Documentos de Académico
Documentos de Profesional
Documentos de Cultura
ESTE NO - Cambiar El Que Tiene Los 3 Trabajos
Cargado por
Lautaro Santiago LarcherTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
ESTE NO - Cambiar El Que Tiene Los 3 Trabajos
Cargado por
Lautaro Santiago LarcherCopyright:
Formatos disponibles
UNIVERSIDAD TECNOLÓGICA NACIONAL
FACULTAD REGIONAL DE CÓRDOBA
Ingeniería Industrial
Manejo de Materiales y Distribución de Planta
PROFESORES
● Rocha, Jorge Alfredo
● Celador, Adriana Elizabeth
Empresa Corplast S.R.L
TRABAJO PRÁCTICO 3
FECHA DE ENTREGA: 30/09/2020
GRUPO 6 CURSO 5D3
ALUMNOS: LEGAJO: E-MAIL:
Bevacqua, Santiago Tomás 72334 santibevacquacat@gmail.com
Cassone, Ignacio 70369 nachocassone@gmail.com
Fassi Curarello, Juan gabriel 71890 juan7juang77@gmail.com
Galará, Paula Vanina 72501 paulygalara@gmail.com
Herrera, Nicolás 74282 nicoherrera781@gmail.com
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Índice
Índice 1
Introducción 2
17.- EVALUACIÓN TÉCNICA DE CADA DISTRIBUCIÓN 3
MATRIZ DE INDICADORES 3
1. Distancia recorrida en un ciclo completo 3
2. Cantidad de cruces x hora 4
3. Costo de manejo de materiales 5
4. % de actividades del proceso destinadas al transporte 7
5. Área destinada a scrap 7
6. Facilidades de MP y PT [m3] 8
7. Cumplimiento del diagrama de afinidad 8
8. Capacidad de producción [unidades mensuales] 8
9. Organización de máquinas y flujo de materiales 8
10. Seguridad 9
ANÁLISIS DE VENTAJAS Y DESVENTAJAS 9
ALTERNATIVA 1 9
ALTERNATIVA 2 10
ALTERNATIVA 3 11
CONCLUSIÓN 12
18.- EVALUACIÓN ECONÓMICA DE CADA DISTRIBUCIÓN 13
Inversiones de cada Alternativa 13
Costos de Producción Total 15
Cantidad de Producción 15
Análisis Económico 16
Conclusiones 16
19.- ELECCIÓN Y JUSTIFICACIÓN DE LA NUEVA DISTRIBUCIÓN 16
MAQUETA VIRTUAL 3D 17
CONCLUSIÓN 19
ANEXO 20
Bevacqua - Cassone - Fassi - Galará - Herrera 1
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Introducción
Una vez concentrada toda la información generada en las entregas anteriores, de análisis,
estudio, distribución y presentación de propuestas, nos sigue la realización de una evaluación
técnica y económica que constituye la parte final de esta secuencia de Trabajo Práctico
Integrador, de la Cátedra Manejo de Materiales y Distribución de Planta para el ciclo lectivo
2020.
Para lo primero, se brindarán indicadores técnicos que ayuden a medir, analizar y comparar
los hechos que se presentan en cada alternativa de distribución. Con los mismos generamos
conclusiones para aplicar en un proceso de evaluación y selección que consideramos debe
ser neutral, transparente e imparcial.
Por otro lado, realizaremos el análisis de factibilidad de los proyectos de inversión en cada
alternativa propuesta, para lo cual, se aplican métodos de evaluación económica con la
finalidad de medir la eficiencia de las inversión totales involucradas y su probables
rendimientos durante la vida útil. Especialmente, consideramos muy importante esta etapa en
los proyectos de carácter lucrativo, puesto que con los resultados que de ella se obtienen, se
toman las decisiones de llevar a cabo o no la realización de un proyecto determinado.
Bevacqua - Cassone - Fassi - Galará - Herrera 2
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
17.- EVALUACIÓN TÉCNICA DE CADA DISTRIBUCIÓN
MATRIZ DE INDICADORES
Para el análisis de las alternativas, se desarrolla la matriz adjunta a continuación,
posteriormente se explica detalladamente cada uno de los indicadores calculados.
