También podría gustarte
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- Soldadura Por Arco EléctricoDocumento47 páginasSoldadura Por Arco EléctricoJuan GranaraAún no hay calificaciones
- Simbologia Conexiones SoldadasDocumento59 páginasSimbologia Conexiones SoldadasMarco RosalesAún no hay calificaciones
- Tutorial Nº 40Documento55 páginasTutorial Nº 40Ramiro MontañoAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento50 páginasFundamentos de La Soldadura Por Arco EléctricoWelaromAún no hay calificaciones
- Paso A Paso SoldaduraDocumento88 páginasPaso A Paso SoldaduraMaria Angelica Vega SernaAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento34 páginasFundamentos de La Soldadura Por Arco EléctricoJessie LewisAún no hay calificaciones
- Fundamentos de La SoldaduraDocumento50 páginasFundamentos de La SoldaduraHugo Sonido Eclipse SotoAún no hay calificaciones
- Fundamentos de La Soldadura Por Arco EléctricoDocumento48 páginasFundamentos de La Soldadura Por Arco EléctricoMauricio Tu Jefe Pinto ValdiviaAún no hay calificaciones
- Proyecto FinalDocumento12 páginasProyecto FinalCesar TorresAún no hay calificaciones
- Proyecto FinalDocumento12 páginasProyecto FinalCesar TorresAún no hay calificaciones
- Soldadura Eléctrica Al ArcoDocumento2 páginasSoldadura Eléctrica Al ArcoJorge Luis Can MonroyAún no hay calificaciones
- Proceso de Soldadura Arco ElectricoDocumento10 páginasProceso de Soldadura Arco ElectriconoreisyAún no hay calificaciones
- Tutorial Nº 45Documento20 páginasTutorial Nº 45Ramiro MontañoAún no hay calificaciones
- Concepto de SoldaduraDocumento5 páginasConcepto de SoldaduraMercedesMerccadoAlcantaraAún no hay calificaciones
- Venta de ArcoDocumento9 páginasVenta de ArcoDeysi Colque YujraAún no hay calificaciones
- Eq-6 Soldadura de Electrodo RecubiertoDocumento21 páginasEq-6 Soldadura de Electrodo RecubiertoIvan De la RosaAún no hay calificaciones
- 9 Seminario3 SMAWDocumento13 páginas9 Seminario3 SMAWYunior Correa CalaAún no hay calificaciones
- Soldadura SmawDocumento24 páginasSoldadura SmawAngela Bedoya OrjuelaAún no hay calificaciones
- Folleto de Soldadura-1Documento67 páginasFolleto de Soldadura-1JAIME FRANCISCO SALAZAR SILVAAún no hay calificaciones
- Soldadura Por Arco Electrico APUNTESDocumento48 páginasSoldadura Por Arco Electrico APUNTESJulieta ValleAún no hay calificaciones
- Principios SoldaduraDocumento4 páginasPrincipios Soldaduraenvigado2011100% (2)
- Proceso SMAWDocumento51 páginasProceso SMAWmarco falconAún no hay calificaciones
- Soldadura SMAWDocumento9 páginasSoldadura SMAWArmando Diaz100% (1)
- Fundamentos Teoricos de Las Soldadura Gmaw y SmawDocumento29 páginasFundamentos Teoricos de Las Soldadura Gmaw y SmawOsmarly J' Castillo CAún no hay calificaciones
- Unidad 2Documento82 páginasUnidad 2Under WearAún no hay calificaciones
- Soldadura-2014 Metalurgia - Solda PDFDocumento89 páginasSoldadura-2014 Metalurgia - Solda PDFClaudia Cecilia López La TorreAún no hay calificaciones
- Apuntes de Soldadura Por Electrodo RevestidoDocumento12 páginasApuntes de Soldadura Por Electrodo RevestidofallalovaldesAún no hay calificaciones
- TEMA-Soldadura Por Arco Con Electrodo RevestidoDocumento21 páginasTEMA-Soldadura Por Arco Con Electrodo RevestidoPaula Rodríguez CastroAún no hay calificaciones
- Soldadura Clase 1Documento4 páginasSoldadura Clase 1Angel OrtizAún no hay calificaciones
- Proyecto de SoldaduraDocumento31 páginasProyecto de Soldaduramelgar segundo0% (1)
- Informe de Taller SoldaduraDocumento27 páginasInforme de Taller SoldaduraNayeli Del CarpioAún no hay calificaciones
- Electro RevestidoDocumento12 páginasElectro RevestidoRg PinedaAún no hay calificaciones
