También podría gustarte
- Práctica 5Documento44 páginasPráctica 5Brighit67% (3)
- Resolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015Documento29 páginasResolución Del Capitulo 8 de Control Estadístico de Calidad y Seis Sigma de Humbero Gutierrez - UAP 2015anthony61% (28)
- A. Obtenga Una Carta X e InterprételaDocumento6 páginasA. Obtenga Una Carta X e InterprételaBrayan TD0% (1)
- Military Standard 414 CalidadDocumento4 páginasMilitary Standard 414 CalidadJinete Palma80% (5)
- Tarea 2, Ejer 14-15Documento7 páginasTarea 2, Ejer 14-15carsanmaubb75% (4)
- Ejercicio 5Documento10 páginasEjercicio 5Katherine Armas100% (1)
- Tarea 4.2Documento7 páginasTarea 4.2ernesto perez hernandezAún no hay calificaciones
- Actividad Número 3 Ejercicios Gráficas X-R CompetenciasDocumento11 páginasActividad Número 3 Ejercicios Gráficas X-R CompetenciasJose Salvador60% (5)
- Problema 3UNIDocumento21 páginasProblema 3UNIJavier Martinez Val0% (2)
- Ejer Cici OsDocumento33 páginasEjer Cici OsPablo Peñafiel100% (3)
- Taller Planes de MuestreoDocumento11 páginasTaller Planes de MuestreoAlex VasquezAún no hay calificaciones
- Ejercicio 29Documento2 páginasEjercicio 29Diego Armando Quevedo Luquin100% (2)
- Cartas de Control de AtributosDocumento15 páginasCartas de Control de AtributosEdgar Arturo Rabanal Araujo100% (2)
- TAREA 3 EsmeraldaDocumento30 páginasTAREA 3 EsmeraldaAline Medina100% (1)
- Solucion de Problemas Cartas de Control Por Variables EC2 F2 Actividad 9Documento8 páginasSolucion de Problemas Cartas de Control Por Variables EC2 F2 Actividad 9Víctor0% (1)
- En La Elaboración de Envases de PlásticoDocumento5 páginasEn La Elaboración de Envases de PlásticoHenryJaramilloConstante50% (6)
- U3 EjerciciosDocumento7 páginasU3 EjerciciosYeslin AguiarAún no hay calificaciones
- Trabajo Final 8,9,10,12Documento26 páginasTrabajo Final 8,9,10,12ThaliaRea100% (2)
- Preguntas Del Libro de Control Estadistico de Calidad de Humberto Gutierrez Pulido Muestreo de AceptacionDocumento2 páginasPreguntas Del Libro de Control Estadistico de Calidad de Humberto Gutierrez Pulido Muestreo de AceptacionAdan Marquez100% (2)
- Problemario Unidad 5 y 6.Documento31 páginasProblemario Unidad 5 y 6.Carlos Peña100% (2)
- Resolucion en Stapgrafic Capitulo 8Documento13 páginasResolucion en Stapgrafic Capitulo 8Jean Max IlachoqueAún no hay calificaciones
- TAREADocumento11 páginasTAREALuis Dumes100% (2)
- Ejercicios Graficos X-SDocumento2 páginasEjercicios Graficos X-SSixto Abraham Ayala OlaldeAún no hay calificaciones
- Análisis de Tolerancias 1Documento62 páginasAnálisis de Tolerancias 1Ricardo SáinzAún no hay calificaciones
- Ejemplo Grafico CDocumento5 páginasEjemplo Grafico Capi-259923730% (2)
- Clase 15 16 Exp 2 Factor ANOVADocumento23 páginasClase 15 16 Exp 2 Factor ANOVAAndresFelipeSotoAún no hay calificaciones
- Examen Final de Gestión de La CalidadDocumento5 páginasExamen Final de Gestión de La CalidadLuis Criollo75% (4)
- Ejercicios Resueltos Del Capitulo 4Documento8 páginasEjercicios Resueltos Del Capitulo 4QWERTY0% (5)
- SheynyDocumento2 páginasSheynyJulio Bacilio Cruz75% (4)
- Solucion de 8 ActividadDocumento11 páginasSolucion de 8 ActividadDavid Gonzalez Lopez100% (1)
- Econometría I: manual de Eviews: Estimulación de un modelo de exportaciónDe EverandEconometría I: manual de Eviews: Estimulación de un modelo de exportaciónAún no hay calificaciones