Evaluación técnica de cada distribución
Ponderación Distribución Alternati Ptos Alternat Ptos Alternativ Ptos
Indicadores
(1 - 5) Actual va 1 A1 iva 2 A2 a3 A3
Distancia recorrida en un ciclo
1 completo [metros] 5 367 317 1,4 281 2,3 217 4,1
2 Cantidad de cruces x hora 4 2,25 0,125 0,125 0,125 0,125 7,875 7,875
Manejo de materiales (peso x tiempo
3 x frecuencia x costo de operario) 5 1665,64 1240,97 7,49 1184,72 7,60 853,47 8,27
% de actividades del proceso
4 destinadas al transporte 4 37,04% 30,43% 7,0 29,17% 7,1 30,43% 7,0
Área destinada a almacenamiento
5 de scrap 3 40 3,2 9,2 6,46 8,4 3,2 9,2
6 Facilidades de MP y PT 4 58 174 8,7 174 8,7 174 8,7
Cumplimiento del diagrama de
7 afinidad 3 132 140 7 144 7 154 8
Capacidad de producción [unidades
8 mensuales] 5 24.000 99.274 4 99.327 4 99.526 4
Organización de máquinas y flujo de
9 materiales 3 1 2 2 2 2 5 5
10 Seguridad e Higiene 4 6 9 1,5 9 1,5 11 1,8
Resultados 189 193 250
1. Distancia recorrida en un ciclo completo
Se evalúan las distancia en metros que se deben realizar desde que comienza el ciclo con el
pedido del cliente hasta que se carga el mismo en el camión, simulando que todas las
actividades se realizan una vez. Estas distancias se pueden ver plasmadas discriminadas por
cada actividad en la hoja de procesos, adjuntada en la entrega anterior. Las mismas se
adjuntan en el ANEXO.
Los puntos de cada alternativa, se calculan haciendo el siguiente cálculo →
mts recorridos de distribución actual−mts recorridos en la propuesta n
∗10=Ptosde la ∝ uesta
mts recorridos de distribución actual
Bevacqua - Cassone - Fassi - Galará - Herrera 3
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
2. Cantidad de cruces x hora
En primer lugar, para desarrollar este indicador, se relevan las frecuencias de las actividades
que requieren un recorrido. Las mismas, son plasmadas en la siguiente tabla
FRECUENCIAS x Turno x Hora
Cantidad de veces que se suministra MP 8 1
Cantidad de veces que se evacuan PT de máquinas 45 5,625
Cantidad de veces que se evacuan PT máquina rotativa 5 0,625
Cantidad de veces que se transportan matrices 27 3,375
Cantidad de veces que se evacua scrap 9 1,125
Cantidad de veces que se reingresa material reacondicionado 9 1,125
En segundo lugar, se analizan siguiendo el diagrama de recorridos la cantidad de cruces que
presenta cada alternativa. El puntaje para cada alternativa, se obtiene realizando la
multiplicación entre: los cruces existentes y la frecuencia más baja de los 2 desplazamientos
en cuestión. De esta manera, se analiza la peor situación, que ocurriría si cada vez que se
hacen las 2 tareas, ocurre de manera simultánea y presentan un cruce, ya que no es posible
determinar la probabilidad de que las 2 ocurran al mismo tiempo.
3. Costo de manejo de materiales
En este indicador, se calcula el costo de manipulación del material en general para cada
alternativa. Para esto, se realiza la siguiente tabla donde se calculan: peso de carga en
kilogramos, distancia recorrida en metros, tiempo requerido en horas para el transporte,
frecuencia del recorrido por hora y el costo operativo. El último, se calcula en base a la hora
hombre y al costo del apilador. Finalmente, se calcula el costo de manejo del material para el
Bevacqua - Cassone - Fassi - Galará - Herrera 4
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
proceso productivo, la alternativa en general y por kg. Esto, se repite para cada
alternativa
Alternativa Original
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 12,25 12,25 50 40 12,25
Distancia [mts] 41 75 67 53 87 27
Tiempo [hora] 0,46 0,83 0,74 0,59 0,97 0,30
Frecuencia x hora 1,00 5,63 2,81 1,13 3,38 7,21
Costo Operativo 125 125 125 125 125 125
Costo Manejo
Material 56,94 585,94 261,72 82,81 407,81 270,41
Costo por
Alternativa 1665,64
Costo Manejo
Material por Kg 0,57 47,83 21,36 1,66 10,20 22,07
103,69
Alternativa 1
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 30,625 50 40 147
Distancia
[mts] 39 70 80 50 87 27
Tiempo
[hora] 0,43 0,78 0,89 0,56 0,97 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 546,88 125,00 78,13 407,81 28,99
Costo por
Alternativa 1240,97
Costo
Manejo
Material por
Kg 0,54 13,67 4,08 1,56 10,20 0,20
30,25
Bevacqua - Cassone - Fassi - Galará - Herrera 5
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Alternativa 2
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 76,5625 50 40 147
Distancia
[mts] 39 70 62 32 87 27
Tiempo
[hora] 0,43 0,78 0,69 0,36 0,97 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 546,88 96,88 50,00 407,81 28,99
Costo por
Alternativa 1184,72
Costo por
Alternativa 0,54 13,67 1,27 1,00 10,20 0,20
26,87
Alternativa 3
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 191,40625 50 40 147
Distancia
[mts] 39 55 54 38 42 27
Tiempo
[hora] 0,43 0,61 0,60 0,42 0,47 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 429,69 84,38 59,38 196,88 28,99
Costo por
Alternativa 853,47
Costo por
Alternativa 0,54 10,74 0,44 1,19 4,92 0,20
18,03
Para definir la puntuación de cada alternativa se realiza la siguiente cuenta:
Bevacqua - Cassone - Fassi - Galará - Herrera 6
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Sumatoria de los costos de las 4 alternativas−Costo Total de la alternativa n
∗10=Ptos de la ∝uesta
Sumatoria de los costos de las 4 alternativas
Organización de máquinas y flujo de materiales
Alternativa Costo de manejo Ptos
ACTUAL 1665,64 6,63
1 1240,97 7,49
2 1184,72 7,60
3 853,47 8,27
4944,81
4. % de actividades del proceso destinadas al transporte
Este indicador, recuenta el porcentaje de actividades destinadas al transporte, los mismos se
pueden ver en la hoja de procesos del ANEXO.
