También podría gustarte
- LAB # 1 Control de Motor Trifasico - NeumaticaDocumento7 páginasLAB # 1 Control de Motor Trifasico - NeumaticaAirton EspadaAún no hay calificaciones
- Lab 1Documento7 páginasLab 1Airton EspadaAún no hay calificaciones
- Sistemas de Control Distribuido LAB 7Documento3 páginasSistemas de Control Distribuido LAB 7Brayan Vaca PeñarandaAún no hay calificaciones
- Guía laboratorio sensores industrialesDocumento12 páginasGuía laboratorio sensores industrialesYhonathan HurtadopinedoAún no hay calificaciones
- Sistemas de Control Distribuido LAB 4Documento5 páginasSistemas de Control Distribuido LAB 4Brayan Vaca PeñarandaAún no hay calificaciones
- LaboratorioDocumento4 páginasLaboratorioYhonathan HurtadopinedoAún no hay calificaciones
- LAB # 1Documento8 páginasLAB # 1Brayan Vaca PeñarandaAún no hay calificaciones
- LAB # 1 Resistencias y Diodos LedDocumento3 páginasLAB # 1 Resistencias y Diodos LedGuiver leon cuetoAún no hay calificaciones
- Laboratorio 2 RoboticaDocumento6 páginasLaboratorio 2 RoboticaBrayan Claros OvandoAún no hay calificaciones
- Alternador LaboratorioDocumento9 páginasAlternador LaboratorioMauricio Adrian Alvarado MartinezAún no hay calificaciones
- Guia LAB - DFDocumento28 páginasGuia LAB - DFjosue callapaAún no hay calificaciones
- LAB#3 ElectrocardiogramaDocumento7 páginasLAB#3 ElectrocardiogramaIsmael DazaAún no hay calificaciones
- Inf LabDocumento5 páginasInf LabOscar HurtadoAún no hay calificaciones
- Guía Lab Física II UTP 2017Documento23 páginasGuía Lab Física II UTP 2017PauloCésarChoqueVasquezAún no hay calificaciones
- Informe PPP de EstudiantesDocumento18 páginasInforme PPP de EstudiantesjorgeAún no hay calificaciones
- Guía Laboratorio Física II DeformacionesDocumento25 páginasGuía Laboratorio Física II DeformacionesMiranda RoberthAún no hay calificaciones
- PET-MFTM-19-DRE Mantenimiento DRE-001Documento19 páginasPET-MFTM-19-DRE Mantenimiento DRE-001Wily Frank Mollapaza QuispeAún no hay calificaciones
- Procedimento Herramientas EquiposDocumento9 páginasProcedimento Herramientas EquiposLeticia SilvaAún no hay calificaciones
- PET-MFTM-11-PPD Mantenimiento Correctivo A Las Bombas Persitálticas 0370-PPD-0229-0230Documento14 páginasPET-MFTM-11-PPD Mantenimiento Correctivo A Las Bombas Persitálticas 0370-PPD-0229-0230Wily Frank Mollapaza QuispeAún no hay calificaciones
- Op-Pets-Chm-15 Habilitacion y Soldeo de Estructura Metálicas Plantas MovilesDocumento14 páginasOp-Pets-Chm-15 Habilitacion y Soldeo de Estructura Metálicas Plantas MovilesIris Huamani MartinezAún no hay calificaciones
- 01 Estandar Herramientas Rev02Documento7 páginas01 Estandar Herramientas Rev02Luzbela Piscoya ApazaAún no hay calificaciones
- PETS-MM-0005 DESATORO LINEAS PRINCIPALES DE DESAGUE. Ver. 02Documento6 páginasPETS-MM-0005 DESATORO LINEAS PRINCIPALES DE DESAGUE. Ver. 02joraf81Aún no hay calificaciones
- Practica Inspección VisualDocumento10 páginasPractica Inspección VisualClaudio MartinezAún no hay calificaciones
- PEM-PETS-SST-HTE-03 Habilitado de TuberiasDocumento4 páginasPEM-PETS-SST-HTE-03 Habilitado de TuberiasRomel Ccarhuas CarrascoAún no hay calificaciones
- PR-SST-16 - Procedimiento Uso Herramientas Manuales y ElectricasDocumento11 páginasPR-SST-16 - Procedimiento Uso Herramientas Manuales y ElectricasHector HBmix HbmAún no hay calificaciones
- Requisitos Mínimos de Higiene Y Seguridad Industrial para El Manejo de Herramientas ManualesDocumento9 páginasRequisitos Mínimos de Higiene Y Seguridad Industrial para El Manejo de Herramientas ManualesJohnAún no hay calificaciones
- Informe LAB NRO 3Documento3 páginasInforme LAB NRO 3Angel José Viberos BañosAún no hay calificaciones