- Ejercicios Cap 6Documento23 páginasEjercicios Cap 6Alisson HerreraAún no hay calificaciones
- EjerciciosDocumento14 páginasEjerciciosSu Hore50% (2)
- Problema Nro 5Documento1 páginaProblema Nro 5ALVARO ISAAC COCHACHI RIVERAAún no hay calificaciones
- Ejercicios Capitulo 12 - CECDocumento11 páginasEjercicios Capitulo 12 - CECCesar Hernandez63% (19)
- Cartas de Control para AtributosDocumento10 páginasCartas de Control para AtributosDulce Clemente Guerrero0% (1)
- H. y C. E. Calidad 7 Capacidad de ProcesoDocumento42 páginasH. y C. E. Calidad 7 Capacidad de ProcesoLilian Tejada NiquenAún no hay calificaciones
- Actividad Integradora 4Documento13 páginasActividad Integradora 4Cesar Figueroa71% (7)
- Ejercicios Condecal - X-RDocumento20 páginasEjercicios Condecal - X-RKike Manotas100% (5)
- Problema 24Documento4 páginasProblema 24carlos100% (2)
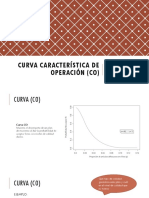
- Curva Característica de Operación (CO)Documento29 páginasCurva Característica de Operación (CO)Miguel Guachi100% (3)
- Prectica 2 Problema Capitulo 8Documento11 páginasPrectica 2 Problema Capitulo 8Ale González JavierAún no hay calificaciones
- Calidad EstadisticaDocumento4 páginasCalidad EstadisticaJulio Cesar Uh100% (1)
- Capitulo 8Documento15 páginasCapitulo 8Dante Palacios Valdiviezo100% (1)
- Capitulo 9Documento2 páginasCapitulo 9ThaliaReaAún no hay calificaciones
- LAS TABLAS de DODGE ROMING Control Estadistico de La CalidadDocumento5 páginasLAS TABLAS de DODGE ROMING Control Estadistico de La CalidadJOSE BERNARDO REYES NU�EZAún no hay calificaciones
- TallerDocumento3 páginasTallerSara Vertel BenitezAún no hay calificaciones
- Tarea 40 Ejercicios Libro Control Estadistico de Procesos Seis SigmaDocumento12 páginasTarea 40 Ejercicios Libro Control Estadistico de Procesos Seis SigmaAna Paula Huerta HerreraAún no hay calificaciones
- Ejercicio 9 de ControlDocumento7 páginasEjercicio 9 de ControlMaria Inés MorenoAún no hay calificaciones
- Problemas SPCDocumento5 páginasProblemas SPCLina Marcela CorreaAún no hay calificaciones
- Practica #6 - Capacidad Del Proceso PDFDocumento11 páginasPractica #6 - Capacidad Del Proceso PDFNelly Yucra C.Aún no hay calificaciones
- Acitivad 4.2 Planes de Muestreo de Aceptación PDFDocumento2 páginasAcitivad 4.2 Planes de Muestreo de Aceptación PDFJairo German PerezAún no hay calificaciones
- Grafica Resuelta Por AtributoDocumento14 páginasGrafica Resuelta Por AtributoJuanAndsAún no hay calificaciones
- 16Documento9 páginas16Sareli Vargas ValdiviaAún no hay calificaciones
- Ac 1 - CcaDocumento4 páginasAc 1 - CcaandresAún no hay calificaciones
- Cartas ControlDocumento24 páginasCartas ControlLorena Martinez0% (1)
- Guia Practica 4 Control CalidadDocumento4 páginasGuia Practica 4 Control CalidadJorge MirandaAún no hay calificaciones
- Resolución Ejercicio1Documento90 páginasResolución Ejercicio1CARLOS JOAQUIN MOSCOSO DURAZNOAún no hay calificaciones
- Segundo Parcial Gerencia de Calidad g20Documento1 páginaSegundo Parcial Gerencia de Calidad g20Heidy AriasAún no hay calificaciones
- Segundo Examen Parcial Pia 800Documento1 páginaSegundo Examen Parcial Pia 800German ChoqueAún no hay calificaciones
- Taller Graficas de Control CalidadDocumento7 páginasTaller Graficas de Control CalidadKarla MontenegroAún no hay calificaciones
- SELLADODocumento20 páginasSELLADOPipe Acevedo100% (1)
