También podría gustarte
- Montaje de centros de transformación. ELEE0209De EverandMontaje de centros de transformación. ELEE0209Aún no hay calificaciones
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Trafo AnalisisDocumento31 páginasTrafo Analisismoises herreraAún no hay calificaciones
- Diseño de La Subestacion Electrica en Media Tension para Repsol YpfDocumento75 páginasDiseño de La Subestacion Electrica en Media Tension para Repsol YpfGabriel Rene Vega Espinoza100% (3)
- Plantas Electricas de EmergenciaDocumento102 páginasPlantas Electricas de EmergenciaJhonatan Roldan81% (27)
- Subestación de Potencia-Villanueva Torres Brajhan JesusDocumento30 páginasSubestación de Potencia-Villanueva Torres Brajhan JesusBrajhan VillanuevaAún no hay calificaciones
- Presentaciòn Prodesing Group 2022 1.1Documento20 páginasPresentaciòn Prodesing Group 2022 1.1Johan GuevaraAún no hay calificaciones
- Diagnostico de Operacion de Plantas - CompressDocumento3 páginasDiagnostico de Operacion de Plantas - CompressDaniela Alejandra Cruz BartolónAún no hay calificaciones
- Ottomotores Adrian Medina RubioDocumento7 páginasOttomotores Adrian Medina RubiocrackzarAún no hay calificaciones
- Proyecto Redes Industrales - Faiber - David - CAmilo - ChristianDocumento67 páginasProyecto Redes Industrales - Faiber - David - CAmilo - ChristianEDWIN ANDRES RAMOS NIÑOAún no hay calificaciones
- Baterias de CarroDocumento12 páginasBaterias de Carrojosuelopez08Aún no hay calificaciones
- Actividad 2 Riesgo Mecanico y ElectricoDocumento12 páginasActividad 2 Riesgo Mecanico y ElectricoSheila Faisuly MUNOZ TREJOSAún no hay calificaciones
- Actividad 3 Riesgo Mecanico y ElectricoDocumento13 páginasActividad 3 Riesgo Mecanico y ElectricoJavier Gutiérrez100% (1)
- Capacitacio - N Acumuladores Manual (17209)Documento65 páginasCapacitacio - N Acumuladores Manual (17209)David VazquezAún no hay calificaciones
- Grado NEXXTT112Documento339 páginasGrado NEXXTT112Nelson Lopez CuestasAún no hay calificaciones
- (A) Diagnostico Del Uso Racional de La Energia y Evaluacion de La Calidad de Potencia para La Empresa Textiles Fabricato Tejicondor SA CMzPpADocumento16 páginas(A) Diagnostico Del Uso Racional de La Energia y Evaluacion de La Calidad de Potencia para La Empresa Textiles Fabricato Tejicondor SA CMzPpAVíctor RojasAún no hay calificaciones
- Informe de Programacion MplabDocumento37 páginasInforme de Programacion MplabpiensamasAún no hay calificaciones
- Catalogo Subestacion PemexDocumento8 páginasCatalogo Subestacion PemexFernando Ortiz ChavezAún no hay calificaciones
- Trabajo de SenatiDocumento31 páginasTrabajo de Senatironalfredyhotmailcom0% (1)
- GTC 50Documento5 páginasGTC 50Harry RincónAún no hay calificaciones
- Trabajo Integrador InstalacionesDocumento138 páginasTrabajo Integrador InstalacionesLeo LemosAún no hay calificaciones
- Proyecto de EstadiaDocumento35 páginasProyecto de EstadiaMauricio GuerreroAún no hay calificaciones
- Evaluación Proyecto AdelcaDocumento15 páginasEvaluación Proyecto AdelcaDavid Suárez100% (2)
- Guia #01 TransformadoresDocumento15 páginasGuia #01 TransformadoresJhoan PulecioAún no hay calificaciones
- Provejec SacDocumento18 páginasProvejec SacBrisTon AnTony Cristobal RiosAún no hay calificaciones
- Memoria de Estadía EjemploDocumento29 páginasMemoria de Estadía Ejemplonatalia copto ortizAún no hay calificaciones
- Facogem Industrial SDocumento10 páginasFacogem Industrial SinterconhdeAún no hay calificaciones
- Tarea Unidad 2Documento55 páginasTarea Unidad 2Eliana Maité BenítezAún no hay calificaciones
- Fábrica de Tableros Eléctricos F&L Ltda. Fábrica de Tableros Eléctricos F & L Limitada. Carlos Condell Nº633 La Cisterna SantiagoDocumento14 páginasFábrica de Tableros Eléctricos F&L Ltda. Fábrica de Tableros Eléctricos F & L Limitada. Carlos Condell Nº633 La Cisterna SantiagoTamara BravoAún no hay calificaciones