- Guia de Laboratorio de Electricidad y MagnetismoDocumento29 páginasGuia de Laboratorio de Electricidad y MagnetismoRoy Edson CruzAún no hay calificaciones
- Informe LAB NRO 3Documento3 páginasInforme LAB NRO 3Angel José Viberos BañosAún no hay calificaciones
- Formato de INforme Laboratorios de Ciencias BásicasDocumento5 páginasFormato de INforme Laboratorios de Ciencias BásicasPauloCésarChoqueVasquezAún no hay calificaciones
- Utilizar la fresadoraDocumento8 páginasUtilizar la fresadoramartaAún no hay calificaciones
- Cuaderno de Informes - IFPDocumento20 páginasCuaderno de Informes - IFPAnderson Chunga GuarnizAún no hay calificaciones
- Laboratorio 3 Torno CNC - Programación Ciclo de Cilindrado r1Documento22 páginasLaboratorio 3 Torno CNC - Programación Ciclo de Cilindrado r1Nicolas CastilloAún no hay calificaciones
- Pets de Uso de HerramientasDocumento8 páginasPets de Uso de Herramientascarlos_salas80Aún no hay calificaciones
- Pets-Ssma-092 Reparacion de PortonDocumento9 páginasPets-Ssma-092 Reparacion de Portonbuiza100% (1)
- Guía LAB - Electricidad y MagnetismoDocumento29 páginasGuía LAB - Electricidad y Magnetismomarioly fernandez100% (1)
- Lab 1 de Mecanica de RocasDocumento14 páginasLab 1 de Mecanica de RocasRoberto Melendez CastilloAún no hay calificaciones
- Ventilación segura en tajos de corte y rellenoDocumento50 páginasVentilación segura en tajos de corte y rellenoJefferson CVasquez100% (1)
- Guía de seguridad minera AntaminaDocumento20 páginasGuía de seguridad minera AntaminafatimaAún no hay calificaciones
- PET-MFTM-02-FTR Mantenimiento Correctivo de Las Celdas 0370-FTR-0029 at 0034 0041@ 0046Documento37 páginasPET-MFTM-02-FTR Mantenimiento Correctivo de Las Celdas 0370-FTR-0029 at 0034 0041@ 0046Wily Frank Mollapaza QuispeAún no hay calificaciones
- Procedimiento para Manejo de Equipos y HerramientasDocumento20 páginasProcedimiento para Manejo de Equipos y HerramientasRocio RamirezAún no hay calificaciones
- Instruccion de Trabajo - Fresadora ConvencionalDocumento4 páginasInstruccion de Trabajo - Fresadora Convencionalchristian alvaradoAún no hay calificaciones
- PR-CCC-07 Procedimiento de RoceríaDocumento4 páginasPR-CCC-07 Procedimiento de RoceríaoscarAún no hay calificaciones
- Formato de Informe Laboratorios de Ciencias BásicasDocumento3 páginasFormato de Informe Laboratorios de Ciencias BásicasShamirko RivAún no hay calificaciones
- Formato de Informe Laboratorios de Ciencias BásicasDocumento4 páginasFormato de Informe Laboratorios de Ciencias BásicasRoy Edson CruzAún no hay calificaciones
- Identificación de tornillosDocumento22 páginasIdentificación de tornillosClaudio Mateo Torres LizárragaAún no hay calificaciones
- PTS-S01-2021 - Procedimiento Trabajo Seguro SoldadorDocumento8 páginasPTS-S01-2021 - Procedimiento Trabajo Seguro SoldadorArmin Ponce Sb100% (1)
- Montaje estructuras metalicas minaDocumento9 páginasMontaje estructuras metalicas minaFrank Gomer Gonzales ArroyoAún no hay calificaciones
- Mantenedor MecanicoDocumento7 páginasMantenedor MecanicoJorge Zambra AlvarezAún no hay calificaciones
- MIN-PU-PO-001 Procedimiento Operativo Abastecimiento de Combustible V2 PDFDocumento8 páginasMIN-PU-PO-001 Procedimiento Operativo Abastecimiento de Combustible V2 PDFJUAN MALDONADOAún no hay calificaciones
- Er-Sso-Pts-Mca-010 Procedimiento Maquina Cortadora de AceroDocumento17 páginasEr-Sso-Pts-Mca-010 Procedimiento Maquina Cortadora de Aceromarco vargasAún no hay calificaciones
- "Procedimiento Escrito de Trabajo Seguro para Recepcion de Muestras" 01 PET-OPP-001Documento7 páginas"Procedimiento Escrito de Trabajo Seguro para Recepcion de Muestras" 01 PET-OPP-001CHRISTIAN ANDRÉS CÁRDENAS ANGELESAún no hay calificaciones
