También podría gustarte
- El método Seis Sigma: Mejore los resultados de su negocioDe EverandEl método Seis Sigma: Mejore los resultados de su negocioCalificación: 4 de 5 estrellas4/5 (24)
- Tarea 15 Six Sigma II de Lariza Esmeralda Soto Fuentes Grupo 002Documento8 páginasTarea 15 Six Sigma II de Lariza Esmeralda Soto Fuentes Grupo 002Jaqueline HerreraAún no hay calificaciones
- Quispe de La CruzDocumento7 páginasQuispe de La CruzGretel GómezAún no hay calificaciones
- 01 Panorámica Lean-Six SigmaDocumento46 páginas01 Panorámica Lean-Six Sigmajo silagAún no hay calificaciones
- Six SigmaDocumento32 páginasSix SigmaStratowarionAún no hay calificaciones
- Trabajo de Aplicación de Investigación de OperacionesDocumento19 páginasTrabajo de Aplicación de Investigación de Operacionessparklite7Aún no hay calificaciones
- 6 Introduccion A Lean 6 SigmaDocumento39 páginas6 Introduccion A Lean 6 SigmaGiancarlo Gabriel Costta SilvaAún no hay calificaciones
- Tema 1 Etapa Definir SADocumento12 páginasTema 1 Etapa Definir SAcecilia cruzAún no hay calificaciones
- Six SigmaDocumento30 páginasSix SigmaWilver Acosta ArizaAún no hay calificaciones
- Patricia Martínez Pozo Proyecto FinalDocumento17 páginasPatricia Martínez Pozo Proyecto FinalPatricia MartinezAún no hay calificaciones
- Tesis Six SigmaDocumento50 páginasTesis Six Sigmacynthia changAún no hay calificaciones
- Six SigmaDocumento64 páginasSix SigmaJorge CruzAún no hay calificaciones
- Six Sigma o Seis sigma-EXPOSICIONDocumento6 páginasSix Sigma o Seis sigma-EXPOSICIONalice medranoAún no hay calificaciones
- Informe de SeminarioDocumento15 páginasInforme de SeminariogbvazquezrAún no hay calificaciones
- Tarea 1 Metodologia Seis SigmaDocumento6 páginasTarea 1 Metodologia Seis SigmaBetzaida OrtegaAún no hay calificaciones
- Herramienta de Calidad - Seis SigmaDocumento17 páginasHerramienta de Calidad - Seis SigmaMARINELLA IGLESIAS VARGAS100% (1)
- Six SigmaDocumento64 páginasSix SigmaJorge CruzAún no hay calificaciones
- Tesis Six SigmaDocumento54 páginasTesis Six SigmaGian Luis Ramos Zavala100% (1)
- Lsca U3 A1 HevrDocumento6 páginasLsca U3 A1 HevrErick PeimbertAún no hay calificaciones
- Ensayo de HerramientasDocumento14 páginasEnsayo de HerramientasREYNA MAGALY GONZALES GONZALESAún no hay calificaciones
- Controlar Six SigmaDocumento10 páginasControlar Six SigmaVictoria MoralesAún no hay calificaciones
- Fase1 - 212047 - 4 - Monica PintoDocumento22 páginasFase1 - 212047 - 4 - Monica PintoMonica SanchesAún no hay calificaciones
- Six SigmaDocumento41 páginasSix SigmaLlerson Acosta LopezAún no hay calificaciones
- Problemas Sistemas de ManufacturaDocumento8 páginasProblemas Sistemas de ManufacturaJesus CastañedaAún no hay calificaciones
- El Manual de Six SigmaDocumento85 páginasEl Manual de Six Sigmaalfred chaconAún no hay calificaciones
- Aterrizando Seis SigmaDocumento21 páginasAterrizando Seis Sigmajorge pinzonAún no hay calificaciones
- Gestion de La Calidad 12Documento45 páginasGestion de La Calidad 12Ainel NightwishAún no hay calificaciones
- Seis Sigma AutomatizacionDocumento6 páginasSeis Sigma AutomatizacionJoseAún no hay calificaciones
- Reducción del porcentaje de SCRAP en extrusión de mangueras en Akwel Orizaba a través de Seis SigmaDocumento8 páginasReducción del porcentaje de SCRAP en extrusión de mangueras en Akwel Orizaba a través de Seis SigmaMarco Tellez Olivares100% (1)