- Investigacion de BateriasDocumento8 páginasInvestigacion de Bateriasrogelim lopezAún no hay calificaciones
- Manual de Mantenimiento A Torres de IlumnacionDocumento32 páginasManual de Mantenimiento A Torres de IlumnacionMASTERCPFELIPEAún no hay calificaciones
- Proyecto Calculo III Trabajo FinalDocumento56 páginasProyecto Calculo III Trabajo FinalCarlos Alexander Gomez Castillo100% (2)
- Norma Técnica Colombiana 3445Documento7 páginasNorma Técnica Colombiana 3445luis fernando enriquez cordobaAún no hay calificaciones
- Proveedores Turbina PeltonDocumento73 páginasProveedores Turbina PeltonErnesto QuispeAún no hay calificaciones
- Informe Baterias y BujiasDocumento6 páginasInforme Baterias y Bujiasicki_twilight_654490Aún no hay calificaciones
- PilasDocumento47 páginasPilasDesi Ponce CastroAún no hay calificaciones
- Epli SacDocumento17 páginasEpli SacJorge YpAún no hay calificaciones
- Presentación Biosur IngenieríaDocumento7 páginasPresentación Biosur IngenieríaMack Jonathan Concha SieglerAún no hay calificaciones
- LEGRAND EE + Calidad de La Energía PDFDocumento60 páginasLEGRAND EE + Calidad de La Energía PDFaplicatecAún no hay calificaciones
- MamoriDocumento22 páginasMamoricristianAún no hay calificaciones
- Trabajo PMI Gerencia Final OmdecDocumento16 páginasTrabajo PMI Gerencia Final OmdecRusoAún no hay calificaciones
- Informe de Pasantias IUETLVDocumento47 páginasInforme de Pasantias IUETLVvictor oliveroAún no hay calificaciones
- Estación Transformadora EzeizaDocumento12 páginasEstación Transformadora EzeizaEzequiel RamirezAún no hay calificaciones
- Instituto Tecnológico Superior de La Costa ChicaDocumento12 páginasInstituto Tecnológico Superior de La Costa Chicacarlos beltranAún no hay calificaciones
- TAREA 2 Edwin GuaitaraDocumento8 páginasTAREA 2 Edwin GuaitaraEdwin GuaitaraAún no hay calificaciones
- Manual Teoria Final PdMADocumento114 páginasManual Teoria Final PdMAKeikito Camara100% (2)
- GTC 153 Guía para El Agrupamiento de Transformadores de Distribución Hasta 800 KvaDocumento7 páginasGTC 153 Guía para El Agrupamiento de Transformadores de Distribución Hasta 800 KvaJesus RuizAún no hay calificaciones
- Laboratorio Número 6Documento13 páginasLaboratorio Número 6Yon Jairo Fernandez DavilaAún no hay calificaciones
- Puertas Automatizadas FINALDocumento62 páginasPuertas Automatizadas FINALOSCAR CORNEJOAún no hay calificaciones
- Capacitacion Acumuladores LTHDocumento111 páginasCapacitacion Acumuladores LTHvidal5100% (1)
- Informe de Electricidad FinalDocumento23 páginasInforme de Electricidad FinalAlejandro VenturoAún no hay calificaciones
- 1.1 FuncionDocumento8 páginas1.1 FuncionChristian LópezAún no hay calificaciones
- Familia Sancela Memoria TecnicaDocumento14 páginasFamilia Sancela Memoria TecnicaLuysyñño ChAún no hay calificaciones
- Informe Carrito Evasor de ObstaculosDocumento17 páginasInforme Carrito Evasor de Obstaculosalfaa202067% (3)
- Trabajo de Pasantia Profesional NeyzaDocumento88 páginasTrabajo de Pasantia Profesional Neyza[VRP-IML] Yosmar Estefania Garcia MuñozAún no hay calificaciones
- Trabajo de Pasantia Profesional Neyza EnvçDocumento83 páginasTrabajo de Pasantia Profesional Neyza Envç[VRP-IML] Yosmar Estefania Garcia MuñozAún no hay calificaciones
- Epli 1Documento57 páginasEpli 1fernandojerAún no hay calificaciones
- Pasantia Diego RonaldDocumento25 páginasPasantia Diego Ronaldyolimar medinaAún no hay calificaciones
- Montaje y mantenimiento de instalaciones eléctricas de interior. ELEE0109De EverandMontaje y mantenimiento de instalaciones eléctricas de interior. ELEE0109Aún no hay calificaciones
- Preparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108De EverandPreparar y acondicionar los equipos principales e instalaciones auxiliares de la planta química. QUIE0108Calificación: 5 de 5 estrellas5/5 (1)