- Crema de Mani - Angel7realDocumento52 páginasCrema de Mani - Angel7realluciano novoaAún no hay calificaciones
- Tema 4 de Cisco 1 EvaluaciónDocumento27 páginasTema 4 de Cisco 1 EvaluaciónGencasAún no hay calificaciones
- Triptico PRESTECDocumento2 páginasTriptico PRESTECDaniel AngelesAún no hay calificaciones
- 4HJ1 InfoDocumento4 páginas4HJ1 Infopankituna5487100% (2)
- Vitale, Joe - Mercadotecnia EspiritualDocumento73 páginasVitale, Joe - Mercadotecnia EspiritualJose Alvaro Becerra PérezAún no hay calificaciones
- Tú Necesitas de Jesús y Quizás Te Preguntarás El PorquéDocumento5 páginasTú Necesitas de Jesús y Quizás Te Preguntarás El PorquéCarlita DTAún no hay calificaciones
- 01 Sentí Tu Ausencia, Te Pido Que VuelvasDocumento601 páginas01 Sentí Tu Ausencia, Te Pido Que VuelvasLizeth MuñozAún no hay calificaciones
- Plan de TrabajoDocumento3 páginasPlan de TrabajoNacho StorniAún no hay calificaciones
- Trptico 1Documento2 páginasTrptico 1Marito MoranAún no hay calificaciones
- Cacao, PDFDocumento170 páginasCacao, PDFEverthAún no hay calificaciones
- Eduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDocumento130 páginasEduado+Bautista - Percy+Riveros Tesis MAESTRIA GESTION DE OPERACIONES - UCA PerúDanielIncisoAún no hay calificaciones
- Plan de Asignatura Fisica - 10° FinalDocumento12 páginasPlan de Asignatura Fisica - 10° Finalyinprec34Aún no hay calificaciones
- P2P Anexo Técnico RFP Data CenterDocumento58 páginasP2P Anexo Técnico RFP Data CenterPatricia ContentoAún no hay calificaciones
- Lectura 5. Paradigmas de La Educación EspecialDocumento31 páginasLectura 5. Paradigmas de La Educación EspecialAngelica VillanuevaAún no hay calificaciones
- Proceso de Logistica y Almacenamiento MAYO 10Documento42 páginasProceso de Logistica y Almacenamiento MAYO 10DanielaAún no hay calificaciones
- PL-MA-001 Plan Gestión, Manejo y Transporte de ResiduosDocumento29 páginasPL-MA-001 Plan Gestión, Manejo y Transporte de Residuosfreddyflowers100% (1)
- Colecistitis Aguda TraducidoDocumento31 páginasColecistitis Aguda TraducidoPerla CardenasAún no hay calificaciones
- Cotización #05-2020-Sgm-Puente ViruDocumento1 páginaCotización #05-2020-Sgm-Puente ViruMauricio MirandaAún no hay calificaciones
- Modo de Producción AsiáticoDocumento5 páginasModo de Producción AsiáticoWendy MendozaAún no hay calificaciones
- Taller Cinética EnzimáticaDocumento9 páginasTaller Cinética Enzimáticavanessa5pelaez100% (1)
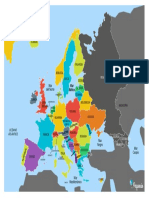
- Mapa Político de Europa PDFDocumento1 páginaMapa Político de Europa PDFdalbatrosAún no hay calificaciones
- Preguntas de 4to Grado CorregidasDocumento10 páginasPreguntas de 4to Grado CorregidasGenesis MejiasAún no hay calificaciones
- Blitz 125 - 1374080605Documento36 páginasBlitz 125 - 1374080605Andrés Morales0% (1)
- Mip AlcachofaDocumento72 páginasMip AlcachofaMontoya Castillo Wilmer75% (4)
- Identificación de La Posición Arancelaria (P)Documento6 páginasIdentificación de La Posición Arancelaria (P)lorena piragautaAún no hay calificaciones
- Politicas Publicas AmbientalesDocumento26 páginasPoliticas Publicas AmbientalesjlbrionesvAún no hay calificaciones
- EpiclasicoDocumento5 páginasEpiclasicoCarla DiamanteAún no hay calificaciones
- Principios de UltrasonidoDocumento27 páginasPrincipios de UltrasonidoAbigail Arandia RosasAún no hay calificaciones