Psicoanálisis y trastornos alimentariosAún no hay calificaciones
- Programa de la psicoeducación de la ansiedad y entrenamiento en técnicas de relajación: Manual del TerapeutaDe EverandPrograma de la psicoeducación de la ansiedad y entrenamiento en técnicas de relajación: Manual del TerapeutaCalificación: 4 de 5 estrellas4/5 (8)