- 2023 04 20 09 03 23 181 ReceiptDocumento2 páginas2023 04 20 09 03 23 181 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Factura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresDocumento1 páginaFactura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresLautaro Santiago LarcherAún no hay calificaciones
- Linea Especial - Estudiantes No Clientes - Ext. - 18.05.23Documento3 páginasLinea Especial - Estudiantes No Clientes - Ext. - 18.05.23Lautaro Santiago LarcherAún no hay calificaciones
- Plano de Instalacion 20230120Documento3 páginasPlano de Instalacion 20230120Lautaro Santiago LarcherAún no hay calificaciones
- Total A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoDocumento1 páginaTotal A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoLautaro Santiago LarcherAún no hay calificaciones
- Diferencial Verano 2022 2023 26 12Documento1 páginaDiferencial Verano 2022 2023 26 12Lautaro Santiago LarcherAún no hay calificaciones
- Ingeniería Industrial: Manejo de Materiales Y Distribución de PlantaDocumento62 páginasIngeniería Industrial: Manejo de Materiales Y Distribución de PlantaLautaro Santiago LarcherAún no hay calificaciones
- Cantidad Colectas - Semana ActualDocumento2 páginasCantidad Colectas - Semana ActualLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 08 35 48 993 ReceiptDocumento2 páginas2023 04 20 08 35 48 993 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Procesos Industriales Placord.Documento32 páginasProcesos Industriales Placord.Lautaro Santiago LarcherAún no hay calificaciones
- TP VIEJO (Para Guía)Documento30 páginasTP VIEJO (Para Guía)Lautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 4 271106Documento24 páginasOrd 1114 Parte 4 271106Lautaro Santiago LarcherAún no hay calificaciones
- Rutas 12 - 05 - 2022Documento1 páginaRutas 12 - 05 - 2022Lautaro Santiago LarcherAún no hay calificaciones
- Ingeniería Industrial: Manejo de Materiales Y Distribución de PlantaDocumento56 páginasIngeniería Industrial: Manejo de Materiales Y Distribución de PlantaLautaro Santiago LarcherAún no hay calificaciones
- Compilado 3 EntregasDocumento81 páginasCompilado 3 EntregasLautaro Santiago LarcherAún no hay calificaciones
- Sierra Serie 3Documento21 páginasSierra Serie 3Lautaro Santiago LarcherAún no hay calificaciones
- Ingeniería Industrial: Manejo de Materiales Y Distribución de PlantaDocumento62 páginasIngeniería Industrial: Manejo de Materiales Y Distribución de PlantaLautaro Santiago LarcherAún no hay calificaciones
- InformeInmueble 310140383341 662020Documento2 páginasInformeInmueble 310140383341 662020Lautaro Santiago LarcherAún no hay calificaciones
- Trabajo Práctico 2: Universidad Tecnológica Nacional Facultad Regional de Córdoba Ingeniería IndustrialDocumento32 páginasTrabajo Práctico 2: Universidad Tecnológica Nacional Facultad Regional de Córdoba Ingeniería IndustrialLautaro Santiago LarcherAún no hay calificaciones
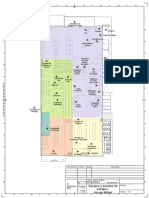
- Layout Planta HMDocumento1 páginaLayout Planta HMLautaro Santiago LarcherAún no hay calificaciones
- ESTE NO - Cambiar El Que Tiene Los 3 TrabajosDocumento24 páginasESTE NO - Cambiar El Que Tiene Los 3 TrabajosLautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 3 271106Documento20 páginasOrd 1114 Parte 3 271106Lautaro Santiago LarcherAún no hay calificaciones
- Documento Sin TítuloDocumento1 páginaDocumento Sin TítuloLautaro Santiago LarcherAún no hay calificaciones
- Metadatos ParcelasDocumento3 páginasMetadatos ParcelasLautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 2 271106Documento20 páginasOrd 1114 Parte 2 271106Lautaro Santiago LarcherAún no hay calificaciones
- Plan Estudio Ingenieria IndustrialDocumento20 páginasPlan Estudio Ingenieria IndustrialLautaro Santiago LarcherAún no hay calificaciones
- Plan Estudio Ingenieria IndustrialDocumento20 páginasPlan Estudio Ingenieria IndustrialLautaro Santiago LarcherAún no hay calificaciones