- 29-04-2022 Manual - Reglas - de - Oro Rev. 2Documento28 páginas29-04-2022 Manual - Reglas - de - Oro Rev. 2LeydiLopezAún no hay calificaciones
- Protocolos de Operacion y MantenimientoDocumento7 páginasProtocolos de Operacion y MantenimientoJosue Luna100% (1)
- SFM-SSOMA-PRO-013 - Herramientas ManualesDocumento7 páginasSFM-SSOMA-PRO-013 - Herramientas ManualespaulAún no hay calificaciones
- SFM-SSOMA-PRO-013 - Herramientas ManualesDocumento7 páginasSFM-SSOMA-PRO-013 - Herramientas ManualespaulAún no hay calificaciones
- Hsg-Pets-Sso-068 - Desmontaje y Montaje de Motor Electrico de Faja Transportadora 014-002Documento9 páginasHsg-Pets-Sso-068 - Desmontaje y Montaje de Motor Electrico de Faja Transportadora 014-002Joselito Linkin coylaAún no hay calificaciones
- Op-Pets-Chm-13 Cambio de Forros de Main Shaft de Chancadora Metso LT330DDocumento23 páginasOp-Pets-Chm-13 Cambio de Forros de Main Shaft de Chancadora Metso LT330DIris Huamani MartinezAún no hay calificaciones
- Hsg-Pets-Sso-049 - Habilitacion de MandilesDocumento4 páginasHsg-Pets-Sso-049 - Habilitacion de MandilesJoselito Linkin coylaAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Caso Lady GagaDocumento8 páginasCaso Lady GagaCamila Pena RomanAún no hay calificaciones
- ComunicaciónDocumento15 páginasComunicaciónCamila Pena RomanAún no hay calificaciones
- Agenda de Trabajo PracticoDocumento56 páginasAgenda de Trabajo PracticoCamila Pena RomanAún no hay calificaciones
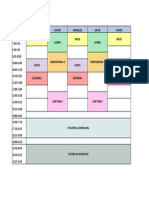
- HORARIODocumento1 páginaHORARIOCamila Pena RomanAún no hay calificaciones
- P FuncionesDocumento30 páginasP FuncionesCamila Pena RomanAún no hay calificaciones
- Microeconomía - Inversión pública y privada en BoliviaDocumento8 páginasMicroeconomía - Inversión pública y privada en BoliviaCamila Pena RomanAún no hay calificaciones
- Caso Banca Por InternetDocumento3 páginasCaso Banca Por InternetCamila Pena RomanAún no hay calificaciones
- C) Derivadas parciaalesII (Verano)Documento10 páginasC) Derivadas parciaalesII (Verano)Camila Pena RomanAún no hay calificaciones
- Apoyo para Plantear La Misiòn y VisiònDocumento4 páginasApoyo para Plantear La Misiòn y VisiònCamila Pena RomanAún no hay calificaciones
- Cuestionario PsiDocumento5 páginasCuestionario PsiCamila Pena RomanAún no hay calificaciones
- Visión estratégica guía futuroDocumento1 páginaVisión estratégica guía futuroCamila Pena RomanAún no hay calificaciones
- MisionDocumento1 páginaMisionCamila Pena RomanAún no hay calificaciones
- Practico 1.1Documento1 páginaPractico 1.1Camila Pena RomanAún no hay calificaciones
- Calcula Tu Precio - Marco CreativoDocumento1 páginaCalcula Tu Precio - Marco CreativoCamila Pena RomanAún no hay calificaciones
- Cuestionario Unidad 1Documento6 páginasCuestionario Unidad 1Camila Pena RomanAún no hay calificaciones
- Ejercicio 5Documento5 páginasEjercicio 5Camila Pena RomanAún no hay calificaciones
- ProyectofinDocumento9 páginasProyectofinCamila Pena RomanAún no hay calificaciones
- Fisica IIDocumento9 páginasFisica IICamila Pena RomanAún no hay calificaciones
- FelicidadDocumento1 páginaFelicidadCamila Pena RomanAún no hay calificaciones
- T3-0Pensmto-Alg - SNP Pensamiento AlgoritmicoDocumento26 páginasT3-0Pensmto-Alg - SNP Pensamiento AlgoritmicoCamila Pena RomanAún no hay calificaciones
- Ejercicio N6 ResueltoDocumento15 páginasEjercicio N6 ResueltoCamila Pena RomanAún no hay calificaciones
- Diálogos en FrancésDocumento344 páginasDiálogos en FrancésmarianagardunocAún no hay calificaciones
- Fisica IIDocumento9 páginasFisica IICamila Pena RomanAún no hay calificaciones
- 20100521-Medios de Extincion de La OT Parte I PDFDocumento3 páginas20100521-Medios de Extincion de La OT Parte I PDFCatherine ApazaAún no hay calificaciones
