También podría gustarte
- Unidad 2 Graficas de Control para VariablesDocumento20 páginasUnidad 2 Graficas de Control para VariablesPablo RdzAún no hay calificaciones
- Trabajo AMEF FinalDocumento23 páginasTrabajo AMEF FinalMario Arturo Ruiz CastilloAún no hay calificaciones
- Semana 5 Metodo Taguchi y Superficie RespuestaDocumento26 páginasSemana 5 Metodo Taguchi y Superficie RespuestaGiuliana G M SandovalAún no hay calificaciones
- Diseño Experimentos TaguchiDocumento65 páginasDiseño Experimentos Taguchierosadoh67% (3)
- Ejemplo Muestreo Aceptación VariablesDocumento4 páginasEjemplo Muestreo Aceptación Variablesayma hernandezAún no hay calificaciones
- 2 Conceptos Generales de AtributosDocumento10 páginas2 Conceptos Generales de AtributosJulio Cesar Flores Gutierrez100% (1)
- ExamneDocumento16 páginasExamneErvin Nogales0% (1)
- Chávez Garduza Dinorah - Experimentos Con Arreglos OrtogonalesDocumento8 páginasChávez Garduza Dinorah - Experimentos Con Arreglos OrtogonalesAlejandra CartaAún no hay calificaciones
- Manufactura Esbelta objetivosDocumento37 páginasManufactura Esbelta objetivosCrishtian Nallely MorenoAún no hay calificaciones
- Arreglo OrtogonalDocumento3 páginasArreglo OrtogonalBeltran H BladeAún no hay calificaciones
- Diagrama de Proceso de Proyecto de DPDocumento4 páginasDiagrama de Proceso de Proyecto de DPAXEL ARTURO ORELLANA UMULAún no hay calificaciones
- Preservacion Periodica 1 y 2 NivelDocumento12 páginasPreservacion Periodica 1 y 2 NivelAlmun Díaz JuárezAún no hay calificaciones
- Ejercicios Pérdida de CalidadDocumento41 páginasEjercicios Pérdida de CalidadJaimeTorresAún no hay calificaciones
- En Una Fábrica de Artículos de Plástico Inyectado Se TieneDocumento1 páginaEn Una Fábrica de Artículos de Plástico Inyectado Se TieneAndy Gonzalez0% (1)
- Diagrama de Afinidad - Ejemplo de Causas de Baja ProductividadDocumento3 páginasDiagrama de Afinidad - Ejemplo de Causas de Baja ProductividadLeonardo ReyesAún no hay calificaciones
- Configuración en Línea Acompasada Por El EquipoDocumento1 páginaConfiguración en Línea Acompasada Por El EquipoBeltran H BladeAún no hay calificaciones
- Origen de Las Relaciones Laborales e AlesDocumento4 páginasOrigen de Las Relaciones Laborales e AlesCristina Torres CorreaAún no hay calificaciones
- CGC Graficas de Control ADocumento65 páginasCGC Graficas de Control ASamuel Contreras FloresAún no hay calificaciones
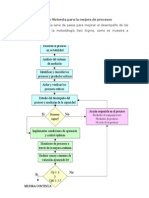
- DMAIC: Metodología para la mejora continua de procesosDocumento7 páginasDMAIC: Metodología para la mejora continua de procesosLidier Hdz GarAún no hay calificaciones
- Ejemplo Grafico NPDocumento15 páginasEjemplo Grafico NPapi-2599237367% (3)
- Unidad 6Documento42 páginasUnidad 6IgnacioAún no hay calificaciones
- Diseño de Experimentos TaguchiDocumento20 páginasDiseño de Experimentos Taguchi'honeey ÁguIlarAún no hay calificaciones
- Graficas de Control Por AtributoDocumento37 páginasGraficas de Control Por Atributopa0l0Aún no hay calificaciones
- Grafico de Control para VariablesDocumento37 páginasGrafico de Control para VariablesFernanda MarAún no hay calificaciones
- Ejemplos de Metricas e Indicadores de Procesos ComunesDocumento15 páginasEjemplos de Metricas e Indicadores de Procesos ComunesFiorella Del Carmen Tarrillo BerriosAún no hay calificaciones
- Lean Manufacturing herramientasDocumento5 páginasLean Manufacturing herramientaskarla paola contrerasAún no hay calificaciones
- Procesos de Formado MecánicoDocumento6 páginasProcesos de Formado MecánicockmauricioAún no hay calificaciones
- Manufactura Esbelta y Sus Tipos de HerramientasDocumento8 páginasManufactura Esbelta y Sus Tipos de HerramientasFanny HernándezAún no hay calificaciones