5. Área destinada a scrap
Este indicador analiza la superficie utilizada para almacenar scrap. La siguiente tabla muestra
los valores de dichas superficies en m2 para cada alternativa.
Distribución actual Alternativa 1 Alternativa 2 Alternativa 3
40 3 6 3
6. Facilidades de MP y PT [m3]
Alternativas 1, 2 y 3 Distribución actual
MP PT MP PT
Cantidad de estanterías 6 8 5 28 7
Cantidad de estantes 3 2 1 1 2
Superficie estantes [m] 5 5 5 1 5
Altura estantes [m] 0,6 1,3 0,6 0,6 0,6
Volumen [m3] 54 119 16 42
Bevacqua - Cassone - Fassi - Galará - Herrera 7
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
7. Cumplimiento del diagrama de afinidad
Se analiza el porcentaje del cumplimiento del diagrama de afinidad de cada alternativa.
Cumplimiento del diagrama de afinidad
Alternativa
Ideal Alternativa 1 Alternativa 2 Alternativa 3
actual
84 132,00 140,00 144,00 154,00
100,00% 106,06% 109,09% 116,67%
8. Capacidad de producción [unidades mensuales]
Se plantea la capacidad de producción en unidades para cada alternativa.
9. Organización de máquinas y flujo de materiales
Se plantea una escala con distintas características que se deben cumplir para lograr una distribución
de planta ordenada, con un flujo constante.
Organización de máquinas y flujo de materiales
Escala Características
Las máquinas están ordenadas según el flujo, el orden general es muy bueno y los
5 elementos necesarios están cerca de las máquinas
4 Las máquinas están ordenadas según el flujo y el orden general es muy bueno
3 Las máquinas están ordenadas según el flujo
2 Grupo de máquinas separadas
1 Desorden general en todas las áreas
10. Seguridad
Se tiene en cuenta diversos factores que afectan a la seguridad e higiene. Se hace foco en aquellos
que tienen diferencias entre las distintas alternativas. Se coloca un puntaje del 1 al 3 en casillero de
puntos para cada alternativa siendo el 3 el mejor puntaje, en el casillero de la derecha se encuentra el
motivo de ese puntaje.
Ptos Pto
Original Ptos. Alternativa 1 Ptos. Alternativa 2 Alternativa 3
. s.
Manipuleo: Excesivo Excesivo Excesivo
Transporte Manual 1 Movimiento 1 Movimiento 1 Movimiento 3 Reducido
de Carga de Matrices de Matrices de Matrices
Instalaciones de
seguridad: Lavador
1 Ausencia 3 Cumple 3 Cumple 3 Cumple
de ojo, mojador de
pie.
Riesgo por No hay Presencia del Presencia del Presencia del factor
3 2 2 2
presencia de medios factor de factor de de riesgo
Bevacqua - Cassone - Fassi - Galará - Herrera 8
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
medios de
riesgo riesgo
manipuleo
Condiciones de
higiene según
1 No cumple 3 Cumple 3 Cumple 3 Cumple
norma: lavabos,
duchas bidet
Total 6 9 9 11
ANÁLISIS DE VENTAJAS Y DESVENTAJAS
ALTERNATIVA 1
VENTAJAS
★ Se mejora el orden general, ya que, principalmente el desorden estaba dado por las grandes
montañas de scrap. En la alternativa, el scrap se junta y almacena en canastos con
ruedas hasta que se vacía en el molino y se regresa al puesto.
★ Se incorpora un puesto de guardia y estacionamiento delimitado.
★ Se agregan los baños, espacios de higiene y seguridad correspondiente según las normas
vigentes. Además, involucra baños y duchas separadas para el área de oficina, separada
del área de producción.
★ Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no está
inyectando (operación cuello de botella).
★ Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★ Se aumenta el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★ Se agranda la unidad de carga final del cliente de bolsas a pallets.
★ se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que, crece en
altura.
★ Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★ Se reduce la manipulación de carga manual a través de equipos de transporte y elementos
de manipuleo.
★ Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★ Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares.
DESVENTAJAS
❖ Se deben mover prácticamente todas las máquinas para llevar a cabo la distribución.
❖ No hay más mesas cerca de los puestos que pueden ser más cómodas que las estanterías
para hacer el retrabajo.
❖ Sigue habiendo distancias grandes para recorrer, especialmente con matrices, que
corresponde al objeto más pesado a manipular.
Bevacqua - Cassone - Fassi - Galará - Herrera 9
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
❖ Una inyectora separada del sector productivo, esto desorganiza el espacio y la
misma se encuentra lejos de las estrategias implementadas para mantener cerca del puesto
los insumos.
❖ Zona de reacondicionamiento del scrap lejos del área productiva y del almacén, aumenta la
distancias
❖ En el diagrama de recorrido se puede observar, que esta alternativa presenta múltiples
cruces dentro del recorrido requerido.
❖ Si analizamos un ciclo completo desde que se solicita el pedido hasta que se entrega al
cliente, el recorrido que se debe realizar en metro sigue siendo grande.
ALTERNATIVA 2
VENTAJAS
★ Se mejora el orden general, ya que, principalmente el desorden estaba dado por las grandes
montañas de scrap. En la alternativa, el scrap se junta y almacena en canastos con
ruedas hasta que se vacía en el molino y se regresa al puesto.
★ Se incorpora un puesto de guardia y estacionamiento delimitado.
★ Se agregan los baños, espacios de higiene y seguridad correspondiente según las normas
vigentes.
★ Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no está
inyectando (operación cuello de botella).
★ Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★ Se aumenta el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★ Se agranda la unidad de carga final del cliente de bolsas a pallets.
★ se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que, crece en
altura.
★ Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★ Se reduce la manipulación de carga manual a través de equipos de transporte y elementos
de manipuleo.
★ Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★ Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares
Bevacqua - Cassone - Fassi - Galará - Herrera 10
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DESVENTAJAS
❖ No se adquieren gran cantidad de canastos móviles, entonces el scrap, se debe trasvasar a
un contenedor más grande fijo, esto permite almacenar más material pero involucra dos
trasvases.
❖ Se deben mover prácticamente todas las máquinas para llevar a cabo la distribución.
❖ No hay más mesas cerca de los puestos que pueden ser más cómodas que las estanterías
para hacer el retrabajo.
❖ Sigue habiendo distancias grandes para recorrer, especialmente con matrices, que
corresponde al objeto más pesado a manipular.
❖ Una inyectora separada del sector productivo, esto desorganiza el espacio y la misma se
encuentra lejos de las estrategias implementadas para mantener cerca del puesto los
insumos.
❖ Zona de reacondicionamiento del scrap lejos del área productiva y del almacén, aumenta la
distancias
❖ En el diagrama de recorrido se puede observar, que esta alternativa presenta múltiples
cruces dentro del recorrido requerido.
❖ Si analizamos un ciclo completo desde que se solicita el pedido hasta que se entrega al
cliente, el recorrido que se debe realizar en metro sigue siendo grande.
ALTERNATIVA 3
VENTAJAS
★ Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no está
inyectando (operación cuello de botella).
★ Se incorpora estantería de matrices en la pared que divide la planta, para facilitar el
acceso de ambos lados, por un lado, para almacenarla después de su confección y por el
otro para extraerla y utilizarla.
★ Se mejora el orden general, ya que, principalmente el desorden estaba dado por las
grandes montañas de scrap. En la alternativa, el scrap se junta y almacena en canastos con
ruedas hasta que se vacía en el molino y se regresa al puesto.
★ Se incorpora un puesto de guardia y estacionamiento delimitado.
★ Se agregan los baños, espacios de higiene y seguridad correspondiente según las normas
vigentes.
★ Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★ Se aumente el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★ Se agranda la unidad de carga final del cliente de bolsas a pallets.
★ se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que, crece en
altura.
★ Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★ Se reduce la manipulación de carga manual a través de equipos de transporte y elementos
de manipuleo.
★ Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★ Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares
Bevacqua - Cassone - Fassi - Galará - Herrera 11
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
★ La sala de mecanizado se mueve reduciendo las distancias de manipulación,
especialmente de las matrices (objeto pesado).
★ Existe un mejor flujo de trabajo y se reducen los cruces.
DESVENTAJAS
❖ Sigue habiendo distancias grandes para recorrer.