- A4Documento19 páginasA4Jonathan CardenasAún no hay calificaciones
- Six Sigma EnsayoDocumento7 páginasSix Sigma EnsayoIlse Guadalupe EncinasAún no hay calificaciones
- 6 SigmaDocumento3 páginas6 SigmaFernando RomoAún no hay calificaciones
- Trabajo en Clase 1 Parcial Seis Sigma 2Documento5 páginasTrabajo en Clase 1 Parcial Seis Sigma 2Jeimy Macedo MartínezAún no hay calificaciones
- Seig SigmaDocumento14 páginasSeig SigmaJose Antonio Olais ReyesAún no hay calificaciones
- Influencia Six Sigma mineríaDocumento7 páginasInfluencia Six Sigma mineríaRoberto Rocha MannucciAún no hay calificaciones
- Control y Gestion de La Calidad 8 6 SigmaDocumento68 páginasControl y Gestion de La Calidad 8 6 SigmaMarco ZepedaAún no hay calificaciones
- Informe 2 Gestion de CalidadDocumento9 páginasInforme 2 Gestion de CalidadJunior PilozoAún no hay calificaciones
- Seis Sigma Parte 1Documento2 páginasSeis Sigma Parte 1Evelyn GomezAún no hay calificaciones
- Value Stream Mapping Aplicacion A Una Empresa de PDFDocumento8 páginasValue Stream Mapping Aplicacion A Una Empresa de PDFSilviaAún no hay calificaciones
- Proyecto Final.u5-Karla. Equipo DinamitaDocumento27 páginasProyecto Final.u5-Karla. Equipo Dinamitaalma yunisAún no hay calificaciones
- Six Sigma PresentacionDocumento27 páginasSix Sigma PresentacionWeroHerreraAún no hay calificaciones
- Aplicación de Seis Sigma para la mejora continua de procesosDocumento10 páginasAplicación de Seis Sigma para la mejora continua de procesosKarina Monserrat Garduño ChavezAún no hay calificaciones
- Análisis y mejora del proceso de suministro de parabrisas en Toyota de VenezuelaDocumento44 páginasAnálisis y mejora del proceso de suministro de parabrisas en Toyota de VenezuelaEnrique PerezAún no hay calificaciones
- Six SigmaDocumento32 páginasSix SigmaDaniela HernándezAún no hay calificaciones
- Seis Sigma BienDocumento9 páginasSeis Sigma BiendianaxinemiAún no hay calificaciones
- Seis SigmaDocumento20 páginasSeis SigmaRodSab RodSabAún no hay calificaciones
- Grupo#12 Reporte#6Documento23 páginasGrupo#12 Reporte#6Estuardo EstradaAún no hay calificaciones
- TP Ingeniería de Procesos - Julieta Alberti 2017Documento15 páginasTP Ingeniería de Procesos - Julieta Alberti 2017Paula Ayelén AlbertiAún no hay calificaciones
- Tesis de Jin Valentin Six Sigma Ing IndustrialDocumento130 páginasTesis de Jin Valentin Six Sigma Ing IndustrialJuan Santa Cruz100% (1)
- Presentación Conf. Six SigmaDocumento60 páginasPresentación Conf. Six SigmaAna VivasAún no hay calificaciones
- Herramientas EstadisticasDocumento66 páginasHerramientas EstadisticasNéstor VargasAún no hay calificaciones
- Six Sigma2Documento46 páginasSix Sigma2Omar Fisher CamachoAún no hay calificaciones
- Capitulo 10 FinalDocumento87 páginasCapitulo 10 Finalallan0180% (1)
- Tarea Semana 4Documento2 páginasTarea Semana 4Eduardo OrtizAún no hay calificaciones
- Mejora en Los Procesos Productivos de La Fabricación de Muebles de Maderas de La Empresa MonserickDocumento25 páginasMejora en Los Procesos Productivos de La Fabricación de Muebles de Maderas de La Empresa MonserickKeyla Selene67% (3)
- Programa Seis Sigma Parte I. IntroducciónDocumento39 páginasPrograma Seis Sigma Parte I. IntroducciónDaniel RuizAún no hay calificaciones