- 10 pasos Motorola mejora procesosDocumento4 páginas10 pasos Motorola mejora procesosPedro CutipaAún no hay calificaciones
- Graficas en MinitabDocumento31 páginasGraficas en Minitabrlexl6darvAún no hay calificaciones
- Ejer Cici OsDocumento74 páginasEjer Cici OsJoaquínA.GallardoAún no hay calificaciones
- Especificaciones de peso de preforma en inyección de plásticoDocumento6 páginasEspecificaciones de peso de preforma en inyección de plásticodokyxerrAún no hay calificaciones
- Mantenimiento Planificado PDFDocumento9 páginasMantenimiento Planificado PDFaespinosa_rAún no hay calificaciones
- Metodo de TaguchiDocumento2 páginasMetodo de TaguchiKenia Esmeralda Almeida SotoAún no hay calificaciones
- Aql ChaleDocumento45 páginasAql ChaleAnonymous nrjd0eq0Aún no hay calificaciones
- Opex (Excelencia en Operaciones) MagDocumento10 páginasOpex (Excelencia en Operaciones) Magvalo490100% (1)
- Función de Perdida TaguhiDocumento5 páginasFunción de Perdida Taguhieugenio garcia leon100% (1)
- Diseño de Experimentos TaguchiDocumento32 páginasDiseño de Experimentos TaguchiAreli AguilarAún no hay calificaciones
- Mapas Del Flujo de Valor (VSM) - Ingeniería IndustrialDocumento11 páginasMapas Del Flujo de Valor (VSM) - Ingeniería IndustrialLuis Alberto Quiroz GranadosAún no hay calificaciones
- UNIDAD-1 Sistemas de ManufacturaDocumento8 páginasUNIDAD-1 Sistemas de ManufacturaAdrian GCAún no hay calificaciones
- Bolígrafo Allegro AnálisisDocumento30 páginasBolígrafo Allegro AnálisisAna MariaAún no hay calificaciones
- Eq 4. La Función de Pérdida Cuando El Valor Mayor Es El MejorDocumento9 páginasEq 4. La Función de Pérdida Cuando El Valor Mayor Es El MejorDuenDverD OswaGamesAún no hay calificaciones
- Muestreo de aceptación por atributos y variablesDocumento46 páginasMuestreo de aceptación por atributos y variablesRCA_CONSULTORESAún no hay calificaciones
- Plantilla DMAICDocumento32 páginasPlantilla DMAICJoan FloresAún no hay calificaciones
- Junta de PresentaciónDocumento17 páginasJunta de PresentaciónRubier Lopez VegaAún no hay calificaciones
- 1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónDocumento5 páginas1.3.1métodos Heurísticos y 1.3.2 Métodos OptimizaciónMonserrat Mata Zúñiga0% (1)
- 2.3 Estudio de VariaciónDocumento11 páginas2.3 Estudio de VariaciónElias RodelaAún no hay calificaciones
- ACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosDocumento4 páginasACTIVIDAD 2.1 Gráficas de Control Por Variables-2-ResueltosErnestoAún no hay calificaciones
- Graficos de AtributosDocumento38 páginasGraficos de AtributosRicardo de reyAún no hay calificaciones
- Precursores Del Estudio Del TrabajoDocumento11 páginasPrecursores Del Estudio Del TrabajoCristian De La CruzAún no hay calificaciones
- Subtemas 1.5.6 - 1.5.9Documento29 páginasSubtemas 1.5.6 - 1.5.9Ana JavierAún no hay calificaciones
- Gráficas de Control para AtributosDocumento16 páginasGráficas de Control para AtributosDaniela RobledoAún no hay calificaciones
- La Hoja de Verificación Tarea CalidadDocumento8 páginasLa Hoja de Verificación Tarea CalidadHadri Yam Lunac100% (1)
- GRAFICAS DE CONTROL TALLERDocumento6 páginasGRAFICAS DE CONTROL TALLERKarla MontenegroAún no hay calificaciones
- Liseth Iris Nina - GraficasDocumento14 páginasLiseth Iris Nina - GraficasWILLIAMS DENNIS CONDORI FLORESAún no hay calificaciones
- 2.5 Graficas de Control Por AtributosDocumento31 páginas2.5 Graficas de Control Por AtributosMaría Fernanda Pérez MorenoAún no hay calificaciones
- Cartas ControlDocumento24 páginasCartas ControlLorena Martinez0% (1)
- GutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationDocumento16 páginasGutiéRrez Pulido, H. and Vara Salazar, R. (2013) - Control Estadístico de La Calidad Y Seis Sigma. MéXico: Mcgraw-Hill EducationEdison Paul RAún no hay calificaciones
- Amilcar Magaña - Graficos - Admi de OperacionesDocumento16 páginasAmilcar Magaña - Graficos - Admi de OperacionesWILLIAMS DENNIS CONDORI FLORESAún no hay calificaciones
- Resolución ejercicios de control estadístico de procesosDocumento90 páginasResolución ejercicios de control estadístico de procesosCARLOS JOAQUIN MOSCOSO DURAZNOAún no hay calificaciones
- Objetivos PPP AgroindustrialesDocumento1 páginaObjetivos PPP AgroindustrialesKarla MontenegroAún no hay calificaciones
- Estrategias-Creación de Valor Final PDFDocumento43 páginasEstrategias-Creación de Valor Final PDFKarla MontenegroAún no hay calificaciones
- Tarea 1 PPP 1Documento4 páginasTarea 1 PPP 1Karla MontenegroAún no hay calificaciones
- Foro 5 PPP1Documento1 páginaForo 5 PPP1Karla MontenegroAún no hay calificaciones
- LAB 2 Fruta ConfitadaDocumento29 páginasLAB 2 Fruta ConfitadaKarla Montenegro100% (1)
- CalidadDocumento9 páginasCalidadcamuszeroAún no hay calificaciones
- Carpeta Pedagogica Innovcion TecnologicaDocumento7 páginasCarpeta Pedagogica Innovcion TecnologicaKarla MontenegroAún no hay calificaciones
- Foro 4 PPP1Documento2 páginasForo 4 PPP1Karla MontenegroAún no hay calificaciones
- Extraccion de PectinaDocumento23 páginasExtraccion de PectinaKarla MontenegroAún no hay calificaciones
- LAB4 Nectar de GuayabaDocumento27 páginasLAB4 Nectar de GuayabaKarla MontenegroAún no hay calificaciones
- Agroindustrias Aib SDocumento3 páginasAgroindustrias Aib SKarla MontenegroAún no hay calificaciones
- LEYESDocumento2 páginasLEYESKarla MontenegroAún no hay calificaciones
- Colorantes naturales y artificiales: clasificación y usosDocumento6 páginasColorantes naturales y artificiales: clasificación y usosKarla MontenegroAún no hay calificaciones
- CalidadDocumento9 páginasCalidadcamuszeroAún no hay calificaciones
- PA3f - APOLINARIODocumento25 páginasPA3f - APOLINARIOKarla MontenegroAún no hay calificaciones
- Exportacion de Camote Morado en FrescoDocumento45 páginasExportacion de Camote Morado en FrescoKarla MontenegroAún no hay calificaciones
- Trabajo Final AcabadoDocumento36 páginasTrabajo Final AcabadoKarla MontenegroAún no hay calificaciones
- Agroindustrias Aib SDocumento2 páginasAgroindustrias Aib SKarla Montenegro0% (1)
- Trabajo de ManjarDocumento13 páginasTrabajo de ManjarKarla MontenegroAún no hay calificaciones
- ENSAYO de ProcesosDocumento2 páginasENSAYO de ProcesosKarla MontenegroAún no hay calificaciones
- Estrategias-Creación de Valor Final PDFDocumento43 páginasEstrategias-Creación de Valor Final PDFKarla MontenegroAún no hay calificaciones
- GRAFICAS DE CONTROL TALLERDocumento6 páginasGRAFICAS DE CONTROL TALLERKarla MontenegroAún no hay calificaciones
- Elaboración de conserva de ají amarillo y rocoto UNFVDocumento20 páginasElaboración de conserva de ají amarillo y rocoto UNFVKarla Montenegro100% (1)
- Control de calidad en ingeniería agroindustrialDocumento9 páginasControl de calidad en ingeniería agroindustrialKarla MontenegroAún no hay calificaciones
- Control Estadistico de La Calidad y SeisDocumento156 páginasControl Estadistico de La Calidad y SeisKarla MontenegroAún no hay calificaciones
- FORMULACION de PROYECTOSDocumento70 páginasFORMULACION de PROYECTOSKarla MontenegroAún no hay calificaciones
- Formulacion de ProyectosDocumento38 páginasFormulacion de ProyectosKarla MontenegroAún no hay calificaciones
- InnovaDocumento30 páginasInnovaKarla MontenegroAún no hay calificaciones