❖ Mayor inversión inicial
CONCLUSIÓN
En conclusión, desde el punto de vista técnico, la mejor alternativa es la tercera, ya que,
presenta mayores beneficios en función de la distribución de planta. En esta propuesta, se
reducen los recorridos, la manipulación de cargas, el costo de manipulación, los cruces
durante el proceso y la organización general. Tanto en la matriz de indicadores, como en el
análisis de ventajas y desventajas se observa que esta es la mejor alternativa.
18.- EVALUACIÓN ECONÓMICA DE CADA DISTRIBUCIÓN
Inversiones de cada Alternativa
En el siguiente apartado presentaremos las inversiones necesarias para desarrollar cada una
de las alternativas de Distribución de Planta en estudio.
ALTERNATIVA 1
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 2 unidades $112.500 $225.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
Canastos para scrap 20 unidades $2.200 $44.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Costo de parada de producción 5 días $92.308 $461.538
Inversión total $1.068.008 $2.036.538
ALTERNATIVA 2
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 2 unidades $112.500 $225.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Bevacqua - Cassone - Fassi - Galará - Herrera 12
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
Canastos para scrap 10 unidades $2.200 $22.000
Contenedor para scrap 1 unidad $80.000 $80.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Costo de parada de producción 5 días $92.308 $461.538
Inversión total $1.148.008 $2.094.538
ALTERNATIVA 3
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 7 unidades $107.857 $755.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
20 canastos para scrap 20 unidades $2.200 $44.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Demolición de paredes (area 1-2,
fresadoras, 1 baño y 1 ducha) - - - $1.000.000
Cuarto de Fresadoras de Durlock 14 m2 $4.000 $56.000
Lavadora de ojos 1 unidad $15.000 $15.000
Lavadora de pies 0,5 unidades $10.000 $5.000
Costo de parada de producción 10 días $92.308 $923.077
Inversión total $1.092.365 $4.104.077
Bevacqua - Cassone - Fassi - Galará - Herrera 13
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Costos de Producción Total
Análisis de costos de producción
Concepto Actual Alternativa 1 Alternativa 2 Alternativa 3
Costo de producción actual [$/mes] 1.920.000 1.920.000 1.920.000 1.920.000
MO contratada [$/mes] - 300.000 300.000 300.000
Aumento de otros costos variables [$/mes] - 4.050.380 4.052.531 4.060.655
Aumento de costos fijos [$/mes] - 76.800 76.800 76.800
TOTAL - 6.347.180 6.349.331 6.357.455
● Costo de producción actual: se estimó como el 80% de los ingresos mensuales
(cantidad de producción actual * precio estimado de venta ($100)).
● MO contratada: se considera con un sueldo promedio de $50.000 la incorporación de
los nuevos 6 operarios.
● Aumento de otros costos variables : consideramos como variable el 60% del costo
de producción actual y luego calculamos el aumento en función de la cantidad de
producción de cada alternativa.
● Aumento de costos fijos:consideramos un aumento del 10% de los costos fijos.
Cantidad de Producción
Análisis de cantidad de producción
Concepto Actual Alternativa 1 Alternativa 2 Alternativa 3
Producción actual [unidades/mes] 24.000 24.000 24.000 24.000
Aumento por incorporación de nuevas
máquinas [unidades/mes] - 72.000 72.000 72.000
Aumento por reducción de recorridos
[unidades/mes] - 3.274 3.327 3.526
TOTAL - 99.274 99.327 99.526
● Aumento por incorporación de nuevas Máquinas: en función de la cantidad de
máquinas que se incorporan a la producción.
● Aumento por reducción de recorridos: se estimó un aumento de producción en
función del tiempo ahorrado por reducir los recorridos.
Bevacqua - Cassone - Fassi - Galará - Herrera 14
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Análisis Económico
A continuación se muestra una tabla que resume el análisis económico realizado, mostrando
los valores calculados en las tablas anteriores.
Análisis económico
Concepto Actual Alternativa 1 Alternativa 2 Alternativa 3
Costo de producción [$/mes] 1.920.000 6.347.180 6.349.331 6.357.455
Capacidad de producción [unidades/mes] 24.000 99.274 99.327 99.526
Ingresos [$/mes] 2.400.000 9.927.402 9.932.673 9.952.587
Ganancias [$/mes] 480.000 3.580.222 3.583.342 3.595.131
Inversión [$] - 2.036.538 2.094.538 4.104.077
Recuperación de la inversión [meses] - 0,6 0,6 1,1
Conclusiones
● La alternativa de mayor inversión es la 3 porque es la que requiere un mayor costo de
refacciones y remodelación, pero teniendo en cuenta el periodo de recupero, las
diferencias económicas entre las alternativas no son significativas.
● En cuanto a los costos y la capacidad de producción, sucede lo mismo que con las
inversiones, estos son mayores para la alternativa 3 pero la diferencia es
insignificante. Esto es así porque más del 95% del aumento de la capacidad de
producción se debe a la incorporación de 2 inyectoras dobles y 2 inyectoras rotativas
(máquinas incorporadas en las 3 alternativas), mientras que el 5% restante se explica
por una reducción en las distancias recorridas dentro del proceso, que varía para cada
alternativa.