- 6 - 6sigmaDocumento96 páginas6 - 6sigmaFrancisco EsparzaAún no hay calificaciones
- Metodologia Six SigmaDocumento28 páginasMetodologia Six SigmaRadu FloriAún no hay calificaciones
- Seis Sigma casos prácticosDocumento46 páginasSeis Sigma casos prácticosGeancarlo Guilliano Alexandre Sandoval SolisAún no hay calificaciones
- Evidencia 2Documento9 páginasEvidencia 2Euridice LemusAún no hay calificaciones
- GUÍA 5 Parte 2Documento7 páginasGUÍA 5 Parte 2luisAún no hay calificaciones
- Mapa Rutachasquipampa PDFDocumento1 páginaMapa Rutachasquipampa PDFMariel Aly RosenAún no hay calificaciones
- Gestión Del Cambio en La Implementación Del Lean Manufacturing PDFDocumento6 páginasGestión Del Cambio en La Implementación Del Lean Manufacturing PDFcristianAún no hay calificaciones
- Guía Cadena de ValorDocumento6 páginasGuía Cadena de ValorluisAún no hay calificaciones
- Guía 4 Clase 30marzoDocumento3 páginasGuía 4 Clase 30marzoluisAún no hay calificaciones
- Guía SMED manufactura esbelta UMSADocumento5 páginasGuía SMED manufactura esbelta UMSARemedios Tunqui LoveraAún no hay calificaciones
- Guía InicialDocumento5 páginasGuía InicialluisAún no hay calificaciones
- Guia 6 AndonDocumento4 páginasGuia 6 AndonluisAún no hay calificaciones
- Ejercicio ResueltokanbanDocumento2 páginasEjercicio ResueltokanbanluisAún no hay calificaciones
- Guía 9 Poka YokeDocumento3 páginasGuía 9 Poka YokeluisAún no hay calificaciones
- GUÍA 2 y Estudio de CasodocxDocumento6 páginasGUÍA 2 y Estudio de CasodocxluisAún no hay calificaciones
- Ian Labo 3Documento22 páginasIan Labo 3luisAún no hay calificaciones
- DMAICDocumento12 páginasDMAICCesar PAún no hay calificaciones
- GUÍA 8 KanBanDocumento4 páginasGUÍA 8 KanBanluisAún no hay calificaciones
- Desarrollo OrganizacionalDocumento21 páginasDesarrollo OrganizacionalluisAún no hay calificaciones
- Diagramas de ProcesoDocumento32 páginasDiagramas de ProcesoluisAún no hay calificaciones
- Cultura Organizacional PDFDocumento18 páginasCultura Organizacional PDFKatherine BautistaAún no hay calificaciones
- Benjamin Teran MetrologiaDocumento7 páginasBenjamin Teran MetrologialuisAún no hay calificaciones
- GRUPO 1 Bacteria Patógenas VegetativasDocumento35 páginasGRUPO 1 Bacteria Patógenas VegetativasluisAún no hay calificaciones
- Cadenas de ValorDocumento30 páginasCadenas de ValorJaime Robles MartinezAún no hay calificaciones
- 1.3.2 Hardware II PDFDocumento7 páginas1.3.2 Hardware II PDFLuis Veimar CalleAún no hay calificaciones
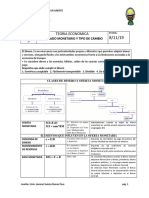
- Guia 9 Mercado de Dinero y Tipo de CambioDocumento5 páginasGuia 9 Mercado de Dinero y Tipo de CambioSuleica RamosAún no hay calificaciones
- Benjamin Josue Teran Vallejos Movimiento en Una DimencionDocumento22 páginasBenjamin Josue Teran Vallejos Movimiento en Una DimencionluisAún no hay calificaciones
- Ejemplo de TDR - Termino de ReferenciaDocumento23 páginasEjemplo de TDR - Termino de ReferenciaJuan R. Carrasco Saavedra100% (2)
- Manual de Calidad NCDocumento108 páginasManual de Calidad NCNelson GonzálezAún no hay calificaciones
- Negocios Familiares El Paternalismo Camino Directo Al FracasoDocumento16 páginasNegocios Familiares El Paternalismo Camino Directo Al FracasoJose M CifuentesAún no hay calificaciones
- Robot OrbitalDocumento44 páginasRobot OrbitalIng David Soto MoraAún no hay calificaciones