- PL Mas de 2 Var (Enunciados)Documento23 páginasPL Mas de 2 Var (Enunciados)Stephanie TorresAún no hay calificaciones
- Informe de La Practica 01Documento3 páginasInforme de La Practica 01Jean Paulo Llerena SánchezAún no hay calificaciones
- Transporte seguro de personalDocumento6 páginasTransporte seguro de personalJuan SheenAún no hay calificaciones
- Planilla Ecf 5-6-8-9-10-11-12 Check EcfDocumento265 páginasPlanilla Ecf 5-6-8-9-10-11-12 Check EcfestebanalarconAún no hay calificaciones
- Posesión de Un Bien Inmueble PDFDocumento2 páginasPosesión de Un Bien Inmueble PDFCristian EcheverryAún no hay calificaciones
- Actividad 5 Cartilla de Compras y Cadena de ValorDocumento24 páginasActividad 5 Cartilla de Compras y Cadena de Valorascension vargasAún no hay calificaciones
- Sesion 10Documento20 páginasSesion 10VittorNúñezAún no hay calificaciones
- Listado Maestro SG-SSTDocumento20 páginasListado Maestro SG-SSTdanna marcela gomez olivoAún no hay calificaciones
- Lectura 1 Gestión Del Alcance de Un Proyecto Consideraciones Clave en TelecomunicacionesDocumento4 páginasLectura 1 Gestión Del Alcance de Un Proyecto Consideraciones Clave en TelecomunicacionesBryam Martensen GuillenAún no hay calificaciones
- ComputerHoy-n563 L4Documento84 páginasComputerHoy-n563 L4Dolores Ruiz SanchezAún no hay calificaciones
- Rab 91Documento298 páginasRab 91Juan MontalvoAún no hay calificaciones
- Analisis McDonald SDocumento37 páginasAnalisis McDonald SYurely Pineda100% (1)
- Informe de Auditoria Iso 9001 2015Documento32 páginasInforme de Auditoria Iso 9001 2015eli801101Aún no hay calificaciones
- Control de EfectivoDocumento16 páginasControl de EfectivoKaren Thais Lara Arana100% (9)
- EV1 - CasandraSaraiSeguraRodriguezDocumento6 páginasEV1 - CasandraSaraiSeguraRodriguezcasandra seguraAún no hay calificaciones
- 5to Grado SecundariaDocumento1 página5to Grado SecundariaNose NoweAún no hay calificaciones
- Proforma de Locación de Servicios-ModificadoDocumento3 páginasProforma de Locación de Servicios-Modificadoguevara170188Aún no hay calificaciones
- Check List MaquinariaDocumento19 páginasCheck List MaquinariaLUIS ACELMO RODRIGUEZAún no hay calificaciones
- Sistemas de Informacion en Ing AmbientalDocumento11 páginasSistemas de Informacion en Ing AmbientalGabriela AstridAún no hay calificaciones
- Semana 2 - Tema 1 Foro - Aplica Lo Aprendido A Una Empresa Real 2018Documento64 páginasSemana 2 - Tema 1 Foro - Aplica Lo Aprendido A Una Empresa Real 2018luAún no hay calificaciones
- CC Prejudicialidad Casación ProcedenciaDocumento5 páginasCC Prejudicialidad Casación ProcedenciaArabellaAún no hay calificaciones
- Prueba de Shapiro-Wilk para Probar NormalidadDocumento7 páginasPrueba de Shapiro-Wilk para Probar NormalidadNochipa_Psicol78% (9)
- Manual LCII. TEC 124.MA.2021Documento92 páginasManual LCII. TEC 124.MA.2021jeison ariasAún no hay calificaciones
- Refrigeración Yaco Meriva 1.7 DTIDocumento2 páginasRefrigeración Yaco Meriva 1.7 DTIliminottiAún no hay calificaciones
- Balance ZTDocumento1 páginaBalance ZTDelanieAún no hay calificaciones
- Factores ambientales y tecnológicos en la industria cinematográficaDocumento3 páginasFactores ambientales y tecnológicos en la industria cinematográficaBryan Ortega PalominoAún no hay calificaciones
- Biodisponibilidad y Bioequivalencia - Parte 3Documento13 páginasBiodisponibilidad y Bioequivalencia - Parte 3GUICELASAIGUAAún no hay calificaciones
- Central Hidroeléctrica Cerro del Águila genera 510 MWDocumento11 páginasCentral Hidroeléctrica Cerro del Águila genera 510 MWAngel Gonzalez0% (1)
- Clasificacion de CostosDocumento17 páginasClasificacion de CostosFernando GuamánAún no hay calificaciones