- William Carey - Un Misionero Que Transformó Una NaciónDocumento7 páginasWilliam Carey - Un Misionero Que Transformó Una NaciónLautaro Santiago LarcherAún no hay calificaciones
- Tuti NSCDocumento3 páginasTuti NSCcarolinaAún no hay calificaciones
- Elaboración de Paté de CaracolDocumento64 páginasElaboración de Paté de CaracolGerald Paul Chumpitaz HuanquiAún no hay calificaciones
- Trabajo Logistica de ProducciónDocumento19 páginasTrabajo Logistica de ProducciónleidysclimacoAún no hay calificaciones
- Manual de ProcedimientosDocumento35 páginasManual de Procedimientoslinsay100% (1)
- Plan de Exportacion Mates BuriladosDocumento75 páginasPlan de Exportacion Mates BuriladosRomel Bryan Cuandrado Iparraguirre100% (1)
- Propuesta - Paraguaná Express 2018Documento6 páginasPropuesta - Paraguaná Express 2018wottan bello100% (1)
- Circulos de Calidad Total Teoria y PracticaDocumento7 páginasCirculos de Calidad Total Teoria y PracticaJijij Wajfawduy0% (1)
- Código de Ética SchlumbergerDocumento8 páginasCódigo de Ética SchlumbergerDavid Alejandro MonteroAún no hay calificaciones
- Gestion Clinica DentalDocumento136 páginasGestion Clinica DentalBoludito Canepa Coton100% (3)
- Fito SanaDocumento20 páginasFito SanaNena Aguilar50% (6)
- Salud MenuDocumento2 páginasSalud MenuNidia Comaneci MtAún no hay calificaciones
- Fichas de Estudio - Diego Alejandro Casallas Vargas PDFDocumento30 páginasFichas de Estudio - Diego Alejandro Casallas Vargas PDFDiego CasallasAún no hay calificaciones
- Transformacion Caso PracticoDocumento3 páginasTransformacion Caso PracticoJr Dorad OAún no hay calificaciones
- CALIDADDocumento9 páginasCALIDADhugoAún no hay calificaciones
- DOFA Por FactoresDocumento4 páginasDOFA Por Factoresstiven miraAún no hay calificaciones
- Construcciones ElectromecánicasDocumento4 páginasConstrucciones ElectromecánicaseberaliagaAún no hay calificaciones
- Gestion de Calidad Marketing Kanematsu Grados Ursula VanessaDocumento64 páginasGestion de Calidad Marketing Kanematsu Grados Ursula VanessaINTELIGENCIA EDUCATIVAAún no hay calificaciones
- PROY - SGA - Final FinalDocumento39 páginasPROY - SGA - Final FinalArmando RojasAún no hay calificaciones
- Unidad 06 PDFDocumento24 páginasUnidad 06 PDFYilmarGuillenAún no hay calificaciones
- Pro-Sst-006 Selección y Evaluacion de Proveedores en SSTDocumento3 páginasPro-Sst-006 Selección y Evaluacion de Proveedores en SSTkaren lorena laiton romero0% (1)
- Negociacion EmpresarialDocumento14 páginasNegociacion EmpresarialEduardo JuárezzAún no hay calificaciones
- Archivo 7. PDF Presentación Biovigilancia - BANCO DE TEJIDOSDocumento74 páginasArchivo 7. PDF Presentación Biovigilancia - BANCO DE TEJIDOSSamuel Duque CorreaAún no hay calificaciones
- La Gerencia Estratégica Es Una Herramienta para Administrar y Ordenar Los CambiosDocumento4 páginasLa Gerencia Estratégica Es Una Herramienta para Administrar y Ordenar Los Cambioskarry50000Aún no hay calificaciones
- A# 7 JFTC - PDF Evaluacion 1Documento5 páginasA# 7 JFTC - PDF Evaluacion 1Fernando TapiaAún no hay calificaciones
- Tesis de Gestión Del Mantenimiento Presentada Al PEPP Tecsup-Arequipa (2009)Documento285 páginasTesis de Gestión Del Mantenimiento Presentada Al PEPP Tecsup-Arequipa (2009)blodia5790% (10)
- Uso de La Tabla Mil STD 105 DDocumento8 páginasUso de La Tabla Mil STD 105 DKristian Coba38% (8)
- Control de Calidad de Una EmpresaDocumento11 páginasControl de Calidad de Una EmpresaLadhiJaniraDextreMartinezAún no hay calificaciones
- Maqueta Trabajo Final Grupo 4Documento16 páginasMaqueta Trabajo Final Grupo 4jacobo De LaraAún no hay calificaciones
- 3 Empresas Mision y VisionDocumento2 páginas3 Empresas Mision y Visionaldo andresAún no hay calificaciones
- Guía de Aprendizaje SENA ISO 22000 PDFDocumento12 páginasGuía de Aprendizaje SENA ISO 22000 PDFHoover BarbosaAún no hay calificaciones
- Estrategia de Gestión - Daniel F. SpulberDocumento116 páginasEstrategia de Gestión - Daniel F. SpulberCami RF100% (2)