- Pal 2Documento33 páginasPal 2Fabian MoralesAún no hay calificaciones
- Factor MultiplicadorDocumento5 páginasFactor MultiplicadorangellxAún no hay calificaciones
- Manejo de Producto No ConformeDocumento4 páginasManejo de Producto No Conformekavt2110Aún no hay calificaciones
- Informe de AuditoriaDocumento2 páginasInforme de Auditoriaanigreili cataño avendañoAún no hay calificaciones
- A.110-Transportes y Comunicaciones PDFDocumento3 páginasA.110-Transportes y Comunicaciones PDFangitasangamaAún no hay calificaciones
- Problema 2 Cursograma Analitico Bartolome Ortuño Daniel LeonDocumento3 páginasProblema 2 Cursograma Analitico Bartolome Ortuño Daniel LeonDaniel MaximilianAún no hay calificaciones
- Protocolo de Respuestas IdtelDocumento13 páginasProtocolo de Respuestas IdtelPaulii Rios RodriguezAún no hay calificaciones
- Central Hidroeléctrica Antonio José de SucreDocumento9 páginasCentral Hidroeléctrica Antonio José de SucreAngela De Castro ContrerasAún no hay calificaciones
- Ficha Tecnica Lector MotorolaDocumento2 páginasFicha Tecnica Lector MotorolaJuan Carlos BarbosaAún no hay calificaciones
- MicroSurvey StarNet 7 STD Plus ManualDocumento252 páginasMicroSurvey StarNet 7 STD Plus Manualalejoeling100% (3)
- Capitulo 5 Arcos Articulados PuentesDocumento28 páginasCapitulo 5 Arcos Articulados PuentesJdm Jdm PEAún no hay calificaciones
- Desafio N 2 Grupo 3Documento17 páginasDesafio N 2 Grupo 3matias soubeletAún no hay calificaciones
- Dispositivos de DescensoDocumento2 páginasDispositivos de DescensoJuan David Puertas VargasAún no hay calificaciones
- Plan EstrategicoDocumento25 páginasPlan EstrategicoPascual YeguezAún no hay calificaciones
- Leslie VQDocumento2 páginasLeslie VQLuigi Francisco Buitron BedonAún no hay calificaciones
- Ficha Tecnica Nuevo Jetta DTM My2014 29 05 2014Documento4 páginasFicha Tecnica Nuevo Jetta DTM My2014 29 05 2014jaimesreinoAún no hay calificaciones
- Fundamentos de Gestión de Riesgos ITILDocumento10 páginasFundamentos de Gestión de Riesgos ITILCarlos Marxi100% (1)
- Acta de Constitucion Del Proyecto TPDocumento4 páginasActa de Constitucion Del Proyecto TPOmar FonsecaAún no hay calificaciones
- Tarea 8. Mantenimiento de Componentes Con Sellos Hidráulicos y Neumáticos PDFDocumento12 páginasTarea 8. Mantenimiento de Componentes Con Sellos Hidráulicos y Neumáticos PDFJuan Carlos Cruz Quito0% (1)
- 08 Analisis de CostosDocumento14 páginas08 Analisis de CostosAnonymous 6ed11bPDAún no hay calificaciones
- Conexiones EquipotencialesDocumento2 páginasConexiones EquipotencialesAngelicaVesgaAún no hay calificaciones
- Manual Seguridad AeroportuariaDocumento22 páginasManual Seguridad Aeroportuariampedrón_180% (5)
- Mantenimiento Correctivo y Preventivo: Conceptos, Modelos y EstrategiasDocumento115 páginasMantenimiento Correctivo y Preventivo: Conceptos, Modelos y Estrategiascaluz100% (1)
- Caratula (1) ..Documento7 páginasCaratula (1) ..Jose Ayala GomesAún no hay calificaciones
- Liderazgo y Pensamiento Estrategico PDFDocumento2 páginasLiderazgo y Pensamiento Estrategico PDFNatalia RiveraAún no hay calificaciones
- Resumen de El cuadro de mando integral paso a paso de Paul R. NivenDe EverandResumen de El cuadro de mando integral paso a paso de Paul R. NivenCalificación: 5 de 5 estrellas5/5 (2)
- Scaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoDe EverandScaling Up (Dominando los Hábitos de Rockefeller 2.0): Cómo es que Algunas Compañías lo Logran…y Por qué las Demás NoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Finanzas 1.: Contabilidad, planeación y administración financieraDe EverandFinanzas 1.: Contabilidad, planeación y administración financieraCalificación: 4.5 de 5 estrellas4.5/5 (11)
- Mejoramiento de la calidad. Un enfoque a serviciosDe EverandMejoramiento de la calidad. Un enfoque a serviciosCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Los secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaDe EverandLos secretos de la mente millonaria: Cómo dominar el juego interior de la riquezaCalificación: 4.5 de 5 estrellas4.5/5 (813)
- Contabilidad administrativaDe EverandContabilidad administrativaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Freedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasDe EverandFreedom Inc.: Cómo la libertad de los trabajadores desata el éxito de las empresasCalificación: 4.5 de 5 estrellas4.5/5 (39)
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- Métodos de compensación basados en competenciasDe EverandMétodos de compensación basados en competenciasAún no hay calificaciones
- UF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)De EverandUF0349: ATENCIÓN AL CLIENTE EN EL PROCESO COMERCIAL (ADGG0208) (ADGD0308)Calificación: 2 de 5 estrellas2/5 (1)
- Si es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2De EverandSi es posible ganar $ con Opciones Binarias. Estrategia $$ para Principiantes y Expertos. (Spanish Edition) V2Calificación: 4 de 5 estrellas4/5 (13)
- Control interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónDe EverandControl interno y sistema de gestión de calidad: Guía para su implantación en empresas públicas y privadas. 3ª ediciónCalificación: 4.5 de 5 estrellas4.5/5 (8)
- El nuevo liderazgo: 200 líderes reconocidos construyeron este exitoso estilo de conducciónDe EverandEl nuevo liderazgo: 200 líderes reconocidos construyeron este exitoso estilo de conducciónAún no hay calificaciones
- Cómo Invertir En El Mercado De Valores Para PrincipiantesDe EverandCómo Invertir En El Mercado De Valores Para PrincipiantesCalificación: 4 de 5 estrellas4/5 (22)
- Emprendedores: La Aventura de Crear tu Propio CaminoDe EverandEmprendedores: La Aventura de Crear tu Propio CaminoCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Guia práctica de los instrumentos financieros derivadosDe EverandGuia práctica de los instrumentos financieros derivadosCalificación: 5 de 5 estrellas5/5 (2)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Marketing y Venta ProfesionalDe EverandMarketing y Venta ProfesionalCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Investigación de mercados, para una mejor toma de decisionesDe EverandInvestigación de mercados, para una mejor toma de decisionesCalificación: 5 de 5 estrellas5/5 (1)
- 51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoDe Everand51 Consejos de Ventas: Claves para Vender Más y Triunfar VendiendoCalificación: 5 de 5 estrellas5/5 (4)
- Jugar para ganar: Cómo funciona realmente la estrategia de empresaDe EverandJugar para ganar: Cómo funciona realmente la estrategia de empresaCalificación: 5 de 5 estrellas5/5 (2)