● Los periodos de recupero son relativamente bajos debido a que, para triplicar la
producción fue necesario incorporar nuevas máquinas y la empresa ya contaba con
las mismas solo que en estado de desuso, es decir, esto nos permite un ahorro
aproximadamente de $10.000.000 en inversión.
19.- ELECCIÓN Y JUSTIFICACIÓN DE LA NUEVA
DISTRIBUCIÓN
Teniendo en cuenta que en el análisis económico se llegó a la conclusión de que todas las
alternativas son muy similares en relación a esta perspectiva, podemos decir que el análisis
técnico ponderó sobre encima del anterior y observando que la número 3 es muy superior a
las demás, se llega a la conclusión final de que dicha Alternativa 3 es la más conveniente.
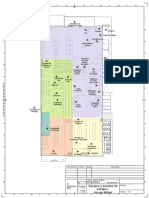
MAQUETA VIRTUAL 3D
Se presenta a continuación imágenes capturadas a partir de la maqueta virtual, elaborada en
función de la alternativa de distribución escogida:
Bevacqua - Cassone - Fassi - Galará - Herrera 15
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Vista en perspectiva de la planta completa
Corte del área de producción
Imagen del sector administrativo
Bevacqua - Cassone - Fassi - Galará - Herrera 16
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Video recorrido de la maqueta:
https://drive.google.com/file/d/1ra3noevDNIW2BXEM1TDDdiVFHUp7veUA/view?usp=sharing
Modelo sketchup:
https://drive.google.com/file/d/10vNT-92nrT0Rxeec46y9nCnpmB7Jdg9H/view?usp=sharing
Bevacqua - Cassone - Fassi - Galará - Herrera 17
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
CONCLUSIÓN
Para finalizar queremos remarcar como equipo de trabajo la finalización de la entrega número
3 cumpliendo los distintos objetivos para Corplast SRL, propuestos en el inicio del Trabajo
Práctico Integrador.
Como quedó en evidencia, el aspecto técnico tuvo un mayor peso a la hora de toma de
decisiones sobre las alternativas propuestas, donde se marcó claramente que la Alternativa
Nº3 es la más óptima.
Así podemos afirmar que la nueva redistribución de planta en Corplast SRL sin duda tendrá a
futuro una notable satisfacción de clientes y de personal en cuanto a higiene, motivación y
salud de los mismos, gracias a:
● Notables mejoras en los mecanismos de transporte de matrices pesadas,
incorporación de carros.
● Generación de nuevas Unidades de Carga, Pallets con canastos de Productos
Terminados.
● Acondicionamiento y delimitaciones nuevas de los espacios que incrementará la
utilización efectiva de los mismos, como los contenedores de Scrap.
● Este uso más eficiente de los espacios no solo se da por una mejor utilización de las
superficies disponibles sino también por un mayor aprovechamiento de la “altura de la
planta”, con estanterías nuevas de 3 niveles.
● Se resalta la reducción de las distancias recorridas dentro de los procesos.
● Nueva disposición de maquinarias, que permitirá:
○ Disminuir el manipuleo.
○ Aumentar la capacidad de producción.
○ Mayor satisfacción por parte de los operarios con una mejora de circulación.
Bevacqua - Cassone - Fassi - Galará - Herrera 18
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Conclusión
Para finalizar queremos remarcar como equipo de trabajo el planteo de los distintos objetivos
para la organización en estudio, tanto el general como los específicos basados en los
principios presentados en clase, con el fin de poder lograr en un plazo de tiempo determinado
el mejor funcionamiento y reducir tanto los costos de MO, como así también mejorar flujo de
materiales y personal. De la misma manera queremos incentivar en el trabajo en Corplast
SRL, la higiene, motivación y salud de los operarios, aumentando la iluminación en puestos
de trabajo, mejorando los mecanismos de transporte de matrices pesadas, acondicionando y
delimitando espacios que incrementen la utilización efectiva de los mismos.
Luego de finalizar la fase análisis donde intentamos representar con mayor detalle posible
todas las condiciones físicas de la organización, confirmamos y se detalla en cálculos la baja
capacidad de utilización de planta, lo cual es un gran desafío al momento de plantear mejoras
que permitan cumplir con los objetivos anteriormente descritos, acompañados de lo propuesto
y exigido por la cátedra en nuestro caso particular de triplicar la capacidad de producción
actual, acompañado de la incorporación de punteras como nuevo producto a ofrecer.