- Capítulo 1Documento8 páginasCapítulo 1Christian Javier Maldonado HernandezAún no hay calificaciones
- Plan de Tesis AnthonyDocumento10 páginasPlan de Tesis AnthonyFrank GuamánAún no hay calificaciones
- Práctica 3Documento3 páginasPráctica 3Emilio LópezAún no hay calificaciones
- Sesión N.01Documento55 páginasSesión N.01Gian C'BAún no hay calificaciones
- Soldadura Pos Arco ElectricoDocumento76 páginasSoldadura Pos Arco ElectricoLUIS FRANCO GONZALO QUISPE HUANCAAún no hay calificaciones
- Deber II de Soldadura ESPOLDocumento11 páginasDeber II de Soldadura ESPOLPsycosiado DivertidoAún no hay calificaciones
- Procesos de SoldaduraDocumento25 páginasProcesos de SoldaduraJesus Paniagua MontielAún no hay calificaciones
- Modulo I - Soldabilidad de Las Aleaciones de AceroDocumento44 páginasModulo I - Soldabilidad de Las Aleaciones de Aceroluisr_scottAún no hay calificaciones
- Astulle Aza Frank Edwin-CUI 20172168-Grupo B-Ing. Mecanica-SoldaduraDocumento16 páginasAstulle Aza Frank Edwin-CUI 20172168-Grupo B-Ing. Mecanica-SoldaduranivfAún no hay calificaciones
- Laboratorio 2 - SmawDocumento14 páginasLaboratorio 2 - SmawCarlosArenasMendozaAún no hay calificaciones
- PROCESO DE SOLDADURA ELÉCTRICA CON ELECTRODO REVESTIDO. TECNO I. 1 de Junio 2022Documento20 páginasPROCESO DE SOLDADURA ELÉCTRICA CON ELECTRODO REVESTIDO. TECNO I. 1 de Junio 2022Martin Antonio Bautista CastilloAún no hay calificaciones
- Informe Final - Soldadura EléctricaDocumento6 páginasInforme Final - Soldadura EléctricaGeorge Bryan CalderónAún no hay calificaciones
- Manual Técnicas de Soldadura Al ArcoDocumento42 páginasManual Técnicas de Soldadura Al ArcoCatherine Andrea Olate SaavedraAún no hay calificaciones
- Soldadura Electrica o AutogenaDocumento15 páginasSoldadura Electrica o AutogenaLyuHei SolisAún no hay calificaciones
- Que Es Soldadura SmawDocumento5 páginasQue Es Soldadura SmawKaterine MosqueraAún no hay calificaciones
- Guias de Practica 9Documento20 páginasGuias de Practica 9Joaquin AlvarezAún no hay calificaciones
- Tema 32Documento6 páginasTema 32Kepa Joseba IdirinAún no hay calificaciones
- Soldadura ExotérmicaDocumento17 páginasSoldadura ExotérmicaDara SastreAún no hay calificaciones
- Practica 3Documento15 páginasPractica 3VOLNEY HUMBERTOAún no hay calificaciones
- Monografia Soldadura Eléctrica - Santiago Gómez GiraldoDocumento14 páginasMonografia Soldadura Eléctrica - Santiago Gómez GiraldoSantiago Gómez Giraldo100% (1)
- Procesos de SoldaduraDocumento20 páginasProcesos de SoldaduraMaria Del Carmen Yabar HuamanAún no hay calificaciones
- Informe Grupo ArcoDocumento4 páginasInforme Grupo Arcoaldair pedro pacheco huancaAún no hay calificaciones
- Proceso SmawDocumento16 páginasProceso SmawluisAún no hay calificaciones
- Clase Virtual 2Documento4 páginasClase Virtual 2Mingo MuruaAún no hay calificaciones
- Informe SoldaduraDocumento5 páginasInforme SoldaduraJessykBayasAún no hay calificaciones
- Practica 2 Procesos de ManufacturaDocumento7 páginasPractica 2 Procesos de ManufacturaDavid AlejandroAún no hay calificaciones
- Soldadura Tema 1Documento24 páginasSoldadura Tema 1Ronald MarkAún no hay calificaciones
- Jabalinas y Accesorios para Puesta A TierraDocumento4 páginasJabalinas y Accesorios para Puesta A TierraRubenAún no hay calificaciones
- Dirección: Roca 484 - Zárate - Pcia. de Buenos Aires Teléfono: (03487) 422981Documento37 páginasDirección: Roca 484 - Zárate - Pcia. de Buenos Aires Teléfono: (03487) 422981RubenAún no hay calificaciones
- Manual de Instalación PDFDocumento15 páginasManual de Instalación PDFMeca TronioAún no hay calificaciones