- InnovaDocumento30 páginasInnovaKarla MontenegroAún no hay calificaciones
- Superestructura TurísticaDocumento4 páginasSuperestructura TurísticaAnnie Brown0% (1)
- Sesion de Aprendizaje #02Documento9 páginasSesion de Aprendizaje #02Lilia Ysela Cueva TravezañoAún no hay calificaciones
- MEMORIA DE CALCULO HIDRAULICO CarrefourDocumento13 páginasMEMORIA DE CALCULO HIDRAULICO CarrefourMarvinVelaAún no hay calificaciones
- Mantenimiento Basado en La CondiciónDocumento8 páginasMantenimiento Basado en La CondiciónJean Piere Chamorro TorresAún no hay calificaciones
- Esbozo LA COMPRENSIÓN LECTORADocumento11 páginasEsbozo LA COMPRENSIÓN LECTORASaMy Perez ChavezAún no hay calificaciones
- Aritme6toME PDFDocumento131 páginasAritme6toME PDFBaldemar Reyes SolisAún no hay calificaciones
- Informe de PPDocumento2 páginasInforme de PPJorge Wilder Bazán LópezAún no hay calificaciones
- HolaDocumento5 páginasHolaangie serranoAún no hay calificaciones
- Practicas 6a, 6b y 6cDocumento16 páginasPracticas 6a, 6b y 6cuzi bartAún no hay calificaciones
- List A de PreciosDocumento7 páginasList A de PreciosManuel PerdomoAún no hay calificaciones
- Enrique Fuentes Quintana - Economia Española PDFDocumento329 páginasEnrique Fuentes Quintana - Economia Española PDFOrientadores PalenciaAún no hay calificaciones
- Distribucion IOARDocumento2 páginasDistribucion IOARJuan André VásquezAún no hay calificaciones
- Listamarzo16 03 09Documento18 páginasListamarzo16 03 09johnny ivan colmenares100% (2)
- Teoría de Ciencia SimiaticaDocumento6 páginasTeoría de Ciencia SimiaticaEdson Gil RiveraAún no hay calificaciones
- TORNO - Sistema de RPM TornoDocumento4 páginasTORNO - Sistema de RPM TornoJosé Octavio Becerra OrtizAún no hay calificaciones
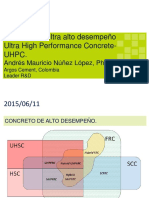
- Concreto de Ultra Alto Desempeño PDFDocumento29 páginasConcreto de Ultra Alto Desempeño PDFEdgar Augusto Tabares PerezAún no hay calificaciones
- 2 Diseño de Plantas Industriales - 2do Parcial PDFDocumento26 páginas2 Diseño de Plantas Industriales - 2do Parcial PDFEdder PereiraAún no hay calificaciones
- Induccion Laboratorio de QuimicaDocumento22 páginasInduccion Laboratorio de QuimicaCarlos Abel Calsin CariAún no hay calificaciones
- M1 U1 JOHB AutoevaluaciónDocumento3 páginasM1 U1 JOHB AutoevaluaciónJesus Hernandez BartoloAún no hay calificaciones
- SOLDADURA EXPO FINAL FinalDocumento10 páginasSOLDADURA EXPO FINAL FinalCésar GarcíaAún no hay calificaciones
- Lista de Verificacion Diaria de IzajeDocumento2 páginasLista de Verificacion Diaria de IzajeJuan Moreno Munguìa100% (1)
- Centrales TermoeléctricaDocumento82 páginasCentrales TermoeléctricaRodrigo CandiaAún no hay calificaciones
- Pre-Informe I - Practicas de Introduccion Al Diseño ElectricoDocumento13 páginasPre-Informe I - Practicas de Introduccion Al Diseño ElectricoJosh Bellota PinaresAún no hay calificaciones
- 1 Introduccion A La Ciencia de Los Materiales para Imprimir.Documento28 páginas1 Introduccion A La Ciencia de Los Materiales para Imprimir.Diego CastroAún no hay calificaciones
- G177Documento19 páginasG177Jessy BarajasAún no hay calificaciones
- 14 Seguridad Industrial y Ecologia PDFDocumento57 páginas14 Seguridad Industrial y Ecologia PDFAnee' GarciaAún no hay calificaciones
- Aurandina S.A.C - Cir 25990Documento14 páginasAurandina S.A.C - Cir 25990KatyHoshiAún no hay calificaciones
- Contenido Teóricodel Curso STAFDocumento397 páginasContenido Teóricodel Curso STAFGustavo MesaAún no hay calificaciones
- Taller AlgoritmosDocumento1 páginaTaller Algoritmosjaen hannier herreño rosasAún no hay calificaciones
- DiseñoDocumento3 páginasDiseño2aangelAún no hay calificaciones