Al finalizar con esta entrega del Trabajo Práctico Nº2, afirmamos como equipo de trabajo que
la distribución de planta no sólo se refiere a situar las máquinas, los bancos de trabajo y las
estanterías, y en nuestro caso de un reordenamiento aleatorio por el simple hecho de no
obtener resultados esperados. Esta ordenación comprende también el estudio de los
espacios necesarios para los movimientos, para el almacenamiento tanto de materia prima
como producto terminado, el estudio a corto o medio plazo de posibles inversiones o cambios
en maquinaria, procesos, mano de obra, crecimientos y todas las actividades que tengan
lugar en dicha instalación.
Por estos motivos, siempre que una iniciativa de distribución se proponga como en el
desarrollo de este trabajo para el que se efectuaron tres alternativas posibles de Lay-Outs
futuros para Corplast, en sus etapas iniciales se debió reevaluar los métodos y procesos
(tiempos, operaciones, recursos humanos), de la misma manera de que cada vez que se
vayan a adoptar sistemas de trabajo nuevos o instalar nueva maquinaria, será adecuado en
un futuro la nueva distribución de nuestra planta.
Bevacqua - Cassone - Fassi - Galará - Herrera 19
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
ANEXO
ALTERNATIVA 1
ALTERNATIVA 2
Bevacqua - Cassone - Fassi - Galará - Herrera 20
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Bevacqua - Cassone - Fassi - Galará - Herrera 21
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
ALTERNATIVA 3
Bevacqua - Cassone - Fassi - Galará - Herrera 22
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Bevacqua - Cassone - Fassi - Galará - Herrera 23
También podría gustarte
- Diferencial Verano 2022 2023 26 12Documento1 páginaDiferencial Verano 2022 2023 26 12Lautaro Santiago LarcherAún no hay calificaciones
- Plano de Instalacion 20230120Documento3 páginasPlano de Instalacion 20230120Lautaro Santiago LarcherAún no hay calificaciones
- Linea Especial - Estudiantes No Clientes - Ext. - 18.05.23Documento3 páginasLinea Especial - Estudiantes No Clientes - Ext. - 18.05.23Lautaro Santiago LarcherAún no hay calificaciones
- Factura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresDocumento1 páginaFactura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresLautaro Santiago LarcherAún no hay calificaciones
- Total A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoDocumento1 páginaTotal A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 09 03 23 181 ReceiptDocumento2 páginas2023 04 20 09 03 23 181 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 08 35 48 993 ReceiptDocumento2 páginas2023 04 20 08 35 48 993 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Sierra Serie 3Documento21 páginasSierra Serie 3Lautaro Santiago LarcherAún no hay calificaciones
- Estudio Del Trabajo Placord.Documento34 páginasEstudio Del Trabajo Placord.Lautaro Santiago LarcherAún no hay calificaciones
- Procesos Industriales Placord.Documento32 páginasProcesos Industriales Placord.Lautaro Santiago LarcherAún no hay calificaciones
- 15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialDocumento1 página15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialLautaro Santiago LarcherAún no hay calificaciones
- TP VIEJO (Para Guía)Documento30 páginasTP VIEJO (Para Guía)Lautaro Santiago LarcherAún no hay calificaciones
- Metadatos ParcelasDocumento3 páginasMetadatos ParcelasLautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 3 271106Documento20 páginasOrd 1114 Parte 3 271106Lautaro Santiago LarcherAún no hay calificaciones
- Layout Planta HMDocumento1 páginaLayout Planta HMLautaro Santiago LarcherAún no hay calificaciones
- Misiones Cristianas en El Tercer MilenioDocumento2 páginasMisiones Cristianas en El Tercer MilenioLautaro Santiago LarcherAún no hay calificaciones
- William Carey - Un Misionero Que Transformó Una NaciónDocumento7 páginasWilliam Carey - Un Misionero Que Transformó Una NaciónLautaro Santiago LarcherAún no hay calificaciones
- William Carey y La Chispa de Las Misiones ModernasDocumento10 páginasWilliam Carey y La Chispa de Las Misiones ModernasLautaro Santiago LarcherAún no hay calificaciones
- Lecciones Misioneras de El Dr. CareyDocumento7 páginasLecciones Misioneras de El Dr. CareyLautaro Santiago LarcherAún no hay calificaciones