- ESLINGARDocumento26 páginasESLINGARRubenAún no hay calificaciones
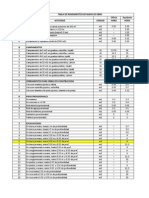
- Tabla Rendimientos de Mano de ObraDocumento8 páginasTabla Rendimientos de Mano de ObraJairo Silva83% (23)
- Hierros ConstruccionDocumento2 páginasHierros ConstruccionRubenAún no hay calificaciones
- Catalogo 2018-2019 Steck de MexicoDocumento36 páginasCatalogo 2018-2019 Steck de MexicoSTECK MEXICOAún no hay calificaciones
- Hierro GalvanizadoDocumento1 páginaHierro GalvanizadoRubenAún no hay calificaciones
- Manual Colocac Modulos Techos PDFDocumento20 páginasManual Colocac Modulos Techos PDFGuisella Machuca MontalvoAún no hay calificaciones
- Lamina Instalaciones FijasDocumento1 páginaLamina Instalaciones FijasAnonymous 6iWYZZAún no hay calificaciones
- catalogoACH 2016Documento126 páginascatalogoACH 2016RubenAún no hay calificaciones
- Curso Del AlambradorDocumento39 páginasCurso Del AlambradorPedro G FernandezAún no hay calificaciones
- Tablas de Flechas 2019Documento1 páginaTablas de Flechas 2019RubenAún no hay calificaciones
- Tuberias PresentacionDocumento30 páginasTuberias PresentacionedyaspiAún no hay calificaciones
- RodillosDocumento117 páginasRodillosRubenAún no hay calificaciones
- Catalogo Juntas de CauchoDocumento28 páginasCatalogo Juntas de CauchoJonathan Negrete OrtizAún no hay calificaciones
- Abrasivos 08-2020Documento1 páginaAbrasivos 08-2020RubenAún no hay calificaciones
- FischerDocumento28 páginasFischerRubenAún no hay calificaciones
- ¿Cuánto Cuesta Pintar La CasaDocumento11 páginas¿Cuánto Cuesta Pintar La CasaRubenAún no hay calificaciones
- Formulas y Tablas Útiles para El Profesional Instalador ElectricistaDocumento58 páginasFormulas y Tablas Útiles para El Profesional Instalador ElectricistaRubenAún no hay calificaciones
- Catalogo MDC IndustrialDocumento86 páginasCatalogo MDC IndustrialRubenAún no hay calificaciones
- AlambradosDocumento0 páginasAlambradosGonzalo PradoAún no hay calificaciones
- Salvacaídas Caran Kit CR Cable - CaranDocumento1 páginaSalvacaídas Caran Kit CR Cable - CaranRubenAún no hay calificaciones
- AdhesivosDocumento12 páginasAdhesivosRubenAún no hay calificaciones
- Cat RacoresDocumento150 páginasCat RacoresRubenAún no hay calificaciones
- Pesos EspecificosDocumento4 páginasPesos Especificosram197Aún no hay calificaciones
- CartelesDocumento10 páginasCartelesRubenAún no hay calificaciones
- ES-073 Colores y SeñalizaciónDocumento10 páginasES-073 Colores y SeñalizaciónRubenAún no hay calificaciones
- Tabla de Accesorios para SoldarDocumento16 páginasTabla de Accesorios para SoldarDiego Fernando Pedroza UribeAún no hay calificaciones
- 1 - QUIMICA GENERAL. Unidad 1 - Parte I PDFDocumento38 páginas1 - QUIMICA GENERAL. Unidad 1 - Parte I PDFPaula TroilaAún no hay calificaciones
- Configuración Electrónica: "Stma. Virgen de Cocharcas de Villa"Documento3 páginasConfiguración Electrónica: "Stma. Virgen de Cocharcas de Villa"Kate DonnaAún no hay calificaciones
- Problemas ElectricidadDocumento33 páginasProblemas ElectricidadJhoan Osorio100% (3)
- Astrofisica para Jovenes Con PrisasDocumento23 páginasAstrofisica para Jovenes Con PrisasReinaldo Leandro Andrade0% (1)
- Cuadernillo Quimica Terceros 2023Documento70 páginasCuadernillo Quimica Terceros 2023Florencia Gutierrez NietoAún no hay calificaciones
- Tabla Complementaria de RMNDocumento8 páginasTabla Complementaria de RMNKarelis GutierrezAún no hay calificaciones
- Icp MSDocumento22 páginasIcp MSCarlo RiveraAún no hay calificaciones
- COSMOS Adaptación Humana Con El UniversoDocumento19 páginasCOSMOS Adaptación Humana Con El UniversoMariale BeautyAún no hay calificaciones
- Physics Paper 2 SL SpanishDocumento20 páginasPhysics Paper 2 SL SpanishAlvaro Alfredo Angulo LeónAún no hay calificaciones
- Electrostática Y Ley de CoulombDocumento13 páginasElectrostática Y Ley de CoulombMario RobertoAún no hay calificaciones
- Tubos de Descarga y Rayos Catódicos P3Documento2 páginasTubos de Descarga y Rayos Catódicos P3Genaro AbrahamAún no hay calificaciones
- Practica #1 ElectrostaticaDocumento17 páginasPractica #1 ElectrostaticaJoel Yupanqui Castro100% (1)
- Historia de La Tabla Periódica Eje 1Documento19 páginasHistoria de La Tabla Periódica Eje 1Wil OlaveAún no hay calificaciones
- Guia Docente Cargas ElectricasDocumento12 páginasGuia Docente Cargas ElectricasMartha Lucia Sastoque RomeroAún no hay calificaciones
- Enlace Metalico 2023Documento26 páginasEnlace Metalico 2023Oliverio RojasAún no hay calificaciones
- Evaluacion 2 Oa 12Documento2 páginasEvaluacion 2 Oa 12marssitaAún no hay calificaciones
- Presentación 1. ElectrocinéticaDocumento11 páginasPresentación 1. ElectrocinéticaBalladares RangelAún no hay calificaciones
- Seguimiento de Clase IDocumento9 páginasSeguimiento de Clase IShaina Maria RuendesAún no hay calificaciones
- Hoja de Trabajo #3Documento2 páginasHoja de Trabajo #3XfieldZ0% (2)
- Teoría Cuántica - CuestionarioDocumento2 páginasTeoría Cuántica - CuestionarioJuan SánchezAún no hay calificaciones
- Taller Potencial ElectricoDocumento1 páginaTaller Potencial ElectricoANDREA JOHANNA GUERRERO BAYONAAún no hay calificaciones
- Apuntes de QUÍMICA I Por CompetenciasDocumento113 páginasApuntes de QUÍMICA I Por CompetenciasFernando SeptimoAún no hay calificaciones
- Calculo 3Documento26 páginasCalculo 3Gronexito Tolentino Tarazona100% (1)
- Matéria y EnergiaDocumento3 páginasMatéria y EnergiaMELANY ヅAún no hay calificaciones
- Eval. Isótopos, Isóbaros, IsótonosDocumento2 páginasEval. Isótopos, Isóbaros, IsótonosZamary OlayaAún no hay calificaciones
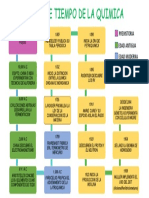
- Linea de Tiempo de La QuimicaDocumento1 páginaLinea de Tiempo de La QuimicaNicols Steven Rojas RiveraAún no hay calificaciones
- Radiactividad ExposicionDocumento34 páginasRadiactividad ExposicionMartínez Hernández Luis RicardoAún no hay calificaciones
- Semana 11 Vi11a13 Torres Ana LuisaDocumento7 páginasSemana 11 Vi11a13 Torres Ana LuisaAna Paola SámanoAún no hay calificaciones
- Primera Actividad de ReflexiónDocumento4 páginasPrimera Actividad de ReflexiónDIANA CAMILA CASTRO HENAOAún no hay calificaciones
- Configuracion Electronica Legendarios PDFDocumento10 páginasConfiguracion Electronica Legendarios PDFFrank Raul GomezAún no hay calificaciones
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Electricidad para ViviendasDe EverandElectricidad para ViviendasCalificación: 3.5 de 5 estrellas3.5/5 (8)
- 100 circuitos de shields para arduino (español)De Everand100 circuitos de shields para arduino (español)Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Electrónica análoga: Diseño de circuitosDe EverandElectrónica análoga: Diseño de circuitosCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Diseño lógico. Fundamentos en electrónica digitalDe EverandDiseño lógico. Fundamentos en electrónica digitalAún no hay calificaciones
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Análisis estático y dinámico de estructurasDe EverandAnálisis estático y dinámico de estructurasCalificación: 4 de 5 estrellas4/5 (5)
- Investigación de mecanismos de reacción en química orgánicaDe EverandInvestigación de mecanismos de reacción en química orgánicaAún no hay calificaciones
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)