- Analista de Logistica y Operaciones-2Documento2 páginasAnalista de Logistica y Operaciones-2Lautaro Santiago LarcherAún no hay calificaciones
- 16 - 2021 - Magnetti MarelliDocumento1 página16 - 2021 - Magnetti MarelliLautaro Santiago LarcherAún no hay calificaciones
- Con Base en Las Lecturas Estudiadas en La Actividad AnteriorDocumento2 páginasCon Base en Las Lecturas Estudiadas en La Actividad Anteriorpaola Michelle Perez MedellinAún no hay calificaciones
- Informe Lab. 9 Fisica 2Documento17 páginasInforme Lab. 9 Fisica 2Marioly Susana Jimenez VargasAún no hay calificaciones
- Manual de Instalación Sunny Central 500CP 630CP 720CP 760CP 800CPDocumento108 páginasManual de Instalación Sunny Central 500CP 630CP 720CP 760CP 800CPJuan Carlos Figueroa FernandezAún no hay calificaciones
- Vacional - Etica - Profesional Angie Marcela Contreras GiraldoDocumento7 páginasVacional - Etica - Profesional Angie Marcela Contreras GiraldoCIRO SAAVEDRAAún no hay calificaciones
- Conclusiones 1Documento2 páginasConclusiones 1catalina galeano montoyaAún no hay calificaciones
- Taller Intensivo Fin de Curso 2022-23 Tec 79Documento21 páginasTaller Intensivo Fin de Curso 2022-23 Tec 79jcc mAún no hay calificaciones
- PracticaDocumento7 páginasPracticaAlejandro Avila GomezAún no hay calificaciones
- Oficio - Multiple 00096 2023 Minedu Spe Opep UppDocumento16 páginasOficio - Multiple 00096 2023 Minedu Spe Opep UppRONALD MARDEN AGUERO FERNANDEZAún no hay calificaciones
- El Sanador Herido, Eco de La EmpatíaDocumento4 páginasEl Sanador Herido, Eco de La EmpatíaVivi ToledoAún no hay calificaciones
- Plan Nacional SMDocumento56 páginasPlan Nacional SMNicole San MartínAún no hay calificaciones
- 50 Cosas de Física CuánticaDocumento215 páginas50 Cosas de Física CuánticaHidalgo Garcia Jasel Gamaliel100% (1)
- Quintana GLDocumento226 páginasQuintana GLJocelynn CastroAún no hay calificaciones
- Examen - Ley 29783Documento2 páginasExamen - Ley 29783Felix RiveraAún no hay calificaciones
- Guia Ejercicios Generadores de VaporDocumento1 páginaGuia Ejercicios Generadores de VaporDrosee MatiasAún no hay calificaciones
- ¿Cómo Motivar A Sus EmpleadosDocumento13 páginas¿Cómo Motivar A Sus EmpleadosJhon JaramilloAún no hay calificaciones
- Qué Es Un MóduloDocumento2 páginasQué Es Un Móduloblancarosario112Aún no hay calificaciones
- Que Es Un OrganigramaDocumento6 páginasQue Es Un OrganigramacherigipsonAún no hay calificaciones
- Unidad 2 GbiDocumento3 páginasUnidad 2 GbiMarelbis Caceres CelisAún no hay calificaciones
- Bailaba La NiñaDocumento7 páginasBailaba La NiñaMaritza MayenAún no hay calificaciones
- EL DiscursoDocumento7 páginasEL Discursoyunior angel sifuentesAún no hay calificaciones
- "Bodega de Almacenamiento" 2Documento4 páginas"Bodega de Almacenamiento" 2PACHI PÉREZAún no hay calificaciones
- Relación de Inclusión para Segundo de SecundariaDocumento10 páginasRelación de Inclusión para Segundo de SecundariaEdgard Gardy Atao Leandrees0% (1)
- Trabajo Practico CIV 3250 A II-2019Documento4 páginasTrabajo Practico CIV 3250 A II-2019Israel LuisAún no hay calificaciones
- Avances de Julio MelissaDocumento30 páginasAvances de Julio MelissaManuel Acuña Palma100% (1)
- Memoria Descriptiva. Agua y Desague, Country Club ZofratacnaDocumento6 páginasMemoria Descriptiva. Agua y Desague, Country Club ZofratacnaJa-el TurpoAún no hay calificaciones
- Coordinación de Protecciones Eléctricas en El Sistema de Distribución A Nivel de 34,5 KV y 13,8 KV Del Área Pesado, Distrito Morichal, PdvsaDocumento172 páginasCoordinación de Protecciones Eléctricas en El Sistema de Distribución A Nivel de 34,5 KV y 13,8 KV Del Área Pesado, Distrito Morichal, PdvsaDanielAlejandroRamosQueroAún no hay calificaciones
- Proyecto Sensor de TemperaturaDocumento14 páginasProyecto Sensor de TemperaturaEsteban PacanchiqueAún no hay calificaciones
- 5 Reglas de OroDocumento5 páginas5 Reglas de OroMariano GentileAún no hay calificaciones
- Especificaciones Tecnicas AsfaltadoDocumento45 páginasEspecificaciones Tecnicas AsfaltadoFernando Poma MamaniAún no hay calificaciones
- G-4 Trabajo de InvestigaciónDocumento27 páginasG-4 Trabajo de InvestigaciónGuiandra HuansiAún no hay calificaciones